Изобретение относится к черной металлургии и может быть использовано в качестве металлошихты при выплавке чугуна в доменной печи, а также при выплавке стали в различных сталеплавильных агрегатах, в качестве металлосодержащей шихты с промывочным эффектом для шахты и горна доменных печей.
Создание новых шихтовых материалов из отходов металлургического производства и экономические способы их окускования методом брикетирования являются актуальной задачей.
Повсеместно на ведущих заводах Европы и России разрабатываются технология и оборудование для брикетирования с целью использования в доменных и сталеплавильных печах различных отходов металлургического производства. В качестве исходных материалов используются следующие отходы: мелочь от производства окатышей, скрап, полученный при переработке шлаков, отходы, образующиеся при огневой резке, конвертерные шламы, прокатная окалина и другие отходы. В качестве связки используется портланд-цемент, известь, жидкое стекло, органические связующие и т.д.
Известен шихтовый брикет для производства высококачественной стали и способ его получения (патент RU 2150514, С 21 С 5/52, 10.06.2001 г.).
Шихтовая заготовка имеет форму брикета и содержит компоненты в следующем соотношении, мас. %: железо металлическое 63-75; оксиды железа 18-29; углерод 5,0-7,0; пустая порода остальное. Отношение углерода к кислороду оксидов железа больше или равно 0,8. Шихтовую заготовку получают путем нагрева железорудных материалов (ЖРМ) в присутствии восстановителя и брикетирования. Восстановление ведут до степени металлизации 75-85%. Перед брикетированием горячие восстановленные (ЖРМ) обрабатывают смесью природного газа с непредельными углеводородами, взятыми в соотношении (1,85-3,15):1, и науглероживают их до содержания 5-7% углерода. В качестве непредельных углеводородов используют ацетилен. В качестве восстановителя используют углерод или углеродосодержащие материалы в виде сажи, угля, кокса, боя угольных футеровок или нефтяного кокса, или восстановительные газы.
Недостатком этого способа является дорогостоящий процесс науглероживания железорудных материалов с использованием природного газа и ацетилена, а также процесс металлизации железорудных материалов, идущий в отдельно взятом для этого агрегате.
Известен "Брикет для металлургического производства" (патент RU 2142018, С 21 С 5/52, 27.11.1999 г.), который может быть использован для выплавки стали и при получении чугуна для изготовления отливок различного назначения. Брикет имеет следующий состав, мас.%: железорудный концентрат 5,0-35,0, углеродистое связующее 1,0-10,0, карбюризатор 0,5-10,0, чугунная стружка остальное. Применение брикетов данного состава позволяет сократить продолжительность плавки и снизить удельный расход электроэнергии. Однако этот способ не обеспечивает получение достаточно дешевой шихты, которая бы соответствовала по своему качеству требованиям современного электросталеплавильного производства.
Наиболее близким к заявленному брикету для металлургического производства является брикет и способ его производства, известные из патента RU 2103377, С 21 С 5/28, 27.01.1998 г. Сущность изобретения заключается в том, что изготавливают брикет, содержащий окисленный железорудный материал, карбюризатор, связующее, минеральную добавку и пластификатор.
Предлагаемый материал содержит в своем составе сбалансированные количества углерода в виде карбида и оксидов железа в виде железорудного концентрата, что обеспечивает при нагреве его выше 700oС реагирование оксидов железа и углерода с образованием металлического железа и монооксида углерода без дополнительного ввода в ванну углерода или оксидов железа.
Недостатком данной шихты является возможность использования небольшого количества отходов металлургического производства (12 - 18%), а также использование получаемых окатышей (или брикетов) только как наполнитель жидкого чугуна, т.е. для получения синтикома с последующим использованием этого композиционного материала в сталеплавильном переделе.
Техническим результатом заявляемого изобретения является снижение времени завалки, повышение качества шихты, уменьшение времени плавления, утилизация отходов производства, улучшение качества выплавляемой стали, снижение себестоимости стали за счет использования более дешевого сырья.
Технический результат достигается тем, что получен брикет для металлургического производства, содержащий окисленный железосодержащий материал, карбюризатор, связующее, легирующую добавку и пластификатор, отличающийся тем, что он дополнительно содержит измельченный железоуглеродистый сплав и флюсующую добавку при следующем соотношении компонентов, мас%:
Окисленный железосодержащий материал - 5-57
Карбюризатор - 20-30
Связующее - 10-20
Легирующая добавка - 1-15
Измельченный железоуглеродистый сплав - 1-30
Флюсующая добавка - 1-10
Пластификатор - Сверх 100% в количестве 0,1-0,5 от массы связующего.
В качестве связующего он содержит органическое или минеральное связующее.
В качестве окисленного железосодержащего материала он содержит прокатную окалину, железорудный концентрат, и/или аглодоменный шлам, и/или пиритные огарки, и/или колошниковую пыль.
В качестве карбюризатора он содержит коксовую мелочь и/или коксовую пыль и/или антрацитовый штыб и/или графитовую спель и/или бой графитовых электродов.
В качестве карбюризатора он содержит смесь коксовой мелочи и/или коксовой пыли, антрацитового штыба, графитовой спели и/или боя графитных электродов при следующем соотношении компонентов, мас.%:
Коксовая мелочь и/или коксовая пыль - 1-90
Антрацитовый штыб - 9-90
Графитовая спель и/или бой графитовых электродов - 1-9
В качестве минерального связующего он содержит цемент.
В качестве органического связующего он содержит сульфидно-спиртовую барду или лигносульфонад.
В качестве легирующей добавки он содержит скрап или шлам, образующийся при выплавке ферромарганца, металлоотсев производства феррованадия, скрап, пыль и шлам производства феррохрома.
В качестве легирующей добавки он содержит скрап, пыль и шлам производства ферросилиция.
В качестве измельченного железоуглеродистого сплава он содержит чугунную стружку и/или бой чугунного скрала фракции 0-10 мм, отсев чугунной дроби или чугунную пыль.
В качестве флюсующей добавки он содержит известняковую или доломитизированную известняковую мучку.
В качестве пластификатора он содержит сульфидно-дрожжевую бражку, мелассу, упаренную последрожжевую барду, водорастворимый препарат, щелочной сток производства капролактана или мылонафт.
Исследования показали, что при выплавке стали в мартеновской печи при загрузке карбюризатора в зоны более позднего проплавления создаются условия для более длительного контакта карбюризатора с расплавом.
Это способствует более позднему проплавлению металлошихты в этой зоне и, следовательно, более сильному барботажу газов в жидкой ванне стали и интенсификации процесса перемешивания ванны и процесса плавки.
Прогрев "подушки" до появления жидкой фазы способствует более раннему усвоению углерода брикетов, не приводя при этом к процессу "закозления" шихты.
Мелкий стальной металлолом, отделяющий брикеты от известняка или извести и подушки, предпочтительно загружать в количестве 4-8 мас.% металлошихты, что приводит к полному растворению карбюризатора и своевременному расплавлению разделяющего слоя.
Состав брикета обеспечивает раскисление и разжижение шлака, науглероживание расплава, улучшение качества выплавляемой стали, сокращает время плавления твердых материалов, позволяет утилизировать отходы в виде прокатной окалины и расширяет металлургические возможности процессов плавки.
Пример выплавки стали с применением заявляемых брикетов.
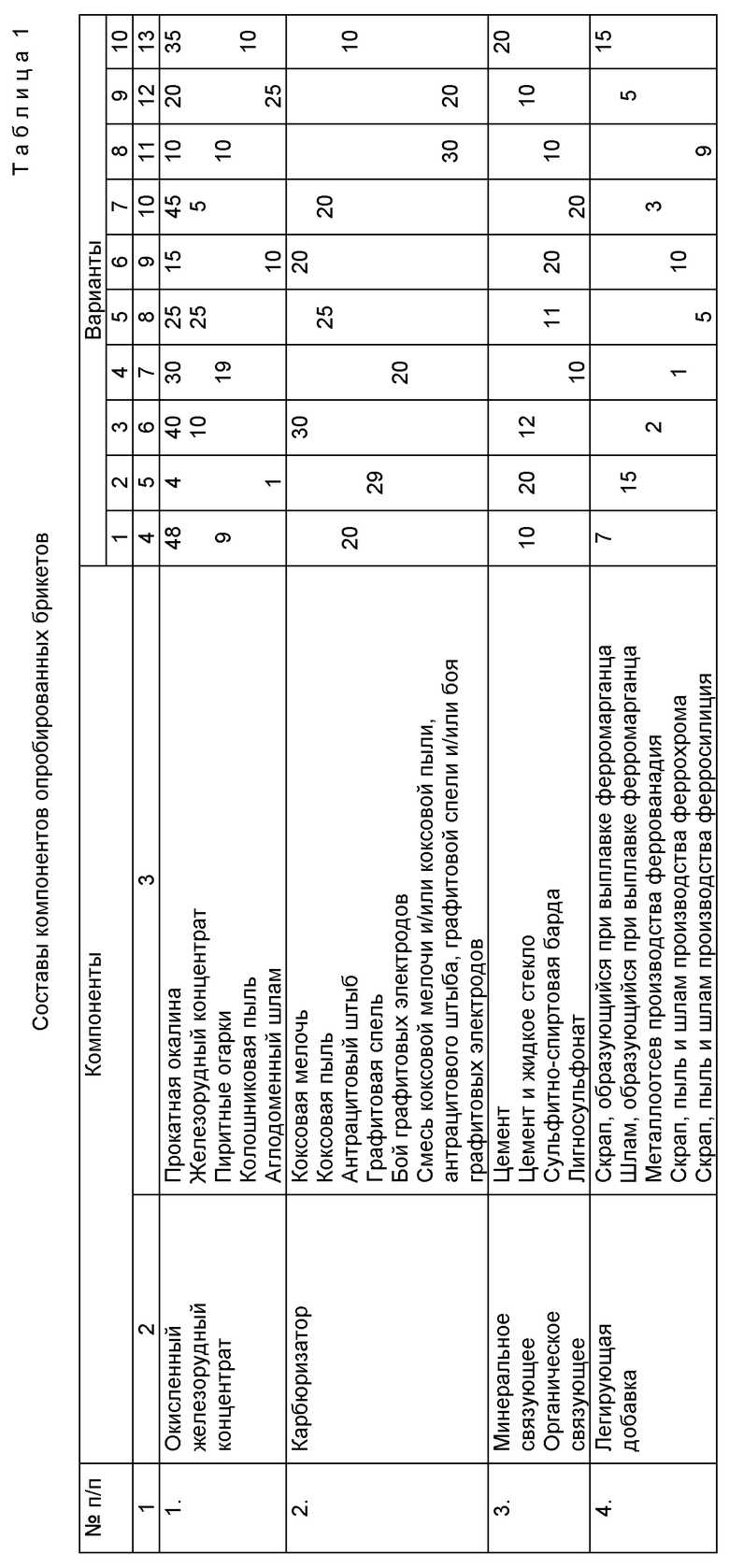
В 150-тонную мартеновскую печь на подину загрузили 13 тонн мелкого малоуглеродистого стального лома, который прогревали до появления жидкой фазы в течение 7 минут, затем на эту "подушку" загрузили в среднее окно 17 тонн брикетов, содержащих 4.3 тонны кокса и 13 тонн окалины. Размер брикетов 150х200х200 мм. На брикеты загрузили 8.6 тонн мелкого малоуглеродистого стального лома и 8.6 тонн известняка, затем завалили 134 тонн остального лома. В конце периода плавления отбиралась проба на углерод, содержание которого составило 0,72%. В результате плавки получили сталь 17 ГС. Составы брикетов представлены в таблице 1.
Загромождение горна тугоплавкими массами является серьезным расстройством хода доменной печи, так как при этом уровень чугуна в горне повышается и начинается частый прогар воздушных и шлаковых фурм. Некоторые фурмы прогорают со взрывом. Вследствие этого увеличивается количество простоев и резко снижается производительность доменной печи.
Причиной загромождения горна может быть скопление больших количеств коксовой мелочи из непрочного кокса, обильное выделение графита при неустойчивом нагреве, продолжительная работа печи с периферийным газовым потоком, охлаждение горна в результате длительной работы печи осадками или чрезмерно большого расхода природного газа, попадания воды в печь и т.д.
Известны способы периодической "промывки" горна по установленному графику путем загрузки в печь марганцевой руды, кварцитов или конверторного шлака.
Недостатками данных способов являются необходимость выплавки специальных марганецсодержаших марок чугуна и наличие в цикле производства конверторного шлака, который к тому же имеет небольшое количество (8-18%) FeO, которое является в этом случае основным промывочным компонентом.
Наиболее близким аналогом является шихтовый материал для промывки горна доменной печи, включающий окисленный железосодержащий материал (см. патент RU 2158316, С 22 В 1/16, 27.10.2000 г.).
Способ заключается в следующем: в качестве железосодержащих компонентов шихты используют железорудные концентраты с содержанием железа более 63% и аглоруды, а в качестве флюсов применяют доломитизированный известняк, известняк и/или известь в количестве, обеспечивающем отношение MgO/CaO>=0,2 при основности CaO/SiO2~=0,7. В нижний слой загружают 25-30 % от общего количества шихты с массовой долей топлива в ней 2,0-2,7%. А доля топлива в шихте верхнего слоя составляет 5,8-6,4 % от массы верхнего слоя. При этом в полученном агломерате общее содержание железа более 60%, а содержание закиси железа не менее 20%.
Недостатком данного способа является необходимость наличия резерва производства агломерата, т.к. для организации выпуска такого агломерата необходима специальная перешихтовка цеха и вывод из технологической схемы обеспечения доменного цеха агломерата, к тому же производительность агломашины на таком агломерате значительно уменьшается и содержание FeO в продукте не бывает выше 25%.
Технической задачей данного изобретения является производство железосодержащей шихтовой заготовки с промывочным эффектом с более высоким содержанием FeO, SiO2 и железа, а также вовлечение отходов металлургического передела в доменный процесс.
Технический результат достигается тем, что производится шихтовый материал для промывки горна доменной печи, содержащий окисленный железосодержащий материал. Он сформирован в виде брикета и дополнительно содержит минеральное связующее и пластификатор при следующем соотношении компонентов, мас.%:
Окисленный железосодержащий материал - 80-90
Минеральное связующее - 10-20
Пластификатор - Сверх 100% в количестве 0,1-0,5% от массы минерального связующего.
В качестве окисленного железосодержащего материала он содержит окалину. В качестве минерального связующего он содержит портландцемент. В качестве пластификатора он содержит сульфидно-дрожжевую бражку, мелассу, упаренную последрожжевую барду, водорастворимый препарат, щелочной сток производства капролактана (ЩСПК) или мылонафт.
Брикет состоит из 86-88% окалины и 14-12% портландцемента в качестве связующего.
Химический состав исходного сырья: окалины, а также готового брикета, приведен в таблице 2.
Повышение жидкоподвижности шлака путем организации промывок данным материалом без значительного уменьшения железа в доменной шихте явно выделяет преимущество брикета перед вышеперечисленными шихтовыми материалами.
Промывочный брикет благодаря высокой плотности (3.5 г/см3) и значительной массе - не менее 20 кг, проходит практически не вступая в химическое взаимодействие с шихтовыми материалами и топливом (коксом) зону когезии в доменной печи и начинает активно взаимодействовать с графитовым мусором в зоне горна.
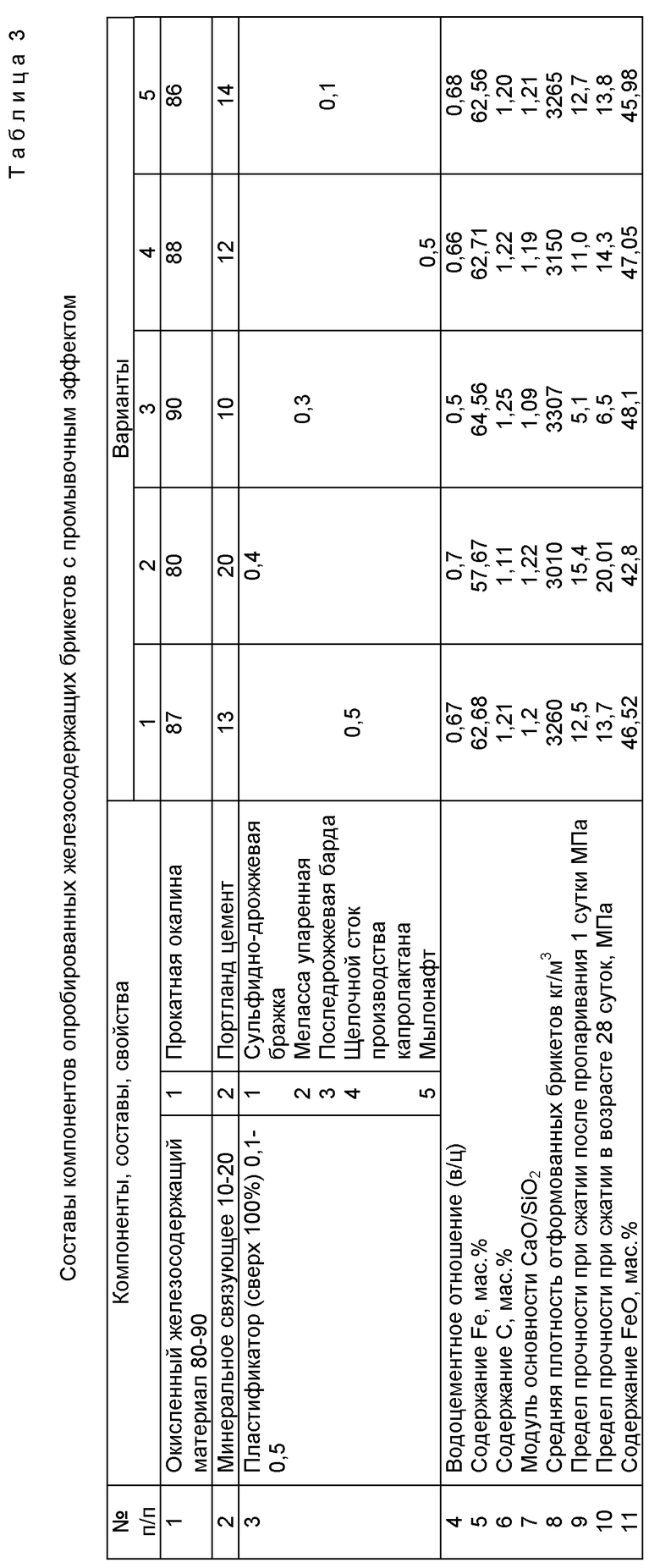
Переделы компонентов шихты железосодержащего брикета с промывочным эффектом выбраны экспериментальным путем и их составы показаны в таблице 3.
Заявляемые брикеты имеют повышенный % FeO и Feобщ.
Известен способ брикетирования стальной окалины, с предварительным ее дроблением, посредством комплексного связующего, состоящего из кварцевого песка, соды, известняка, полевого шпата и глинозема с последующим обжигом в печи в течение 0.5-1.0 часа при температуре 700-1000oС (патент RU 2055919, С 22 В 1/242, 10.03.1996 г.).
Недостатком данного способа является сложный процесс подготовки связующего, включающий в себя дозировку, совместный помол и их высокотемпературную варку при 1450-1500oС, а также энергоемкий процесс высокотемпературного обжига самого брикета при температуре 1000oС.
Наиболее близким к заявленному изобретению является способ приготовления материала для металлургического производства, включающий подготовку шихты и указанных компонентов, при использовании в качестве железосодержащего материала железорудного концентрата, их смешение и окускование. В шихту перед окускованием вводят мелассу в количестве 3-5 мас.% от суммарного содержания в ней порошкообразного карбида железа и железорудного концентрата в виде водного раствора, приготовленного из расчета одна часть мелассы на 7 - 8 частей воды. Окускование могут производить до образования окатышей фракцией 5-25 мм или осуществляют прессование с образованием брикетов (RU, патент 2103377 C1, C 21 С 5/28, 27.01.1998 г.).
Недостатком данного способа является низкая прочность продукта, который заливается чугуном для дальнейшего использования в сталеплавильной шихте и ограниченное вовлечение отходов металлургического передела.
Технической задачей предлагаемого изобретения является получение металлургического брикета с заданными химическими и физическими параметрами с минимальным содержанием вяжущего, а также обеспечение высокой производительности агрегата.
Технический результат достигается тем, что предложенный способ изготовления брикета включает подготовку шихты из окисленного железосодержащего материала и связующего, их смешивание, увлажнение смеси водным раствором пластификатора и прессование, при этом согласно изобретению при увлажнении смеси используют водный раствор пластификатора с концентрацией, обеспечивающей достижение требуемой прочности брикета, при этом уплотнение смеси производят с удельным давлением, равным 0,02-0,1 МПа с одновременным воздействием на смесь вибрацией с частотой 30-70 Гц и амплитудой колебания 0,2-0,6 мм до возникновения в смеси необратимых тиксотропических изменений.
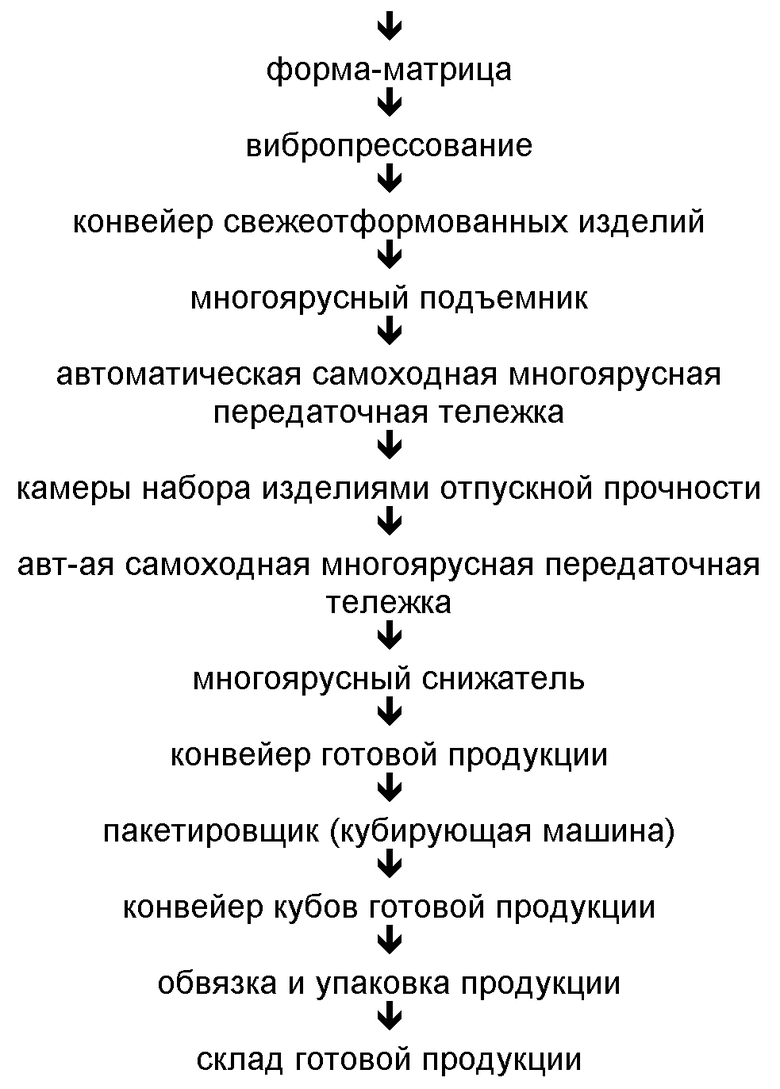
Технология изготовления брикета отработана на автоматической конвейерной линии по производству вибропрессованных изделий.
Компоненты шихты для брикета (окисленный железосодержащий материал, карбюризатор, легирующая добавка, измельченный железоуглеродистый сплав, флюсующая добавка) представляют собой сыпучие твердые материалы, размер зерен которых не превышает 10 мм.
Хранение на складе на открытых или закрытых площадках, оборудованных водоотводом. Сырьевые материалы должны быть защищены от попадания засоряющих примесей и перемешивания компонентов на складе. Влажность исходных материалов не должна превышать 10 % по массе.
Цементное вяжущее хранится на складе в специально оборудованных силосах, в которых обеспечена защита цемента, являющегося гигроскопичным материалом, от попадания влаги и засорения.
В расходные бункера железосодержащие компоненты шихты, карбюризатор, флюсующие добавки попадают следующим образом. Автосамосвалом материал транспортируется к гидравлическому опрокидывающемуся бункеру. При опрокидывании бункера материал пересыпается на ленточный транспортер сырьевых материалов. С пульта управления автоматической линией подается команда на заполнение конкретного из существующих расходных бункеров (по сигналу с пульта управления производится установка передаточного реверсивного ленточного транспортера в нужное положение).
Расходные бункера сыпучих твердых компонентов должны обеспечивать запас сырьевых материалов на 4 - 6 часов непрерывной работы конвейерной линии.
Расходные бункера оборудованы дозаторами-питателями, при помощи которых производится объемно-весовое дозирование компонентов. С пульта управления задается в соответствии с нормами расхода материалов на замес требуемое количество (вес) компонента из каждого расходного бункеpa. Питатель по сигналу с ПУ включается и дозирует точно установленное количество материала. Точность дозирования до 1,0%. Рационально использовать в технологии все имеющиеся на производстве бункера, так как при дозировании одного компонента из нескольких бункеров достигается оптимальное усреднение исходного материала по гранулометрическому составу и по влажности, что позволяет получать готовый брикет со стабильными характеристиками по химическому составу.
Под расходными бункерами, оборудованными питателями-дозаторами, расположен реверсивный ленточный транспортер, на который и производится дозирование компонентов шихты. Дозирование производится на движущийся транспортер, который автоматически включается одновременно с включением питателей-дозаторов.
Ленточный транспортер транспортирует отдозированные компоненты в скиповый подъемник.
По окончании загрузки скипа автоматически включается механизм подъема скипового подъемника, скип поднимается над бетоносмесителем, открывается донная задвижка скипа и материал самотеком под действием сил гравитации пересыпается в смеситель. Загрузка смесителя производится при вращающихся лопастях, что позволяет обеспечивать интенсификацию процесса перемешивания.
Для перемешивания компонентов шихты применяются смесители роторного типа с планетарным редуктором. Наличие планетарного редуктора (скорость вращения 30 об/мин в отличие от скорости вращения основных лопастей 14-15 об/мин) позволяет получить более гомогенную формовочную смесь, от чего в конечном итоге зависит качество изготавливаемого брикета.
Цементное вяжущее со склада при помощи пневмотранспорта (пневмонасос и система цементопроводов) транспортируется в расходный цеховой силос, в котором обеспечивается суточный запас цемента для бесперебойной работы технологической линии.
Одновременно с началом дозирования сырьевых материалов из расходных бункеров происходит автоматическое включение шнекового питателя, который транспортирует цемент в весовой дозатор цемента. Электронный весовой дозатор цемента обеспечивает точность дозирования вяжущего до 0,5%. Требуемое количество вяжущего на замес задается с пульта управления. По окончании дозирования шнековый питатель автоматически отключается, открывается донная заслонка и цемент самотеком поступает в смеситель.
Изготовление опытно-промышленной партии брикета показало, что оптимальными являются следующие режимы перемешивания шихты для производства брикета:
- перемешивание сухих материалов с цементом без добавления водного раствора добавки - 40-60 секунд;
- перемешивание шихты, затворенной водным раствором пластификатора - 90-120 секунд.
Данные режимы перемешивания позволяют получить гомогенную смесь, в которой вяжущее однородно распределено между частицами материалов, что обеспечивает в готовом брикете максимальную прочность.
Пластифицирующая добавка (поставки с заводов изготовителей в виде водных растворов определенной концентрации) хранится в герметично закрытых емкостях.
Для затворения шихты приготавливается в расходной емкости рабочий раствор химической добавки (в зависимости от количества дозируемой на замес воды готовится раствор химической добавки именно той концентрации, чтобы в состав шихты было одновременно отдозироваио требуемое количество и воды и пластификатора).
Из расходной емкости рабочий состав химической добавки насосом подается в смеситель. Дозирование водного раствора производится следующим образом: требуемая влажность шихты зафиксирована автоматическим электронным влагомером. Сигнал о влажности исходных материалов поступает на влагомер с электрического зонда, расположенного внутри чаши смесителя. Процесс дознрования водного раствора можно условно разделить на 2 этапа: "грубое" дозирование (поступление водного раствора в количестве 70% от общего за короткий период 10-15 секунд) и "тонкое" дозирование (медленное поступление 30% водного раствора в течение 15-25 секунд). Двойное дозирование водного раствора дает возможность электронному влагомеру получить и проанализировать сигналы о влажности смеси и отдозировать без погрешностей строго определенное количество водного раствора.
Требования по влажности формовочной смеси достаточно жесткие, поскольку технология формирования не допускает излишков воды (смесь "плывет"), и также не допускает недостатка воды (смесь не эффективно уплотняется в процессе формирования). Именно для регулировки удобоукладываемости смеси и производится введение пластифицирующей химической добавки, которая регламентирует объем вовлеченного в смесь воздуха и образование в материале закрытой, а не капиллярной, пористости.
Приготовленная формовочная смесь по окончании перемешивания автоматически перегружается в бункер-накопитель, расположенный под смесителем. Выгрузка смеси из бункера на ленточный транспортер производится автоматически по сигналу с пульта управления об освобождении расходного бункера смеси вибропресса, оборудованного датчиком уровня смеси. После освобождения бункера-накопителя под смесителем автоматически производится новый цикл приготовления формовочной смеси.
По сигналу с датчика уровня смеси в расходном бункере вибропресса о наличии смеси начинается цикл вибропрессования брикета.
Формование брикета производится способом вибропрессования, т.е. одновременным воздействием на формовочную смесь вибрации и пресования.
Вибрация - это эффективное средство механизированного распределения, укладки и уплотнения бетонных смесей. Основное достоинство этого метода формирования состоит в том, что в процессе вибрирования резко понижается вязкость формовочной смеси. Под действием вибрации значительно уменьшается трение и сцепление между частицами в смеси, вследствие этого облегчается перемешивание частиц и уплотнение смеси. Формовочная смесь в целом превращается из жесткой и малоподвижной в весьма подвижную текучую массу, которая быстро заполняет форму. Подчиняясь законам гидростатики, разжиженная смесь при вибрировании оказывает гидростатическое давление на стенки формы, при этом она тщательно заполняет формы даже со сложными очертаниями. В результате значительного уменьшения сил внутреннего сцепления и трения формовочная смесь, находясь под воздействием сил тяжести, уплотняется. Крупные частицы, взаимно скользя, укладываются весьма компактно, пустоты между ними заполняются вяжущим. Пластифицирующие добавки, обволакивая вяжущее, придают ему дополнительную текучесть, под воздействием вибрации формовочная смесь теряет свою подвижность, и, будучи уплотненной, приобретает еще большую структурную прочность, чем до вибрирования. Это свойство коллоидных систем называется тиксотропией.
Воздействие на смесь вибрации в совокупности с прессованием позволяет получить брикет максимальной плотности и прочности.
Процесс формирования происходит следующим образом. Формирование брикета производится в многоместных пресс-формах на деревянных или металлических технологических поддонах. В зависимости от требований заказчика может быть изготовлен брикет любой конфигурации размером от 20х20х20 мм до 1000х1500х1500мм. За один цикл (не более 30 секунд) может изготавливаться от 0,05 до 2,25 м3 брикета.
Дозирование формовочной смеси производится при помощи ящичного дозатора. Дозатор наполняется смесью. Затем при помощи гидротолкателя ящичный дозатор перемещается в зону формования и устанавливается над матрицей пресс-формы. Побуждение для заполнения матрицы смесью осуществляется кратковременным (до 3 секунд) включением вибрации. Кроме того, ящичный дозатор оснащен решеткой, выполняющей возвратно-поступательные движения. Это позволяет равномерно распределить формовочную смесь по всей площади матрицы пресс-формы. По окончании процесса вибродозирования ящичный дозатор возвращается в исходное положение и начинается цикл вибропрессования. В каждую ячейку пресс-формы уложено требуемое для изготовления брикета количество смеси. Производится процесс вибропрессования. Удельное давление прессования в зависимости от типа вибропресса варьирует от 0,02 до 0,1 МПа. Оптимальными характеристиками вибрации являются частота от 30 до 70 Гц и амплитуда колебаний 0,2-0,6 мм. При уменьшении частоты вибрации менее 30 Гц увеличивается продолжительность цикла вибропрессования, что нерационально.
Прессование осуществляется при помощи гидравлики. Давление передается на пуансоны, конфигурация которых повторяет конфигурацию ячеек матрицы.
Пуансонная часть пресс-формы оснащена вибропригрузом, создающим вертикальные поверхностные колебания, что позволяет эффективно проводить процесс вибропрессования.
По окончании процесса вибропрессования (автоматического отключения вибрации и давления) происходит распалубка свежеотформованных изделий. Матрица и пуансоны поднимаются над формовочной зоной, а технологический поддон со свежеотформованными изделиями при помощи толкателя выдвигается из формовочной зоны на конвейер транспортирования свежеотформованных изделий.
Технологические поддоны со свежеотформованными изделиями транспортируются на подъемник-накопитель (многоярусную этажерку). После заполнения подъемника-накопителя к нему перемещается автоматическая самоходная тележка, которая транспортирует свежеотформованные изделия в камеру набора отпускной прочности.
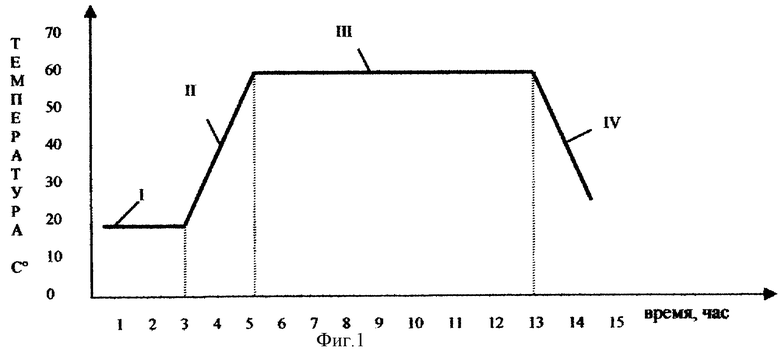
Камеры набора отпускной прочности представляют собой многоярусные блоки этажерок, на которые устанавливаются поддоны с изделиями. Свежеотформованные изделия могут набирать прочность в естественных условиях. Процесс набора прочности при использовании в качестве вяжущего цемента можно интенсифицировать, применяя тепловлажностную обработку изделий. При этом в камеры подается острый пар или паровоздушная смесь. Для примера возможен режим тепловлажностной обработки, приведенный на фиг. 1, на которой показан график тепловлажностной обработки свежеотформованных металлургических брикетов опытно-промышленной партии, где I - предварительная выдержка, II - подъем температуры III - изотермическая выдержка, IV - снижение температуры.
Процесс ускорения твердения изделий может производиться при использовании острого пара, а также инфракрасного излучения, токов высокой и низкой частоты.
Тепловлажностная обработка позволяет через 15 часов после формования получить 70% проектной прочности брикета, что обеспечивает увеличение объемов производства.
После набора отпускной прочности брикеты при помощи самоходной автоматической тележки выгружаются из камер набора отпускной прочности и транспортируются к автоматическому снижателю, на который и устанавливаются.
Снижатель автоматически передает поддоны с готовыми изделиями на конвейер готовой продукции, который транспортирует их в зону пакетировщика (кубирующей машины). Пакетировщик при помощи гидравлических захватов снимает ряд брикетов с технологического поддона и устанавливает его на конвейер кубов. Освобожденный от брикетов технологический поддон транспортируется по системе конвейеров к посту формовки, подвергаясь по пути чистке. На конвейере кубов производится набор заданного по количеству рядов пакета брикетов. После установки требуемого количества рядов брикетов конвейер кубов автоматически включается, и освобождается зона пакетирования. Цикл набора пакета повторяется.
Пакет брикетов перемещается к посту упаковки, где производится его упаковка полипропиленовой или металлической лентой и стрейч-пленкой.
Упаковочный пакет брикетов автопогрузчиком транспортируется на склад готовой продукции, где изделия хранятся до достижения проектной прочности.
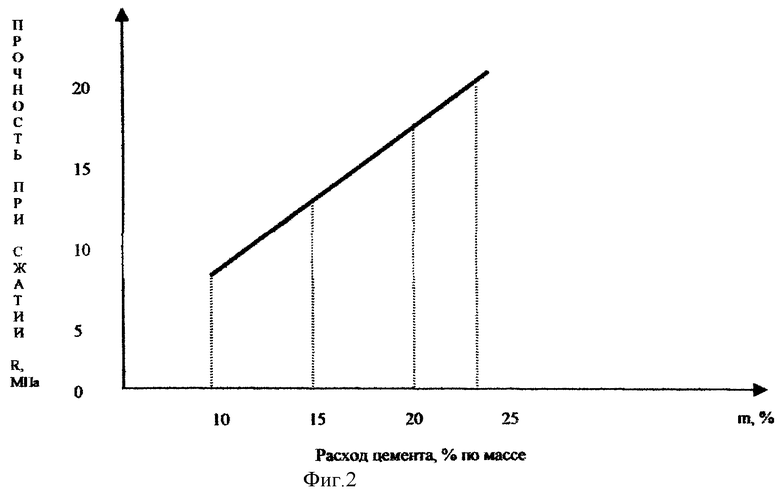
В зависимости от расхода вяжущего (цемента) можно получить металлургический брикет различной прочности при сжатии. На фиг. 2 показана прямо пропорциональная зависимость прочности брикета от расхода вяжущего.
Авторы считают, что оптимальная прочность металлургического брикета, с учетом этой зависимости и требований металлургии, составляет в пределах 90 - 110 кг/см2.
Данный способ формирования брикета можно осуществлять на автоматических конвейерных линиях по производству вибропресованных изделий различных модификаций, производимых в Германии (фирмы изготовители "HESS", "HENKE", "MAZA", "OMAG") Италии ("ROSАКОМЕТТА"), России ("ВИП", "МАСТЕК") и других, обеспечивающих в процессе формования совместное воздействие на формовочную смесь вибрации (частота 30-50 Гц, амплитуда колебаний 0,2-0,6 мм) и давление (0,02-0,1 МПа).
Производство брикета было опробовано на технологических линиях производства России "Красная пресня пресс" (ВИП-2ПБ) и Германии (фирма "HESS" вибропресс "RH-12").
Производительность вибропресса ВИП-2ПБ 45 м3 в сутки; производительность RH-12 300 м3 в сутки.
Типовая технологическая схема производства опытно-помышленной партии металлургического брикета приведена в конце текста.
В зависимости от области применения металлургического брикета возможно получение любого, отвечающего требованиям каждого конкретного металлургического агрегата и его шихты, состава брикета, с добавлением различных легирующих и флюсующих добавок, с заданными механическими свойствамим.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2001 |
|
RU2213788C2 |
| БРИКЕТ ДЛЯ ПРОМЫВКИ ДОМЕННОЙ ПЕЧИ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2403295C1 |
| БРИКЕТ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ | 2001 |
|
RU2197544C2 |
| БРИКЕТ ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 2002 |
|
RU2228377C2 |
| БРИКЕТ ДЛЯ ВЫПЛАВКИ ЧУГУНА | 2003 |
|
RU2241771C1 |
| БРИКЕТ ДЛЯ ВЫПЛАВКИ МАРГАНЕЦСОДЕРЖАЩЕГО ЧУГУНА | 2005 |
|
RU2308493C2 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА БРИКЕТОВ ДЛЯ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ | 2003 |
|
RU2244013C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ БРИКЕТОВ ДЛЯ ДОМЕННОГО И ВАГРАНОЧНОГО ПРОИЗВОДСТВА ЧУГУНА | 2010 |
|
RU2462521C2 |
| БРИКЕТЫ ДЛЯ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ | 2003 |
|
RU2241759C1 |
| БРИКЕТ-КОМПОНЕНТ ДОМЕННОЙ ШИХТЫ | 2003 |
|
RU2241760C1 |



Изобретение относится к черной металлургии: к шихтовой заготовке, используемой для производства стали и сплавов, к подготовке сырья к доменной плавке, используемого при промывке стен и горнов. Брикет для металлургического производства содержит окисленный железосодержащий материал, карбюризатор, связующее, легирующую добавку, пластификатор, измельченный железоуглеродистый сплав и флюсующую добавку при следующем соотношении компонентов, мас. %: окисленный железосодержащий материал 5-57, карбюризатор 20-30, связующее 10-20, легирующая добавка 1-15, измельченный железоуглеродистый сплав 1-30, флюсующая добавка 1-10, пластификатор сверх 100% в количестве 0,1-0,5 % от массы связующего. Шихтовый материал для промывки горна доменной печи содержит окисленный железосодержащий материал, который сформирован в виде брикета, минеральное связующее и пластификатор при следующем соотношении компонентов, мас.%: окисленный железосодержащий материал 80-90, минеральное связующее 10-20, пластификатор сверх 100% в количестве 0,1-0,5 % от массы минерального связующего. Способ изготовления брикета включает подготовку шихты, содержащей окисленный железосодержащий материал, связующее и пластификатор, ее смешивание, увлажнение водным раствором и уплотнение смеси давлением при формировании брикета прессованием, в котором увлажнение смеси производят водным раствором пластификатора с концентрацией раствора, обеспечивающей достижение требуемой прочности брикета, при этом уплотнение смеси производят с удельным давлением, равным 0,02-0,1 МПа, с одновременным воздействием на смесь вибрацией с частотой 30-70 Гц и амплитудой колебания 0,2-0,6 мм до возникновения в смеси необратимых тиксотропических изменений. Использование изобретения обеспечивает получение брикета для металлургического производства, обладающего заданными оптимальными химическими и физическими параметрами. 3 с. и 20 з.п. ф-лы, 2 ил., 3 табл.
Окисленный железосодержащий материал - 5-57
Карбюризатор - 20-30
Связующее - 10-20
Легирующая добавка - 1-15
Измельченный железоуглеродистый сплав - 1-30
Флюсующая добавка - 1-10
Пластификатор - Сверх 100% в количестве 0,1-0,5% от массы связующего
2. Брикет по п. 1, отличающийся тем, что в качестве связующего он содержит органическое или минеральное связующее.
Коксовая мелочь и/или коксовая пыль - 1-90
Антрацитовый штыб - 9-90
Графитовая спель и/или бой графитовых электродов - 1-9
6. Брикет по п. 1, отличающийся тем, что в качестве легирующей добавки он содержит скрап или шлам, образующийся при выплавке ферромарганца.
Цемент - 80-99
Жидкое стекло - 1-20
15. Брикет по п. 2, отличающийся тем, что в качестве минерального связующего он содержит цемент.
Окисленный железосодержащий материал - 80-90
Минеральное связующее - 10-20
Пластификатор - Сверх 100% в количестве 0,1-0,5% от массы минерального связующего
18. Шихтовый материал по п. 17, отличающийся тем, что в качестве окисленного железосодержащего материала он содержит окалину.
Окисленный железосодержащий материал - 5-57
Карбюризатор - 20-30
Связующее - 10-20
Легирующая добавка - 1-15
Измельченный железоуглеродистый сплав - 1-30
Флюсующая добавка - 1-10
Пластификатор - Сверх 100% в количестве 0,1-0,5% от массы связующего
23. Способ по п. 21, отличающийся тем, что изготавливают брикет для промывки горна доменной печи при следующем содержании компонентов, мас. %:
Окисленный железосодержащий материал - 80-90
Минеральное связующее - 10-20
Пластификатор - Сверх 100% в количестве 0,1-0,5% от массы минерального связующего
| ШИХТА ДЛЯ ПРИГОТОВЛЕНИЯ МАТЕРИАЛА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 1995 |
|
RU2103377C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОМЫВОЧНОГО АГЛОМЕРАТА | 1999 |
|
RU2158316C1 |
| Брикет для основного сталеплавильного процесса и способ производства брикета | 1986 |
|
SU1401064A1 |
| Способ производства железорудных углеродсодержащих брикетов | 1981 |
|
SU985094A1 |
| БРИКЕТ ДЛЯ ПРОИЗВОДСТВА ЧУГУНА И СТАЛИ | 1994 |
|
RU2083681C1 |
| СПОСОБ ПОДГОТОВКИ ШИХТОВОГО МАТЕРИАЛА В ВИДЕ БРИКЕТОВ К ПЛАВКЕ | 1999 |
|
RU2154680C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОПРЕССОВАННЫХ БРИКЕТОВ ИЗ ЖЕЛЕЗОСОДЕРЖАЩИХ ОТХОДОВ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 1994 |
|
RU2093592C1 |
| Способ промывки горна доменной печи | 1985 |
|
SU1276664A1 |
| СПОСОБ ПРОМЫВКИ ГОРНА ДОМЕННОЙ ПЕЧИ | 1997 |
|
RU2119958C1 |
| US 5100464 A, 31.03.1992 | |||
| DE 3519415 A, 05.12.1985. | |||
