Изобретение относится к технике управления и контроля процесса контактной сварки по падению напряжения в cвapивae влx деталях при использовании импульсов переменного и постоянного тока. Известен датчик среднего значени напряжения между электродами машины содержащий интегратор, вход которого подключен посредством проводнико к электродам машины . Недостатком известного датчика является низкая точность измерения что связано с влиянием на измеряемую величину сопротивления сварочного контура. Наиболее близким к предлагаемому является датчик измере 1ия падения напряжения на электродах сварочной машины, содержащий проводники, присоединенные к электродам сварочной машины, воздушный трансформатор, размещенный в контуре машины, обмотка которого включена последовательно в цепь одного из проводников 2 . Недостатком указанного устройств является низкая точность измерения падения напряжения на деталях при контактной сварке. Цель изобретения - повышение точ ности измерения падения напряжения Поставленная цель достигается тем, что в датчике измерения падения напряжения на электродах свароч ной машины, содержащем проводники, присоединенные к электродам сварочной машины, воздушный трансформатор размещенный в контуре машины, обмотка которого включена последова- тельно в цепь одного из проводников введены два резистора и конденсатор при этом первый резистор включен последовательно с обмоткой воздушно го трансформатора, а второй резистор и конденсатор соединены последо вательно и установлены параллельно цепи, состоящей из первого резисто ра и обмотки воздушного трансформатора. На чертеже приведена принципиаль ная электрическая схема предлагаемо го датчика измерения падения напряжения в деталях при контактной свар ке. 1 Датчик состоит из проводников 1 и 2, подключенных к электродам 3 и 4, резисторов 5 и 6, конденсатора 7, соединенных последовательно и подключенных к воздушному трансформатору 8, который размещен в магнитном поле сварочной машины 9. Между точками подключения проводников 1 и 2 к электродам 3 и 4 расположены свариваемые детали 10 и участок L1 контура машины, падение напряжения на котором воздейст вует на напряжение между проводинками 1 и 2. В процессе сварки между проводниками 1 и 2 возникает напряжение, являющееся суммой падения напряжения в свариваемых датчиках 10, на активной и индуктивной составляющих сопротивления участка 11 контура машины 9, и ЭДС, наводимой в проводниках 1 и 2 магнитным полем машины 9. Соотношение между этими величинами описывается следующим выражением, в котором учтено, что падение напряжения на индуктивном сопротивлении и ЭДС, наводимая в проводниках, пропорциональны скорости изменения сварочного тока U U. - 6t где и - напряжение между про. водниками 1 и 2; э - падение напряжения в свариваемых -деталях; индуктивность участка 11 контура машины 9; М - взаимоиндуктивность между контуром машины 9 и проводниками 1 и 2; dj/°t - производная сварочного тока по времени; R - активное сопротивление участка 11 контура машины 9; 1 - сварочный ток. Сварочный ток возбуждает в воздушном трансформаторе 8 ЭДС, которая, в свою очередь, создает ток в цепи резисторов 5 и 6 и конденсатора 7. Учитывая, что ЭДС транс- форматора 8 пропорциональна скорости изменения сварочного тока, и пренебрегая падением напряжения на конденсаторе 7 ввиду его малости по сравнению с падением напряжения на резисторах 5 и 6, ток в цепи последних равен где 1ц - ток в цепи резисторов 5 и 6 и конденсатора 7; Mg - взаимоиндуктивность между воздушным трансформатором 8 и контуром машины 9; сопротивление резисторов 5 и 6. Падение напряжения на резисторе 6 пропорционально производной сварочного тока по времени, как и падение напряжения на индуктивной составляющей сопротивления участка 11 сварочного контура машины 9 и ЭДС, наводимая в проводниках.1 и 2 -м.а dt Падение напряжения на конденсаторе пропорционёшьно сварочному току как и падение напряжения на активной составляющей сопротивления участка 11 сварочного контура. Мп ; (4) где С - емкость конденсатора 7. Очевидно, что при соблюдении I равенств«RTR;-R-A C.tR,) напряжение на резисторе 6 и конде саторе 7 - точно компенсируют ЭДС, .наводимую в проводниках 1 и 2 магнитным полем машины 9, и падение напряжения на сопротивлении участ ка 11 сварочного контура при противофазном включении этих напряж ний в цепь измерения. Этим обес печивается равенство выходного на пряжения датчика падению напряжения в деталях: при сварке различны металлов и сплавов любой толщины. Величины, входящие в условия (5) точной компенсации, неодинаковы для различных машин. Поэтому при установке датчика в конкретную сварочную машину необходима регулировка резисторов 5 и 6. Эта регулировка производится в режиме короткого замыкания электродов машины, когда падение напряжения в деталях в напряжение на выходе датчика равно нулю. Использование изобретения позволяет повысить эффективность систем автоматического контроля и управления процессом контактной сварки,, в которых в качестве сигнала о формировании литого ядра используется Псщение напряжения между электродами машины, например, систем управления по сопротивлению деталей, мощ Ности и энергии, выделяемых в зоне сварки, а также увеличить точность измерения падения напряжения в деталях в 5-50 раз. по сравнению с прототипом, в зависимости от размеров контура мгиаин .и деталей и свойств свариваемого металла, что повышает стабильность прочностных свойств сварных соединений в 2-5 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| Устройство для измерения напряжения на сварочных электродах | 1984 |
|
SU1189626A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| Устройство для измерения напряжения на сварочных электродах | 1988 |
|
SU1593839A1 |
| Машина для контактной точечной сварки | 1990 |
|
SU1764893A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| ОСЦИЛЛЯТОР | 1996 |
|
RU2134483C1 |
| Источник питания для контактной сварки на повышенной частоте | 1988 |
|
SU1590281A1 |
ДАТЧИК ИЗМЕРЕНИЯ ПАДЕНИЯ НАПРЯЖЕНИЯ НА ЭЛЕКТРОДАХ СВАРОЧНОЙ « оМАШИНЫ, содержащий проводники, присоединенные к электродам сварочной машины, воздушный трансформатор, размещенный в контуре машины, обмотка котоЕ ого включена последовательно в цепь одного из проводников, отличающийся тем, ЧТО, с целью повышения точности измерения, в него введены два резистора и конденсатор, при ЭТОМ первый резистор включен последовательно с обмоткой воздушного трансформатора, а второй резистор и конденсатор соединены последовательно и установлены параллельно цепи, состоящей из первого резистора и обмотки воздушного трансформатора.- в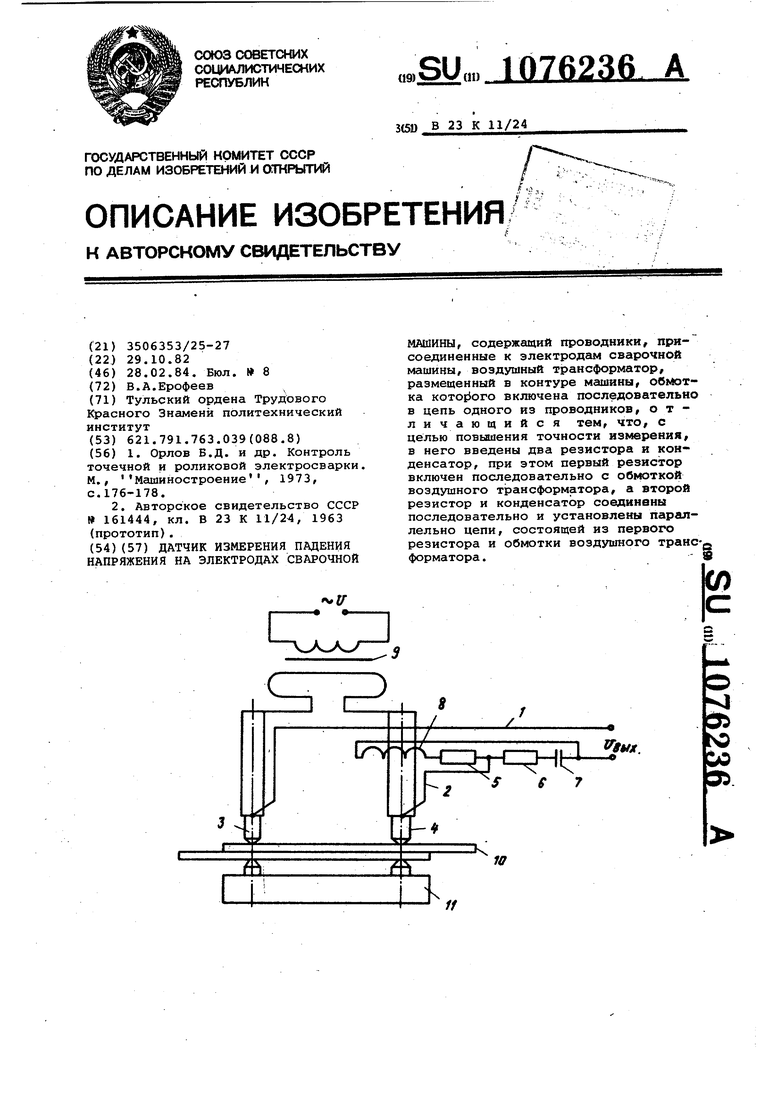
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Орлов Б.Д | |||
| и др | |||
| Контроль точечной и роликовой электросварки | |||
| М., Машиностроение, 1973, с.176-178 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 0 |
|
SU161444A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
