Производство строительных и других деталей из волокнистой массы посредством прессования изделия в формах в сочетании с вибрированием с применением специальных станков для осуществления такого способа изготовления изделий имеет место в существующей практике. Однако качество изготовления изделий при таком способе не вполне удовлетворяет необходимым требованиям, так как достаточно .полного удаления влаги в процессе прессования не удается достичь, и в связи с этим готовые изделия не обладают необходимой прочностью. Применение при этом вакуумных установок устраняет указанный недостаток, но приводит к значительному усложнению применяемого ному усложнению применяемого оборудования.
В описываемом ниже способе прессование осуществляется нри постоянном удельном давлении, не превыщающем заданной величины. Для этой дели прессующий агрегат снабжен фрикционной муфтой, с помощью которой можно регулировать передаваемый момент и тем самым установить желательную величину удельного давления при прессовании.
Благодаря осуществлению прессования при постоянном давлении, условия для выхода влаги из прессуемой массы улучщаются и удается достичь хорощих рез льтатов и высокого качества изделий без применения вакуумных установокСпособ изготовления строительных деталей, согласно изобретению состоит в том, что волокнистую массу с добавкой вяжущих или без них подают в форму вибропрессующего агрегата и осуществляют прессование с обеспечением удельного давления при прессовании, не превышающем заданной величины.
Описываемый способ изготовления строительных и других деталей из волокнистой массы может быть осуществлен в вибропрессующем агрегате типа винтового пресса, имеющем механический привод нажимной плиты. Для обеспечения удельного давления, не превыщающего заданной величины, в качестве промежуточного звена в приводе агрегата применена фрикционная муфта с регулируемым передаваемым крутящим моментом. Такая муфта исключает возможность увеличения усилия прессования.
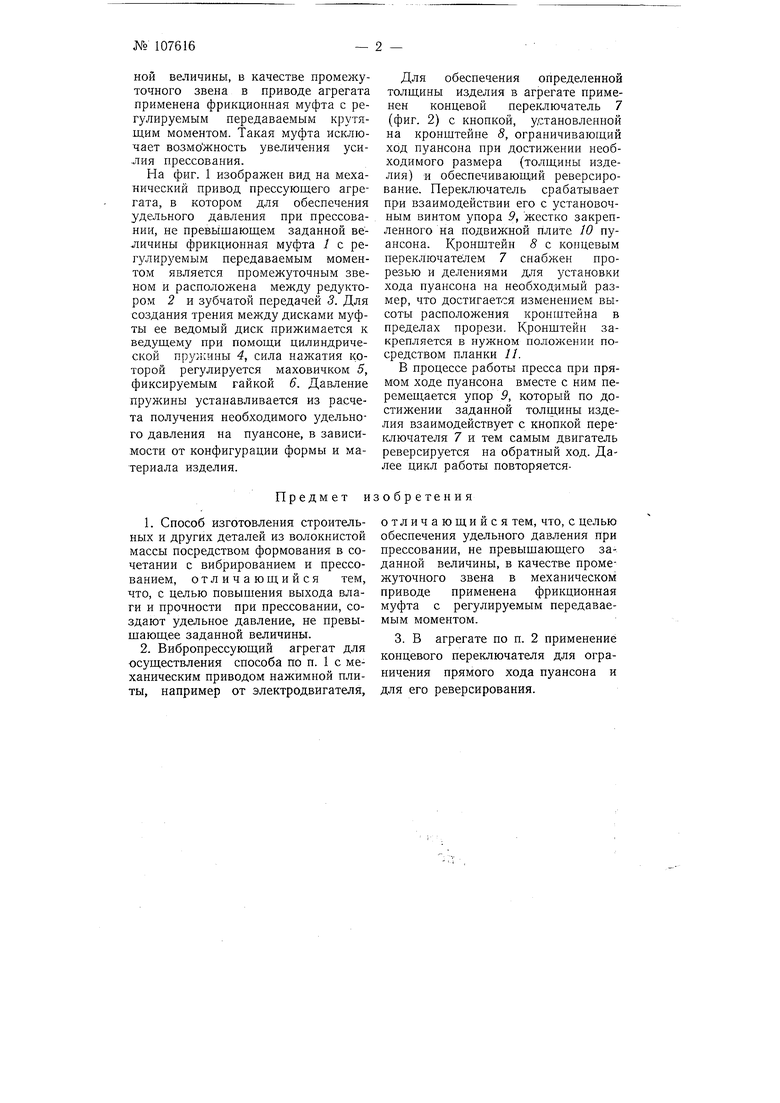
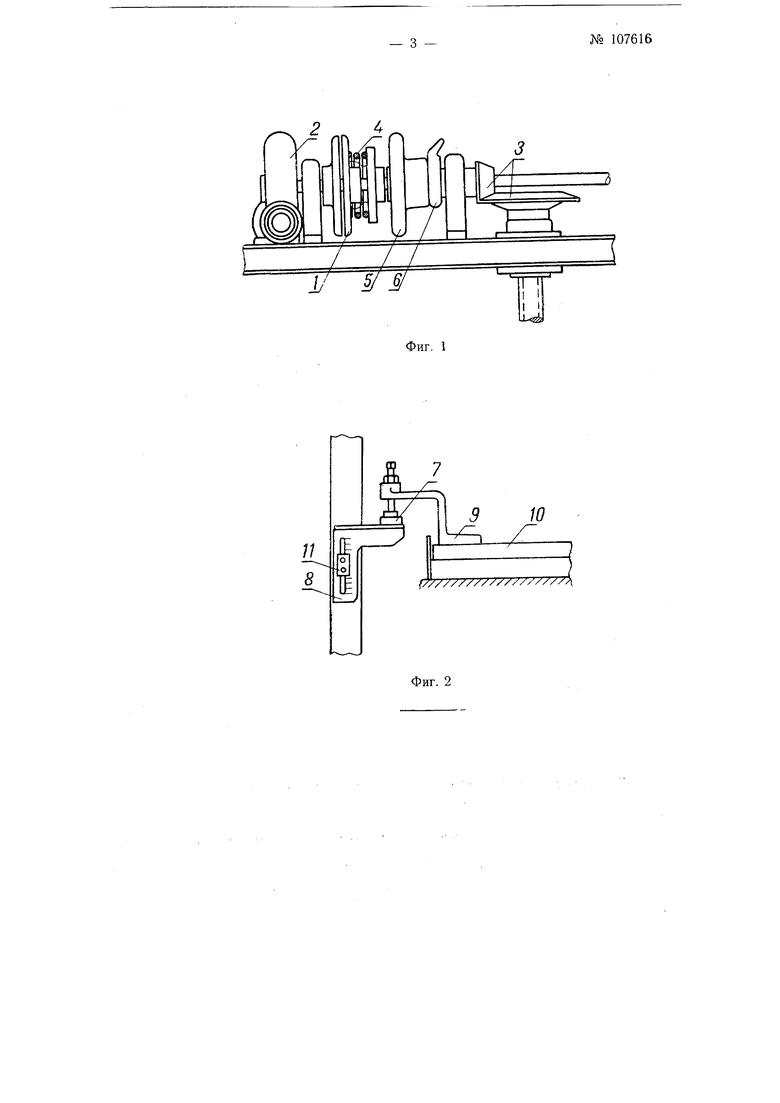
На фиг. 1 изображен вид на механический привод прессующего агрегата, в котором для обеспечения удельного давления при прессовании, не превышающем заданной величины фрикционная муфта / с регулируемым передаваемым моментом является промежуточным звеном и расположена между редуктором 2 и зубчатой передачей 3. Для создания трения между дисками муфты ее ведомый диск прижимается к ведущему при помощи цилиндрической прул:ины 4, сила нажатия которой регулируется маховичком 5, фиксируемым гайкой 6. Давление пружины устанавливается из расчета получения необходимого удельного давления на пуансоне, в зависимости от конфигурации формы и материала изделия.
Предмет изобретения
1. Способ изготовления строительных и других деталей из волокнистой массы посредством формования в сочетании с вибрированием и прессованием, отличающийся тем, что, с целью повышения выхода влаги и прочности при прессовании, создают удельное давление, не превышающее заданной величины.
2. Вибропрессующий агрегат для осуществления способа по п. 1 с механическим приводом нажимной плиты, например от электродвигателя.
Для обеспечения определенной толщины изделия в агрегате применен концевой переключатель 7 (фиг. 2) с кнопкой, установленной на кронштейне 8, ограничивающий ход пуансона при достижении необходимого размера (толщины изделия) и обеспечивающий реверсирование. Переключатель срабатывает при взаимодействии его с установочным винтом упора 9, жестко закрепленного на подвижной плите 10 пуансона. Кронштейн 8 с концевым переключателем 7 снабжен прорезью и делениями для установки хода пуансона на необходимый размер, что достигается изменением высоты расположения кронштейна в пределах прорези. Кронштейн закрепляется в нужном положении посредством планки //.
В процессе работы пресса при прямом ходе пуансона вместе с ним перемещается упор Р, который по достижении заданной толщины изделия взаимодействует с кнопкой переключателя 7 и тем самым двигатель реверсируется на обратный ход. Далее цикл работы повторяетсяотличающийся тем, что, с целью обеспечения удельного давления при прессовании, не превышающего заданной величины, в качестве промежуточного звена в механическом приводе применена фрикционная муфта с регулируемым передаваемым моментом.
3. В агрегате по п. 2 применение концевого переключателя для ограничения прямого хода пуансона и для его реверсирования.
Л
/I.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и станок для изготовления плит и т.п. строительных элементов из волокнистых материалов | 1946 |
|
SU67078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОЙ ТОЛЩИНЫ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2017604C1 |
| ВИБРОПРЕСС И СПОСОБ ВИБРОПРЕССОВАНИЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2007 |
|
RU2353514C1 |
| ПРЕСС С БЕСКОНЕЧНЫМИ ЛЕНТАМИ (ЦЕПЯМИ), НЕСУЩИМИ ФОРМЫ ДЛЯ ФОРМОВКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1954 |
|
SU100211A1 |
| СПОСОБ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ БЛОКОВ | 2022 |
|
RU2828722C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЕТОННЫХ КАМНЕЙ | 2001 |
|
RU2187481C1 |
| БРИКЕТ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА, БРИКЕТ ДЛЯ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ И СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 2001 |
|
RU2183679C1 |
| Способ получения гранул и изделий из скопа | 2014 |
|
RU2614845C2 |
| Способ изготовления изделий с выступающими элементами на поверхности | 1980 |
|
SU885044A1 |
| МОНОИМПУЛЬСНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1993 |
|
RU2080989C1 |
Ij y
I I I 1 Lb
