Изобретение относится к области контактной сварки и может быть использовано при осуществлении контроля состояния поверхности деталей перед сваркой.
Сопротивление сварочного контакта (участка «электрод-электрод») является параметром, характеризующим степень подготовки поверхности свариваемых деталей и позволяющим прогнозировать качество сварки. При этом малая величина сопротивления сварочного контакта, соизмеримая с сопротивлением элементов вторичного контура, приводит к получению больших погрешностей и усложняет измерительное оборудование.
Известен способ измерения сопротивления сварочного контакта с применением микроомметра, предусматривающий сжатие исследуемых деталей с заданным усилием Fэл электродами с рабочей поверхностью заданным радиусом Rэл и измерение сопротивления постоянному току участка между электродами [Орлов Б.Д. Контроль точечной и роликовой электросварки / Б.Д.Орлов, П.Л.Чулошников, В.Б.Верденский, А.Л.Марченко // М.: Машиностроение, 1973. - 304 с. Стр.59-63].
Недостатком этого способа является погрешность вследствие колебания питания источника микроометра, сложность обеспечения надежного контакта между измерительными щупами и электродами, а также погрешности из-за сопротивления самих электродов.
Известен способ контроля сопротивления участка «электрод-электрод» машины точечной сварки с использованием измерительного и эталонного трансформаторов, первые обмотки которых подключены последовательно к источнику стабильного тока. Вторая обмотка измерительного трансформатора подключена к электродам машины точечной сварки, а к второй обмотке эталонного трансформатора подключен эталонный резистор. Третьи обмотки трансформаторов, переменный и эталонный резисторы образуют измерительный мост, который подключают к входу усилителя [Авторское свидетельство СССР №1648678, кл. В23К 11/24, 1991].
Недостатком такого способа является низкая заявленная точность, равная 50 мкОм, а также сложность и громоздкость оборудования вследствие использования измерительного и эталонного трансформаторов. При этом не устраняются недостатки, связанные с измерением падения напряжения на участке «электрод-электрод».
Наиболее близким к изобретению по техническому решению является способ измерения сопротивления сварочного контакта, предусматривающий зажатие исследуемых деталей между электродами сварочной машины, пропускание через них переменного тока от дополнительного трансформатора, измерение тока и падения напряжения на вторичном контуре вместе с зажатыми деталями и вычисление сопротивления сварочного контакта как результат деления измеренного напряжения на измеренный ток с учетом известных составляющих комплексного сопротивления контактной машины в режиме короткого замыкания [Орлов Б.Д. Контроль точечной и роликовой электросварки / Б.Д.Орлов, П.Л.Чулошников, В.Б.Верденский, А.Л.Марченко // М.: Машиностроение, 1973. - 304 с. Стр.65-66].
Этот способ, взятый за прототип, позволяет избежать необходимости измерения падения напряжения на сварочных электродах, однако дает не количественную, а качественную картину изменения сопротивления сварочного контакта. Данный способ требует точного задания активной и индуктивной составляющих комплексного сопротивления контактной сварочной машины в режиме короткого замыкания, что затруднено по следующим причинам: вносимые в контур ферромагнитные массы (например, крупногабаритные металлические детали) увеличивают индуктивное сопротивление, а продолжительная работа машины приводит к нагреву вторичного контура, что увеличивает его активное сопротивление. В результате этого данный способ обладает значительными погрешностями.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении точности определения сопротивления сварочного контакта за счет отказа от измерения падения напряжения на электродах и устранения влияния различных возмущений (износ и нагрев вторичного контура, изменение его индуктивности и колебания напряжения сети).
Поставленная задача решается тем, что в способе измерения сопротивления сварочного контакта, предусматривающем включение машины в режиме короткого замыкания и нагрузки (с зажатыми между электродами деталями), измерение тока и падения напряжения на участке вторичного контура, содержащего сварочные электроды, дополнительно определяют коэффициент мощности в режиме короткого замыкания и нагрузки, а сопротивление сварочного контакта определяют как

где Rсв - сопротивление сварочного контакта;
U2к и U2 - падение напряжения на участке вторичного контура в режиме короткого замыкания и нагрузки;
I2к и I2 - ток во вторичном контуре в режиме короткого замыкания и нагрузки;
cos φк и cos φ - коэффициент мощности в режиме короткого замыкания и нагрузки.
Определение коэффициента мощности в режиме короткого замыкания cos φк и в режиме нагрузки cos φ позволяет учесть наличие индуктивной составляющей полного сопротивления участка вторичного контура.
Вычисление по формуле (1) позволяет получить величину сопротивления сварочного контакта без влияния таких возмущений, как нагрев вторичного контура, внесение в него ферромагнитных масс и падение напряжения на электродах.
Изобретение иллюстрируется чертежами, на которых представлены:
на фиг.1 - сущность способа измерения сопротивления сварочного контакта;
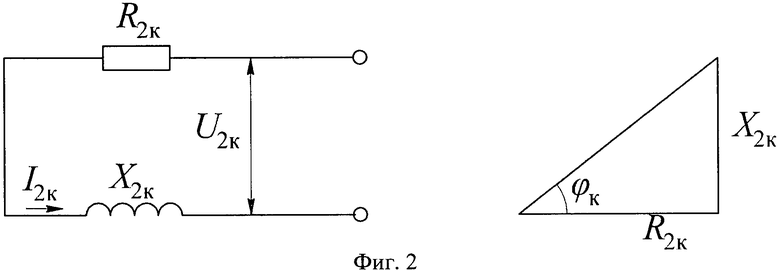
на фиг.2 - эквивалентная электрическая схема замещения сварочной машины в режиме короткого замыкания;
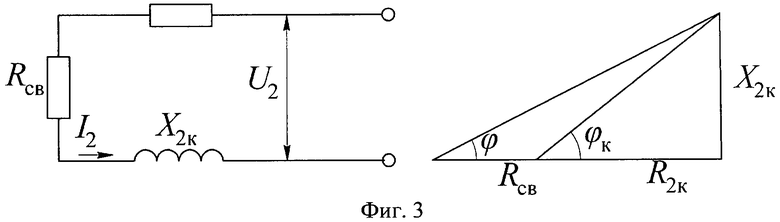
на фиг.3 - эквивалентная электрическая схема замещения сварочной машины в режиме нагрузки.
Способ реализуется на контактных сварочных машинах, работающих от сети переменного тока и содержащих (фиг.1) сварочный трансформатор ТС и тиристорный контактор КТ. Функциональная схема устройства, реализующего предлагаемый способ, включает в себя измерительную цепь тока из датчика тока ДТ, узла нормализации сигнала 7, узла гальванической развязки 2 и интегратора сигнала 3, измерительную цепь напряжения из нормализатора сигнала 4 и узла гальванической развязки 5, цепь включения тиристоров из узла формирования импульса поджига 6 и узла гальванической развязки 7, микропроцессорную систему управления 8, терминал управления 9.
По команде оператора от терминала управления 9 через микропроцессорную систему управления 8, узел формирования импульса поджига 6 и узел гальванической развязки 7 подается импульс на включение тиристорного контактора КТ. Сигнал с датчика тока ДТ (пояс Роговского) в виде напряжения, пропорционального производной вторичному току, последовательно поступает на узел нормализации сигнала 1, с помощью которого его уровень приводится к нужному значению, далее на узел гальванической развязки 2 и интегратор сигнала 3, на выходе которого получают сигнал, пропорциональный сварочному току, далее поступающий на дифференциальный вход аналого-цифрового преобразователя микропроцессорной системы 8. Сигнал о величине падения напряжения последовательно поступает на нормализатор сигнала 4 и устройство гальванической развязки 5, после чего подается на дифференциальный вход микропроцессорной системы 8. В микропроцессорной системе 8 производится интегрирование сигналов тока и напряжения по времени, пересчет по коэффициентам передачи измерительных цепей, вычисление действующих значений тока I2к и напряжения U2к во вторичном контуре, коэффициента мощности cos φк и cos φ в режиме короткого замыкания и нагрузки. Далее по полученным значениям производится вычисление сопротивления сварочного контакта.
Способ измерения сопротивления сварочного контакта осуществляется следующим образом.
Производят включение контактной сварочной машины в режиме короткого замыкания. В процессе включения измеряют ток I2к во вторичном контуре, падение напряжения U2к на участке вторичного контура. Далее между сварочными электродами размещают детали, производят их сжатие с заданным усилием Fсв и включение машины в режиме нагрузки. В процессе этого включения измеряют ток I2 во вторичном контуре, падение напряжения U2 на участке вторичного контура. Коэффициент мощности cos φк и cos φ в режиме короткого замыкания и нагрузки определяют одним из известных способов на основании анализа полученных сигналов тока и напряжения, например по результатам измерения длительности импульса тока при известном угле открытия сварочных тиристоров [Климов А.С. Расчетное определение коэффициента мощности контактной сварочной машины при осуществлении автоматического управления процессом сварки / А.С.Климов, А.А.Герасимов, А.Н.Анциборов, М.С.Гончаров // Проблемы машиностроения и автоматизации. - №1. - 2006. - С.85-88]. После этого вычисляют сопротивление сварочного контакта по формуле (1). При этом необходимо, чтобы величина тока I2 была недостаточной для расплавления деталей, что может быть достигнуто путем установки минимальной ступени сварочного трансформатора и угла открытия сварочных тиристоров.
Как известно, в режиме короткого замыкания контактную сварочную машину можно представить в виде последовательно соединенных активного R2к и индуктивного Х2к сопротивлений (фиг.2). При этом активное сопротивление контура R2к может быть выражено через падение напряжения U2к, ток I2к во вторичном контуре и коэффициент мощности в режиме короткого замыкания cos φк как

При включении контактной сварочной машины в режиме нагрузки (фиг.3) активное сопротивление (R2к+Rсв) может быть выражено через падение напряжения U2, ток I2 во вторичном контуре и коэффициент мощности в режиме нагрузки cos φ как

С учетом (2) выражение (3) может быть преобразовано как

Пример. Производили измерение контактного сопротивления листов из сплава АМг6 толщиной пакета 1+1 мм сразу после обработки и после вылеживания в течение 30 суток. Измерения производили на контактной машине МТПУ-300 на I ступени сварочного трансформатора при помощи регистратора сварочных процессов РКДП-0401. Падение напряжения на вторичном контуре снимали с точек на неподвижной шине и колодке. Измерение тока производили при помощи датчика - пояса Роговского, установленного на хоботе сварочной машины. Измерение коэффициента мощности производили по результатам измерения длительности импульса тока при известном угле открытия сварочных тиристоров [Климов А.С. Расчетное определение коэффициента мощности контактной сварочной машины при осуществлении автоматического управления процессом сварки / А.С.Климов, А.А.Герасимов, А.Н.Анциборов, М.С.Гончаров // Проблемы машиностроения и автоматизации. - №1. - 2006. - С.85-88].
В режиме короткого замыкания измеренный ток составил I2к=6,3 кА, падение напряжения U2=1,70 B и коэффициент мощности cos φ=0,52. При размещении деталей между электродами (режим нагрузки) в первом случае измеренный ток составил I2=6,0 кА, падение напряжения U2=1,67 B и коэффициент мощности cos φ=0,56. При размещении деталей между электродами (режим нагрузки) во втором случае измеренный ток составил I2=5,6 кА, падение напряжения U2=1,62 В и коэффициент мощности cos φ=0,61.
Вычисление по формуле (1) дало результат Rx=16 мкОм для первого случая и Rx=36 мкОм для второго случая, что позволяет сделать вывод о необходимости повторения операции подготовки поверхности для деталей второй группы.
Таким образом, предложенный способ измерения сопротивления сварочного контакта не требует измерения падения напряжения на электродах, может быть осуществлен при помощи простых аппаратных средств и может быть применен для прогнозирования качества выполняемых соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| Способ определения коэффициента мощности контактной сварочной машины | 1990 |
|
SU1743767A1 |
Изобретение относится к области контактной сварки и может быть использовано при осуществлении контроля состояния поверхности деталей перед сваркой. Производят включение контактной машины в режиме короткого замыкания и нагрузки, измерение тока и падения напряжения на участке вторичного контура, содержащего сварочные электроды, определяют коэффициент мощности в режиме короткого замыкания cos φк и нагрузки cos φ, а сопротивление Rсв сварочного контакта вычисляют как  ,
,
где U2к и U2 - падение напряжения на участке вторичного контура в режиме короткого замыкания и нагрузки; I2к и I2 - ток во вторичном контуре в режиме короткого замыкания и нагрузки. Технический результат заключается в повышении точности определения сопротивления сварочного контакта. 3 ил.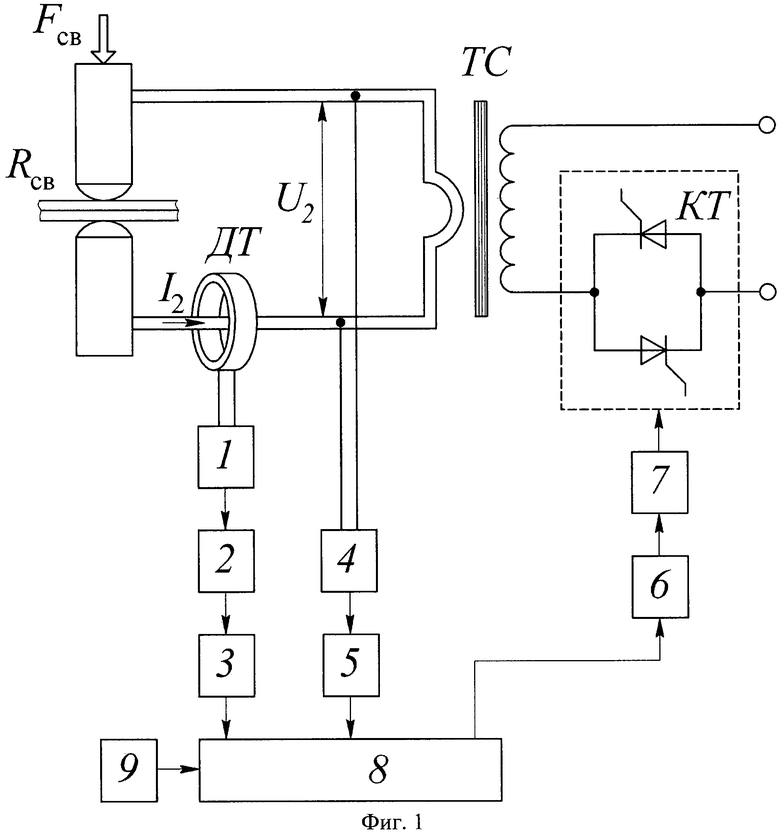
Способ измерения сопротивления сварочного контакта, предусматривающий включение машины в режиме короткого замыкания и нагрузки (с зажатыми между электродами деталями), измерение тока и падения напряжения на участке вторичного контура, содержащего сварочные электроды, отличающийся тем, что дополнительно определяют коэффициент мощности в режиме короткого замыкания и нагрузки, а сопротивление сварочного контакта определяют как
где Rсв - сопротивление сварочного контакта; U2к и U2 - падение напряжения на участке вторичного контура в режиме короткого замыкания и нагрузки; I2к и I2 - ток во вторичном контуре в режиме короткого замыкания и нагрузки; cosφк и cosφ - коэффициент мощности в режиме короткого замыкания и нагрузки.
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| Способ контроля величины энергии при контактной сварке на конденсаторных точечных и шовных машинах и устройство для его осуществления | 1988 |
|
SU1648679A1 |
| US 2010288735 A1, 18.11.2010 | |||
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 0 |
|
SU340494A1 |

