Изобретение относится к обработке металлов давлением и может быть использовано при производстве штучных полых профилированных заготовок.
Известен способ производства бесшовных горячекатаных труб, включающий горячую прошивку заготовки в гильзу, раскатку ее на оправке в черновую трубу, которую затем подвергают калибровке или редуцированию и порезке на полуавтоматических трубоотрезных станках, при которой трубу устанавливают в зажимном патроне и проводят ее обрезку резцами с напаянными пластинками из твердых сплавов [1]
Однако известный способ не позволяет профилировать боковую поверхность трубы, она после порезки остается цилиндрической. Кроме того, значительное количество металла переводится в стружку, что неэкономично в крупносерийном и массовом производстве, а также данный способ характеризуется невысокой производительностью.
Известен способ получения профилированных трубных заготовок велосипедных втулок, включающий горячую прошивку заготовки в толстостенную гильзу, раскатку ее на оправке винтовой прокаткой в профилированную трубу, представляющую собой группу кольцевых заготовок, соединенных между собой перемычками, и порезку ее на заготовки дисковыми пилами трения [2]
Однако из-за невысокой износостойкости дисковых пил известный способ пригоден лишь для порезки тонкостенных труб и профилированных трубных заготовок. Кроме того, известному способу присущ высокий расход металла и инструмента.
Наиболее близким по технической сущности к изобретению является способ получения штучных кольцевых заготовок и профилированных труб, включающий прокатку гильзы в винтовом калибре на удерживаемой свободно вращающейся оправке, в результате которой происходит редуцирование гильзы по диаметру и толщине стенки; формовка профильной трубы, представляющей собой группы кольцевых заготовок, соединенных между собой перемычкой толщиной 0,5-0,8 мм; прогладка отформованной трубы и дополнительное утонение перемычки за счет ее растяжения постепенно расширяющейся ребордой, имеющей постоянную высоту, отрезка колец по перемычке и ее подгибка [3]
Известный способ позволяет получать штучные гладкие и профильные кольцевые заготовки, однако отношение длины к диаметру получаемых кольцевых заготовок не превышает 1, т.е. L/D≅1, что обусловлено длиной бочки валка. Кроме того, из-за сложности расчета калибровки валков для прокатки профилированных труб и штучных кольцевых заготовок и трудности изготовления винтовых калибров не обеспечивается достаточно высокая степень точности обеспечения гарантированного прилегания реборды к обжимаемой заготовке, что сказывается на стабильности процесса прокатки в винтовом калибре и качестве получаемых кольцевых заготовок.
Целью изобретения является повышение выхода годного и качества прокатываемых изделий.
Это достигается тем, что в способе получения штучных полых профилированных заготовок, включающем горячую прошивку прутка в гильзу, прокатку гильзы в валках с кольцевыми калибрами на удерживаемой свободно вращающейся оправке и контролируемое охлаждение, согласно изобретению гильзу получают длиной, краткой 7-10 длинам штучной заготовки, а отделение профилированных заготовок осуществляют при сближении валков в интервале температур 1150-800оС за счет отрыва тянущими силами.
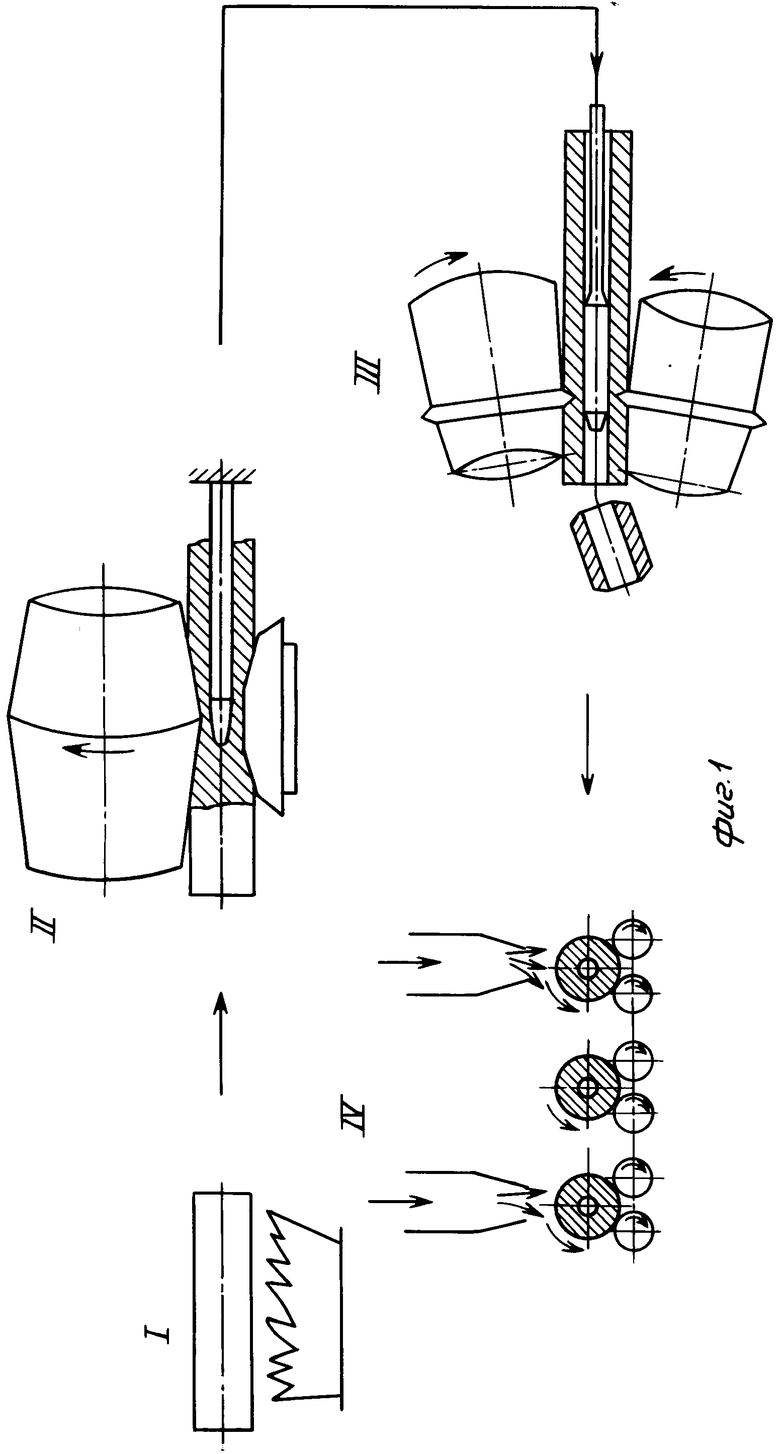
На фиг. 1 представлены основные технологические операции предлагаемого способа получения штучных полых профилированных заготовок: нагрев прутка (I), прошивка прутка (II в гильзу длиной, кратной 7-10 длинам штучной заготовки), прокатка гильзы III в валках с кольцевыми калибрами на удерживаемой свободно вращающейся оправке в интервале температур 1150-800оС и контролируемое охлаждение IV.
Способ получения штучных полых профилированных заготовок осуществляется следующим образом. Нагретый до температуры прокатки пруток задается в двухвалковый стан, где прошивается в гильзу, длина которой кратна 7-10 длинам штучной полой профилированной заготовки. Далее гильза задается в 3-валковый стан винтовой прокатки, где между тремя валками и оправкой формуются и отделяются штучные полые профилированные заготовки в интервале температур 1150-800оС.
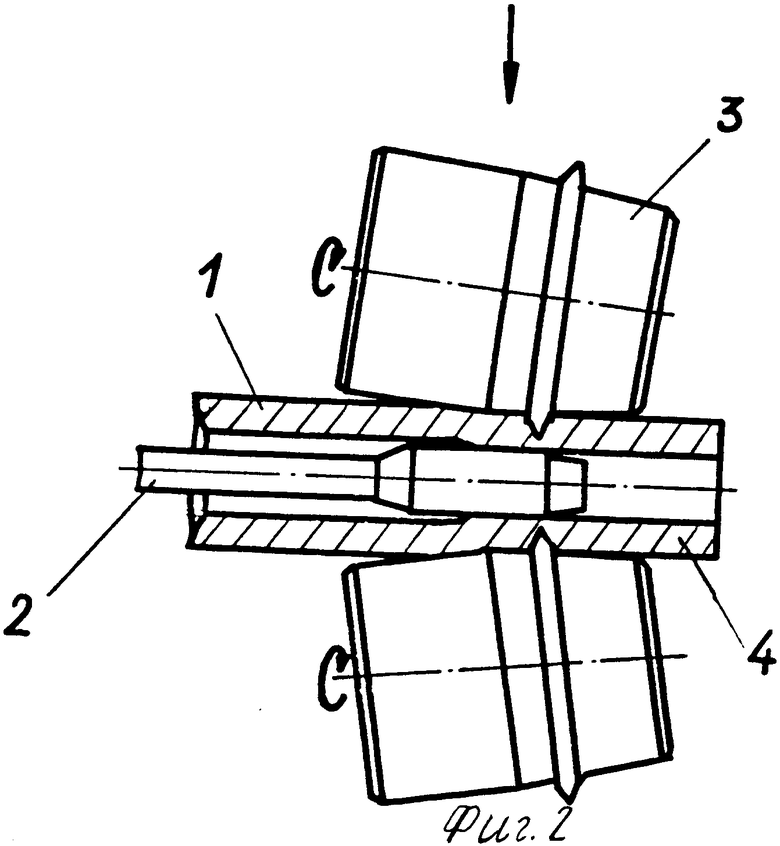
Схема прокатки штучных полых профилированных заготовок показана на фиг.2 и 3; где 1 гильза; 2 оправка; 3 калиброванный валок; 4 штучная полая профилированная заготовка.
Гильза задается в очаг деформации, в нее вводится оправка. Затем калиброванные валки развернутые на угол подачи, сводятся к оси прокатки (в исходном положении они разведены настолько, чтобы можно было осуществить свободную задачу гильзы в очаг деформации), уменьшая калибр, образованный ими, касаются наружной поверхности гильзы и сближаются далее, формуя в гильзе кольцевые канавки. Происходит деформирование гильзы на удерживаемой свободно вращающейся оправке тремя калиброванными валками, в результате которого формуется кольцевая канавка между штучной заготовкой и гильзой, профилируется наружная поверхность штучной заготовки. Свод валков осуществляют до тех пор, пока тянущие силы, действующие со стороны валков, развернутых на угол подачи, на штучную заготовку не оторвут штучную полую профилированную заготовку от гильзы по месту кольцевой канавки.
Возникающие в результате разворота валков на угол подачи тянущие силы, действующие на гильзу и сообщающие ей поступательное перемещение, преодолевают сопротивление материала гильзы на разрыв в наиболее слабом сечении в сечении перемычки между гильзой и штучной заготовкой. В этом случае происходит отрыв штучной профилированной заготовки от гильзы. После этого валки начинают разводить, гильза заталкивателем досылается на длину штучной заготовки в очаг деформации, валки снова сводятся. Происходит следующий цикл прокатки штучной полой профилированной заготовки.
Введение способа указанным образом позволяет повысить выход годного за счет снижения брака по дефектам наружной поверхности и приторцовых зон профилированных заготовок. Кроме того, прокатка профилированных заготовок в оптимальном интервале температур позволяет повысить качество получаемых изделий.
По данному способу получения штучных полых пpофилиpованных заготовок были проведены экспериментальные исследования. Прутки, нагретые до температуры прокатки 1200оС, прошивали в гильзы, которые затем без дополнительного подогрева разрезали на штучные профилированные заготовки в 3-валковом стане винтовой прокатки на удерживаемой свободно вращающейся оправке путем свода всех трех валков, имеющих кольцевые реборды. Один цикл прокатки штучных полых профилированных заготовок составил 10.12 с. Было прокатано несколько партий гильз различной кратности (отношение к длине штучной полой профилированной заготовки).
Результаты экспериментальных исследований по получению штучных полых профилированных заготовок представлены в таблице, в которой отражены данные по выходу годного и точности штучных заготовок. Как видно из таблицы, прокатка штучных полых профилированных заготовок из гильз 7-10-кратной длины в интервале температур 1150-800оС повышает выход годного и качество наружной поверхности и торцов штучных заготовок (так, например, овальность профилированных заготовок не превышает 0,5 мм). Использование под прокатку штучных полых профилированных заготовок в интервале температур 1150-800оС гильз 7-кратной длины обеспечивает высокий выход годного и требуемое качество прокатываемых изделий.
Экспериментальным путем установлено, что использование под прокатку гильз меньшей длины (кратность 3-6) приводит к уменьшению выхода годного и к некоторому снижению качества получаемых изделий, что вызвано, прежде всего, относительным возрастанием доли концевой обрезки. При прокатке гильз 10-кратной длины были получены штучные профилированные заготовки высокого качества, выход годного составил 94-95% Прокатка гильз большей длины (кратности 11 и более) в интервале температур 1150-800оС приводила к некоторому снижению выхода годного и к ухудшению качества получаемых штучных заготовок (вследствие интенсивного износа прошивного инструмента прямолинейность и точность диаметральных размеров гильз были неудовлетворительные).
Проведение данного способа получения штучных заготовок при температурах ниже 800оС приводило к появлению плен, трещин и других дефектов на наружной поверхности и в приторцовых зонах штучных профилированных заготовок. Кроме того, резко возрастало сопротивление деформации со стороны материала заготовки, что приводило к интенсивному износу кольцевых реборд и приребордных зон валков, а также оправки. Наблюдались нарушения стабильности протекания процесса прокатки штучных заготовок.
П р и м е р. Данный способ получения штучных полых профилированных заготовок осуществляли следующим образом. Исходную заготовку пруток диаметром 90 мм нагревали до температуры 1200оС и прошивали в гильзу диаметром 85 мм с толщиной стенки 20 мм и длиной 300.1000 мм. Затем гильзу без дополнительного подогрева задавали в очаг деформации 3-валкового стана винтовой прокатки, валки которого разведены так, чтобы обеспечить свободное перемещение гильзы в валковом калибре до встречи с оправкой (диаметр оправки 44 мм).
При дальнейшей задаче гильзы в нее вводится оправка и гильза останавливается, упершись в ограничитель длины штучной заготовки. Затем вращающиеся валки начинают сводить, осуществляя деформацию гильзы на оправке калиброванными валками, развернутыми на угол подачи. Происходит профилирование боковой поверхности и отделение штучной заготовки от гильзы. После прокатки штучной полой профилированной заготовки длиной 90 мм валки разводятся, гильза далее задается заталкивателем в очаг деформации до ограничителя длины штучной заготовки. Осуществляется следующий цикл прокатки. Время одного цикла прокатки штучной полой профилированной заготовки составило 10.12 с. Было прокатано несколько партий гильз различной кратности. В первой партии кратность гильз составила 3-6. Прокатка данных гильз в интервале температур 1150-800оС показала, что качество получаемых штучных заготовок невысокое (овальность составила 0,7 мм), выход годного составил 90%
Прокатка второй партии гильз, длина которых равнялась 7 длинам штучной заготовки, показала, что прокатываемые заготовки имели требуемое качество, выход годного был высоким (95%). В третьей партии кратность гильз была 8-9. Штучные полые профилированные заготовки получились высокого качества, выход годного так же был высок. Прокатка гильз 10-кратной длины (четвертая партия) обеспечивает получение штучных заготовок требуемого качества и высокий выход годного. Для прокатки профилированных заготовок пятой партии использовались гильзы II-кратной длины и более. Получаемые изделия получались более низкого качества, снизился и выход годного. Прокатка гильз всех пяти партий осуществлялась в интервале температур 1150-800оС. Шестая партия гильз (их кратность составила 7-10) была прокатана при температуре 800-600оС. Многие штучные заготовки имели плены, трещины и другие дефекты наружной поверхности (выход годного составлял 80%). Кроме того, было велико сопротивление деформации со стороны материала заготовки, что приводило к сильному износу кольцевых реборд валков и оправки. Процесс прокатки протекал нестабильно, наблюдались нарушения процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения разностенности гильз | 1990 |
|
SU1780889A1 |
| СПОСОБ ВИНТОВОЙ РАСКАТКИ ТРУБ | 1998 |
|
RU2146569C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК | 1994 |
|
RU2065788C1 |
| Способ получения трубчатых изделий | 1978 |
|
SU738697A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2380179C1 |
| Способ получения полых заготовок из высокопрочных материалов | 1989 |
|
SU1616733A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ТОВАРНЫХ ТРУБ РАЗМЕРОМ 170±1,5×3±0,25×370 мм ПОВЫШЕННОЙ ТОЧНОСТИ ПО СТЕНКЕ ИЗ СТАЛИ МАРКИ 16Х12МВСФБР-Ш ДЛЯ РЕАКТОРОВ НОВОГО ПОКОЛЕНИЯ НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545970C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| Способ получения гильз | 1977 |
|
SU725728A1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 252,6×5+1,5/-1,0×4300+80/-30 мм ДЛЯ УПЛОТНЕННОГО ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ ОТРАБОТАННОГО ЯДЕРНОГО ТОПЛИВА | 2013 |
|
RU2542054C1 |


Использование: при производстве штучных полых профилированных заготовок из бесшовных горячекатаных труб. Сущность: нагревают пруток и прошивают в гильзу длиной, кратной 7.10 длинам штучной заготовки. Прокатывают в трехвалковом стане винтовой прокладки на свободно вращающейся оправке. Валки выполнены с кольцевыми калибрами на их бочке и в процессе деформирования развернуты на угол подачи. Происходит профилирование боковой поверхности и отделение профилированных заготовок. Отделение заготовок осуществляют в интервале температур 1150800°С. Отделение профилированных заготовок осуществляют сближением валков с приложением усилий растяжения. 1 з.п. ф-лы, 3 ил. 1 табл.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| То же, с.130-133. | |||
