Изобретение относится к трубопрокатному производству и касается профилировки валков для пилигримовой прокатки. Известен валок для пилигримовой прокатки, имеющий по длине окружноети бочки на рабочей части участки обжимного, полирующего и продольного выпуска ij . Однако вся деформация, т.е. редуцирование и обжатие, по стенке происх дит на обжимном участке. Это приводит к созданию больших напряжений в очаге деформации и, как следствие, к образованию расслоенияпо местам скопления неметаллических включений. Необходимость создавать зазор между дорном и гильзой, вызванный способом производства, приводит к повышенной обрези затравочного конца. Кроме этого, остается поперечная разностен ность, возникшая при прошивке гильзы Наиболее близким к предлагаемому по технической сущности является валок для пилигримовой прокатки труб с так называемой ступенчатой профилировкой, при этом валок по длине окружности имеет боек с редуцирующим участком в начале и v4acTKOM с постоянным радиусом гребня, и примыкакядим к бойку полирующим участком 2j. Этот валок позволяет избежать сли ком- сильного местного напряжения про катываемого материала, однако не уби рает эксцентричную поперечную разностенность, что особенно важно при прокатке биметаллических труб с жест кими допусками на толщину плакирующего слоя. Цель изобретения - повьсшение точности геометрических размеров труб. Поставленная цель достигается тем что в валке для пилигримовой прокатки, имеющем по длине окружности боек с редуцирующим участком вначале и участком с постоянным радиусом гребня и примыкающий к бойку полирующий участок редуцирунмций участок выполнен длиной, составляющей 0,3-0,53 ег начального радиуса с гребнем в виде косинусоиды, амплитуда которой составляет 0,025-0,06, а период 0,20,35 от его начального радиуса и за ним расположен участок с постоянным радиусом, равным .1,05-1,12 начального радиуса редуцирующего участка и длиной равной периоду косинусоиды Выполнение редуцирующего участка валка по косинусоиде с указанными ее параметрами, а также участка с пос тоянным радиусом конкретной величины и определенной протяженности этого участка позволяет осуществлять посадку заготовок на дорн с образованием отрыва металла на части дорна, что при последующей деформации очередной порции металла приводит к уменьшению эксцентричной разностей-. ности труб за счет утолщения более тонкой стенки на участке отрыва металла от дорна. На фиг. 1 представлен валок,поперечный разрез; на фиг. 2 - момент редуцирования заготовки на дорне предложенным валком. Валок для пилигримовой прокатки труб выполнен ручьевым иимеет по длине окружности боек 1 с редуцирующим участком 2 вначале и участком 3 с постоянным радиусом гребня 4. К бойку примыкает полирукмций участок 5, за которым следует участок 6 продольного выпуска, а также холостой участок 7. Редуцирующий участок вначале выполнен с гребнем в виде косинусоиды, амплитуда А которой составляет 0,025-0,06 от его начального радиуса RQ, а период Т косинусоиды составляет О,2-0,35 от этого же начального радиуса RQ редуцирующего участка. Величина амплитуды косинусоиды (0,026-0,06) RO рассчитана из значений величины зазора между диаметром гильзы и диаметром дорна применяемых на практике при пилигримовой прокатке(10-50 мм)и используемых диаметров валков на ма.лых, средних и больших пилигримовых установках.При зазоре менее 10 мм возникают затруднения во времязарядки дорнов даже при незначительной кривизне гильзу а при зазоре более 50 мм появляется повышенная обрезь затравочных концов из-за возникновения нахлестов . Период косинусоиды Т {0,2-0,35}R выбран из условия, чтобы деформация металла с валкайи с величиной подачи на существующих станах 18-60 мм приводила к фиксированиюгильзы на дорне в двух сечениях с образованием между ними объема металла, не контактирующего с дорном. Уменьшение указанного периода Т приводит к исключению данного объема металла, а при увеличении периода Т уменьшается протяженность основного обжимного участка, что является также нежелательным. Длина редуцируквдего участка с косинусоидальным гребнем выполнена равной 0,3-0,53 его начального радиуса или 1,5 периода (1,5Т), За редуцирующим участком в виде косинусоиды расположен участок 3 с постоянным радиусом R , равным 1,05-1,12 начального радиуса редуцирующего участка, и длиной Р, равной периоду косинусоиды. . Протяженность участка с постоянHbw радиусом (1,05-1,12) R равная периоду косинусоиды, исключает внеконтактную деформацию на участке отрыва в зоне редуцирования от воздействия основной деформации. Предложенный валок используется при пилигримовой прокатке гильз 8 на дорне 9.
В процессе работы пилигримовые валки при их вращении осуществляют вначале редуцирование гильзы 8 и посадку ее на дорне 9 без деформации по стенке на одном участке гильзы, а через определенный интервал в силу косинусоидального гребня ручья происходит поссшка на дорн другого участка гильзы и далее деформация на дорне по стенке обжимным участком валка.
При последующей деформации металла на участке между ближайшими точками соприкосновения металла с дорном происходит интенсивное выравнивание стенки по периметру. Кроме этого, деформация гильзы по стенке, плотно одетой на дорн, исключает биение и соответственно разностенность, а также исключает образование закатанных усов (нахлестов) при затравке и позволяет уменьшить величину затрачиваемого конца. j На Челябинском трубопрокатном за|воде был изготовлен комплект пилигримовых валков с редуцирующим участком вначале выполненньм в виде косинусоиды с начальным радиусом 8 г 268 мм, ё1МПЛИТУДОЙ КОСИНУСОИДЫ
мм, протяженностью косинусоиды 56 юл, длиной участка постоянного радиуса 56 мм и величиной постоянного радиуса равного 282 м. Испытания такого комплекта валков показало уменьшение обреэи в отделке по разностенности в 2 раза.
Предложенный валок для пилигримовой прокатки труб благодаря обеспечению накатки гильзы на дорн с образованием участка отрыва металла от
дорна и утолщения более тонкой стенки на участке отрыва, позволяет при последующей деформации очередной порции металла, позволяет снизить расход металла, а также приводит к
уменьшению эксцентричной разностейности труб.
Годовой экономический эффект от использования предлагаемого ваЛка составляет 48 тыс. руб.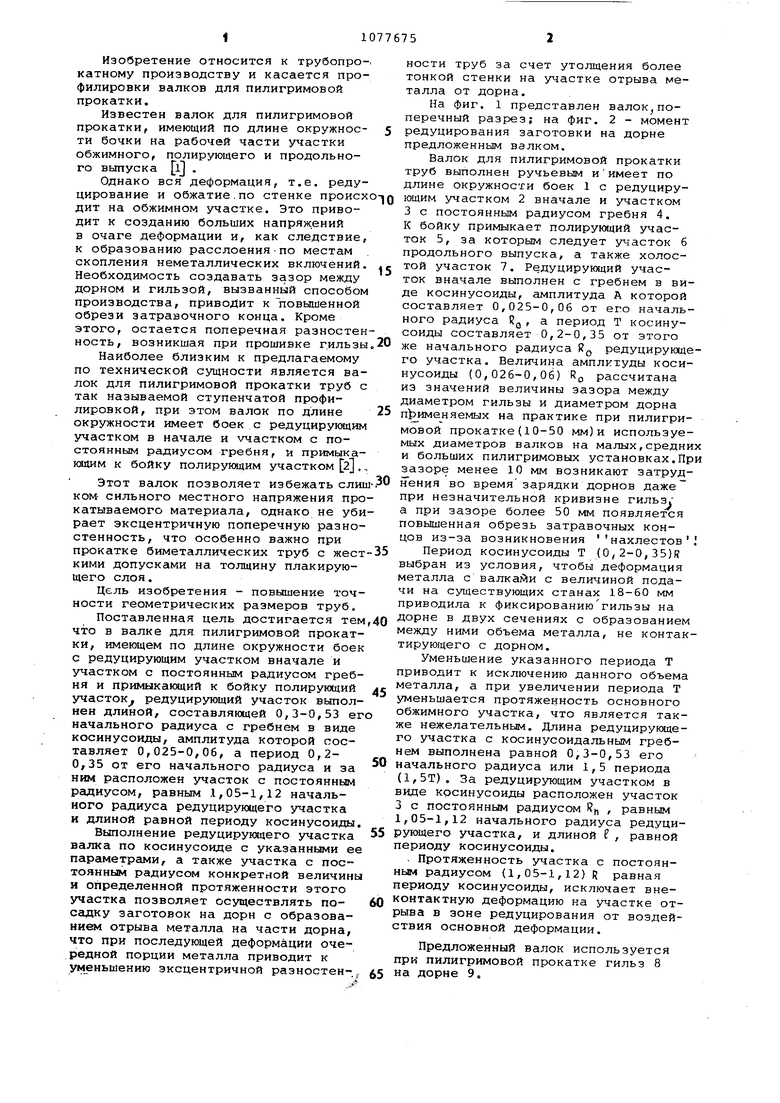

| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ИЗ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ МАРОК СТАЛИ | 2012 |
|
RU2516887C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| Способ пилигримовой прокатки труб | 1990 |
|
SU1801639A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 630×28 мм ИЗ СТАЛИ МАРКИ 09Г2С ДЛЯ ГАЗОПРОВОДОВ ГАЗЛИФТНЫХ СИСТЕМ И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ ИЗ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 720×65×3400±50 мм | 2013 |
|
RU2527828C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
ВАЛОК ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ, имеющий по длине окружности боек с редуцирующим участком вначале и участком с постоянным радиусом гребня и примыкающий к бойку полирующий участок, отличающийс я тем, что, с целью повышения точности геометрических размеров труб, редуцирующий участок выполнен длиной, составляющей 0,3-0,53 его начального радиуса с гребнем в виде косинусоиды, амплитуда которой составляет 0,0250,06,а период - 0,2-0,35 от его начального радиуса, и за ним расположен участок с постоянным радиусом, равным 1,05-1,12 начального рг диуса редуцирующего участка и длиной, равной периоду косинусоиды. (/) О) ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Данилов Ф.А | |||
| и др | |||
| Горячая прокатка и прессование труб | |||
| М., Металлургия, 1972, с | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УСТРАНЕНИЯ СКОЛЬЖЕНИЯ КОЛЕС АВТОМОБИЛЕЙ | 1920 |
|
SU292A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Емельяненко П.Т | |||
| Пильгерстаны | |||
| Техническое изд., Украина, 1937, с | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
