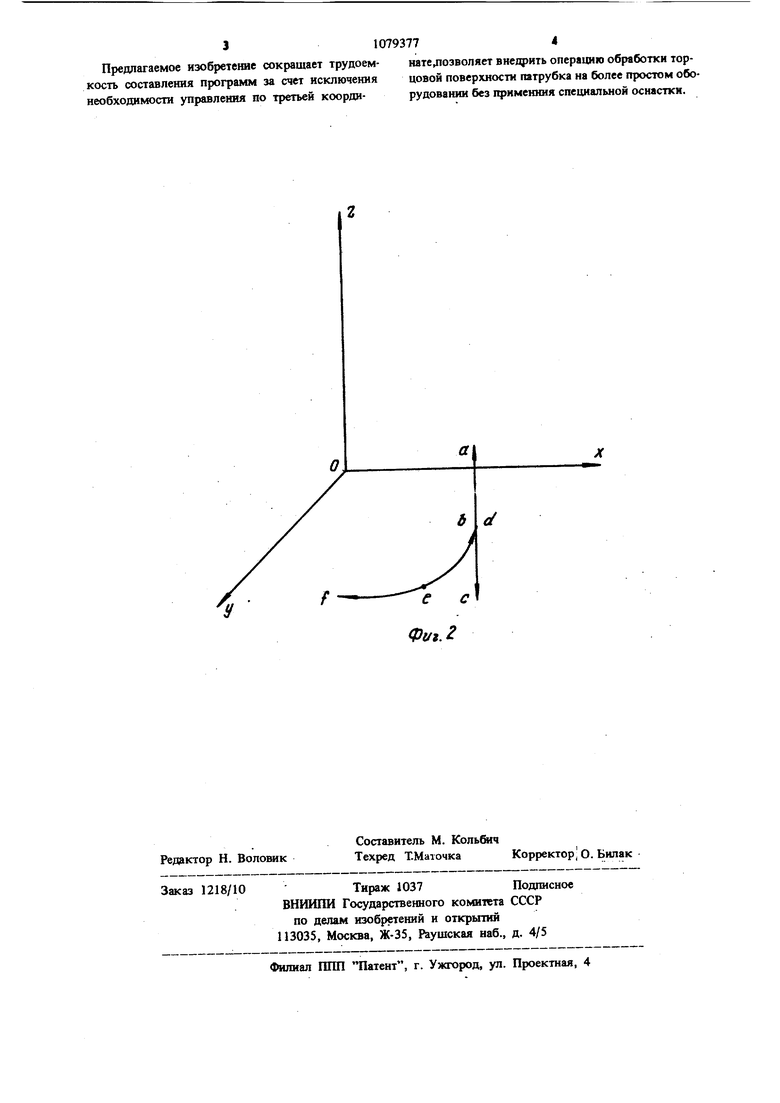
Изобретение относится к обработке металлов резанием и может быть использовано для обра ботки торцовой поверхности патрубка, имеюще переменный угол наклона к его оси, и в то же время, близкий к постоянному угол наклона к наружной поверхности кругового цилиндрического сосуда, к которому патрубок приваривается. Известен способ получения на торцовой поверхности патрубка разделки под сварное соединение с круговым цилиндрическим сосудом путем обработки патрубка фрезой при их взаимосвязанном даклическом движении {1. Одаако известный способ требует управлени движением фрезы и патрубка по меньшей мере по трем координатам от копиров или системы числового программного управления. Цель изобретения - упрощение управления обработкой. Поставленная цель достигается тем, что согласно способу получения на торцовой поверхности патрубка разделки под сварное соединение с круговым цилинщ)ическим сосудом путем обработки патрубка фрезой при их взаимосвязанном циклическом движении, одному из элементов, патрубку или фрезе, сообщают относительное возвратно-поступательное движение -вдоль оси соединяемого с патрубком сосуда, а другому - качание в плоскости, перпенг дикулярной этой оси с центром качания на ней. За счет сообщения патрубку и фрезе относительного возвратно-поступательного движения в направлении оси соединяемого с патрубком сосуда и качания в перпендикулярной плоскости обеспечивается возможность обработки требуемой поверхности с управлением движением фрезы и патрубка только по двум координатам, что упрощает программирование и расширяет технологические возможности станков с двухкоорданатной системой ЧПУ. На фиг. 1 изображена схема реализации предлагаемого способа; на фиг. 2 - схема перемещений фрезы и патрубка в прямоугольной системе координат. , Напланщайбе 1 (фиг. 1) карусепьно-фрезер ного станка с помощью угольника 2 базируют и закрепляют обрабатьюаемый патрубок 3, относительно оси вращения планшайбы 1 станк идентично расположению патрубка 3 к оси сосуда, к которому его в дальнейщем приваривают. В качестве примера изображен патрубок 3, ось которого смещена от диаметральной оси сопрягаемого сосуда (на фиг.I показа на его условная наружная поверхность) на размер А. Во фрезерный щпиндель 4 карусельно-фрезерного станка крепят фрезу 5 с углом наклона режущих кромок, равным углу раскрытия поверхности сварочной разделки на патрубке в радиальной плоскости сосуда. Фрезу 5 выставляют так, чтобы ее ось вращения была параллельна зеркалу планшайбы 1 станка и .пересекалась с ее осью вращения (с осью, вращения сосуда). Схема, представленная на фиг. 2, показывает связь траектории возвратно-поступательного прямолинейного перемещения а Ь с Ь а фрезы 5 по координате Z и маятникового (качательного) движения d е f е d заготовки патрубка 3 в плоскости ХУ. Обработку торцовой поверхности патрубка 3 (фиг. 1) производят, используя, кроме вращения фрезы 5, следующие взаимосвязанные движения: патрубок 3 соверщает качание с центром на оси планщайбы 1 станка, которая совпадает с осью цилиндрического сосуда (на фиг. 1 показана его наружная поверхность), а фреза 5, закрепленная во фрезерном щпинделе 4, соверщает возвратно-поступательные движения в направлении оси вращения планшайбы (оси вращения условного сосуда), связанные с качанием патрубка 3. Если в первой четверти цикла (фиг. 2) опорные точки фрезы 5, характеризуемые, по координате Z, и патрубка 3 в плоскости координат ХУ перемещение фрезы 5, обусловленное отрицательной величиной Ь с, взаимосвязано с положительным радиусным направлением движения патрубка 3, и точка d в точке е, то во второй четверти цикла положительное направление движения фрезы 5 из точки с в точку Ь связано с положительным направлением движения патрубка 3 из точки е в точку f, а в третьей четверти цикла фреза 5 имеет положительное направление движения из точки Ь в точку а, а патрубок 3 - отрицательное направление движения из f в точку е; в четвертой четверти цикла фреза 5 совершает движение с отрицательным направлением из точки а в точку Ь, и патрубок 3 имеет отрицательное движение из точки е в точку d. Сочетание движения патрубка 3 и фрезы 5 может быть иным. Так, например, колебательное движение в поперечном сечении условного сосуда совершает фреза 5 с центром колебаний на его оси, а обрабатываемый патрубок 3 возвратно-поступательные движения в направлении оси условного сосуда. По другому варианту движение фрезы 5 или патрубка 3 осуществляется относительно неподвижного патрубка 3 или фрезы 5 путем суммирования двух движений - возвратно-поступательного и колебательного, с расположением центра колебаний на оси условного сосуда, и направлением возвратнопоступательного прямолинейного движения всегда параллельно этой оси.
310793774
Предлагаемое изобретение сокращает трудоем- нателозволяет внедрить операцию обработки торкость составпеиня программ за счет исключения иеобходимости управления по третьей коордицовой поверхности патрубка на более простом оборудовании без применния специальной оснастки.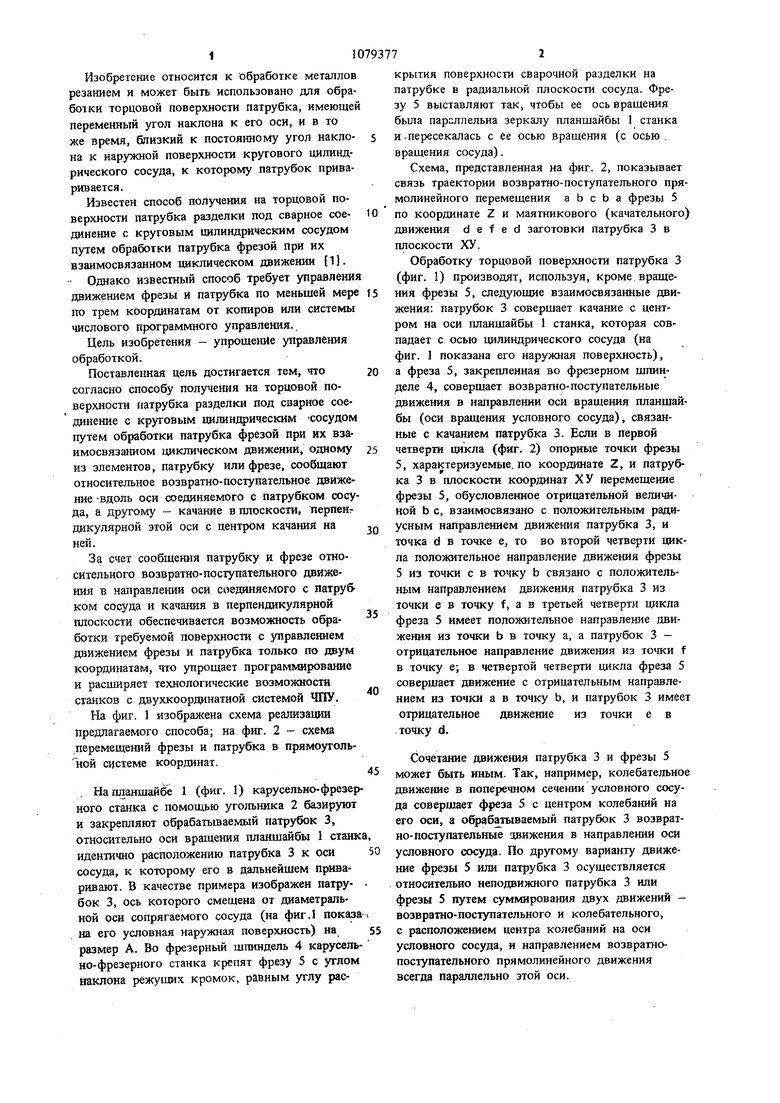
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения на торцовой поверхности патрубка разделки под сварное соединение его с цилиндрическим сосудом | 1985 |
|
SU1294502A1 |
| Способ сварки патрубка с оболочковой конструкцией | 1983 |
|
SU1138282A1 |
| Способ изготовления патрубка на полом цилиндрическом изделии | 1986 |
|
SU1488058A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОВАЛЬНОГО ОТВЕРСТИЯ В ТРУБНОМ ИЗДЕЛИИ | 1993 |
|
RU2066599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1994 |
|
RU2096109C1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| СТАНОК ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2465104C1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
СПОСОБ ПОЛУЧЕНИЯ НА ТОЙДОЮЙ ПОВЕРХНОСТИ ПАТРУБКА РАЗДЕЛКИ ПОД СВАРНОЕ СОЕДИНЕНИЕ с круговым цилиндрическим сосудом путем обработки патрубка фрезой прт ях взаимосвязанном циклическом движения, отлячаюшнйс я тем, что, с целью у1фощеняя управлеяяя обработкой, одному из зпемешов, патрубку или фрезе, сообщают относительное возвратнопоступательное движение вдоль ooi соединяемого с патрубком сосуда, а другому - качяняе в Ш10СКОСТЯ, перпендикулярной згой оса с центром качания на ней. А1ЯГ aeit/fffon eacjffe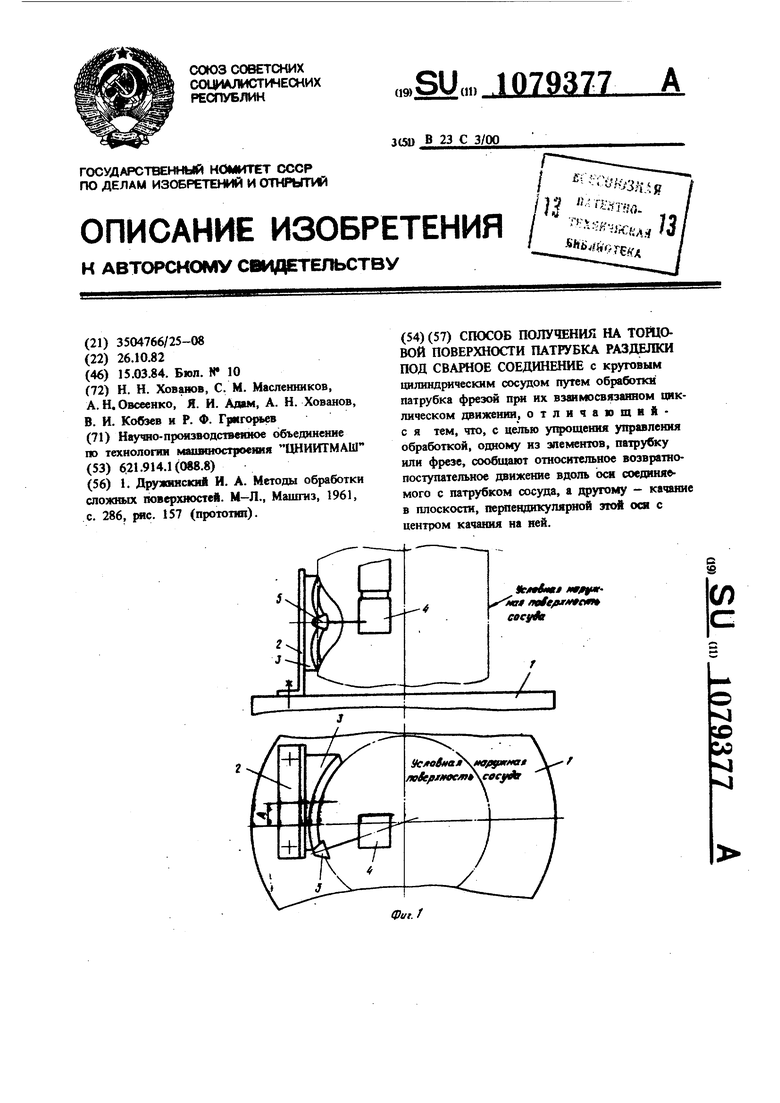
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дружняский И | |||
| А | |||
| Методы обработкн сложных поверхностей | |||
| М-Л., Машгиз, 1961, с | |||
| ФОРМА ДЛЯ БРИКЕТОВ | 1919 |
|
SU286A1 |
| Соломорезка | 1918 |
|
SU157A1 |
