Изобретение относится к оборудованию для обработки металлов резанием и может быть использовано в машиностроении при изготовлении корпусных деталей малой жесткости с ячеистым фоном.
Известен станок фрезерный, содержащий продольную и поперечную станины. На продольной станине с возможностью осевого перемещения установлена стойка, на которой смонтирован инструментальный блок, выполненный из двух пар спаренных разнонаправленных скоб. Инструментальный блок смонтирован на стойке посредством оси с возможностью поворота относительно этой оси. На одной консоли каждой скобы установлены фрезерные головки, а на другой консоли напротив фрезерных головок - опоры слежения. Как правило, фрезерные головки, установленные на одной из скоб, являются черновыми, а на другой - чистовыми. Для подвода обрабатывающих инструментов в зону обработки инструментальный блок имеет возможность поворота относительно оси на 180°, а стойка - возможность осевого перемещения. При этом консоли пассивной скобы, не участвующей в обработке, соединены переустанавливаемым демпфирующим устройством.
На поперечной станине с возможностью перемещения в направлении, перпендикулярном перемещению стойки, смонтированы сани, на которых установлено приспособление для закрепления и вращения обрабатываемой детали причем приспособление имеет возможность поворота относительно вертикальной оси (см. патент РФ №2241577, кл. B23C 3/04, 2004 г.).
В результате анализа известной конструкции станка необходимо отметить, что наличие в конструкции станка второй пары скоб, позволившей разделить операцию обработки вафельного фона на черновую и чистовую, обеспечивает довольно высокое качество обработки, так как повышает точность и чистоту обработки, однако такая конструкция характеризуется довольно низкими функциональными возможностями, так как предназначена для обработки лишь цилиндрических и конических заготовок. Большая номенклатура сферических деталей не может быть обработана на этом станке.
Известен фрезерный станок, содержащий продольную и поперечную станины, на которых установлены сани, имеющие возможность перемещения посредством приводов (координаты Х и Z). Сани, установленные на поперечной станине, имеют поворотный стол (координата В), на котором смонтирована проставка с люнетом и вертлюг с горизонтальной осью вращения. Вертлюг служит для крепления и круговой подачи обрабатываемой детали и представляет собой кольцевой стол. На санях, установленных на продольной станине, смонтированы стойка и шарнирно закрепленный на ней инструментальный блок, включающий две пары разнонаправленных скоб, на концах консолей каждой из которых попарно размещены опоры слежения за контуром обрабатываемой детали и фрезерные головки. Скобы, фрезерные головки которых ведут предварительную черновую обработку, являются активными, а скобы, фрезерные головки которых ведут чистовую обработку, являются пассивными. Пассивные скобы могут быть выполнены в виде скобы, имеющей С-образную форму для обработки сферических днищ. На плечах скобы симметрично оси установлены опора слежения и фрезерная головка с креплением в одной плоскости.
Для обеспечения разворота инструментального блока на 180° при смене работы разных скоб (черновых на чистовые) и обеспечения заданного усилия поджима опор слежения к поверхности обрабатываемой детали на стойке смонтировано устройство с приводом поворота скоб. Для подвода и отвода фрезерных головок и опор слежения используется гидропривод, выполненный в виде гидроцилиндров, в качестве ограничителя глубины врезания применен блок со сменными упорами.
На станке, когда он подготовлен для обработки цилиндрических обечаек, работу производят следующим образом. Обрабатываемую деталь закрепляют на планшайбе вертлюга. К противоположному концу обечайки подводят опорные ролики люнета-виброгасителя.
С помощью инструментов активных скоб начинают обработку первого кольцевого ряда ячеек. Для этого подводят опоры слежения до касания с поверхностью обрабатываемой детали, осуществляют на заданную глубину врезание фрез фрезерных головок, включают вращение детали и перемещение саней с инструментальными скобами. Обработка заданного рисунка ячейки обеспечивается вращением планшайбы вертлюга (координата С) и перемещением саней (координата Z), несущих инструментальный блок. Управление их перемещениями осуществляется системой программного управления. По завершении предварительной черновой обработки активные скобы выводят из детали, разворачивают инструментальный блок на 180°, меняя тем самым фрезерные головки предназначенные для черновой обработки на фрезерные головки - для чистовой обработки. Цикл чистовой обработки аналогичен черновой обработке. Для обработки сферических днищ одна пара скоб должна быть заменена на скобу иной конструкции, отличительной особенностью которой является возможность размещения опоры слежения или фрезерной головки внутри обрабатываемого днища. При этом одни и те же фрезерные головки на всех скобах будут выполнять как черновую, так и чистовую обработку. Получение ячеек на сферических днищах обеспечивается перемещениями по координатам C, B и Z (патент РФ №1490819, кл. B23C 3/00, 1984 г. - наиболее близкий аналог).
В результате анализа известного станка необходимо отметить, что симметричная конструкция его C-образной скобы позволяет обрабатывать лишь отдельные сферические днища с ограниченной высотой. Известный станок не позволяет обрабатывать ячейки с усилением к ребру и с плоскими платиками, т.е. когда имеет место переменная толщина остаточного полотна. Кроме того, исполнение станка, когда на скобе оппозитно установлены фрезерные головки с фрезами и опоры слежения с упором, позволяет обрабатывать ячейки лишь с одной стороны: внутренней или наружной в зависимости от размещения опор слежения на скобах.
Техническим результатом настоящего изобретения является разработка конструкции горизонтального фрезерного многошпиндельного станка, обладающего более широкими функциональными возможностями и обеспечивающего обработку сферических днищ любых размеров по высоте вплоть до полусфер, а также обработку ячеек на цилиндрических, конических и сферических поверхностях с переменной толщиной остаточного полотна и формирование вафельного фона как с внутренней, так и с наружной поверхности детали.
Указанный технический результат обеспечивается тем, что в станке горизонтальном фрезерном многошпиндельном, содержащем две станины, на одной из которых с возможностью осевого перемещения и поворота смонтирован инструментальный блок, выполненный в виде двух разнонаправленных активной и пассивной скоб, одна из которых имеет С-образную форму, на плечах скоб оппозитно по парам смонтированы фрезерные головки, а на второй станине - с возможностью перемещения в направлении, перпендикулярном направлению перемещения инструментального блока и поворота относительно вертикальной оси - вертлюг для крепления и круговой подачи вокруг горизонтальной оси подлежащей обработке детали, новым является то, что С-образная скоба инструментального блока выполнена асимметричной, места на ее плечах, предназначенные для установки фрезерных головок, расположены в параллельных плоскостях, причем фрезерные головки установлены на данных местах оппозитно и развернуты друг относительно друга на 180° относительно вертикальной оси, проходящей через ось шпинделей фрезерных головок, а все фрезерные головки, включая оппозитные, на активной и пассивной скобе оснащены регулируемыми приводами.
Сущность заявленного изобретения иллюстрируется графическими материалами, на которых:
на фиг.1 - общая компоновка станка при обработке цилиндрической детали, вид спереди;
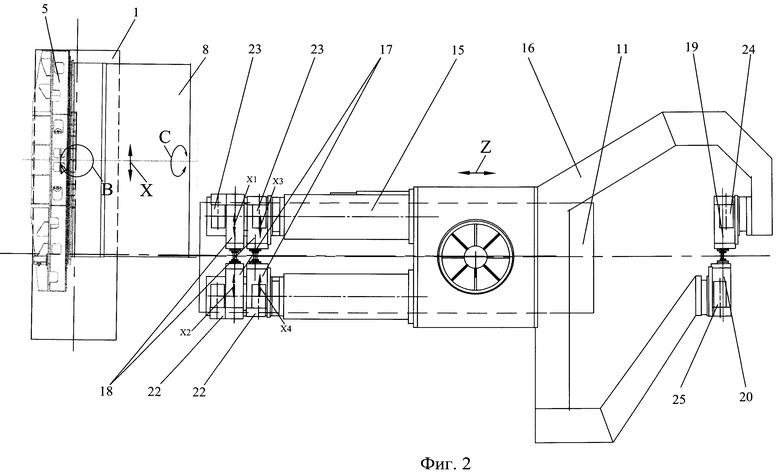
на фиг.2 - то же, вид в плане;
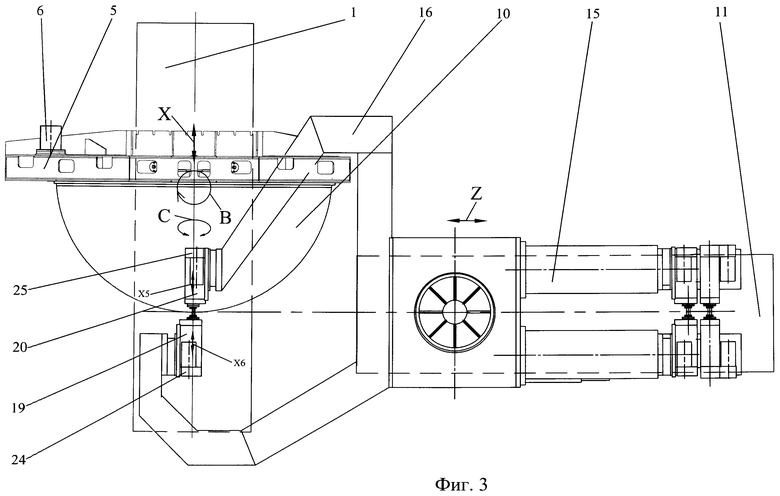
на фиг.3 - то же, вид в плане при обработке сферической детали (при окончании обработки сферической поверхности).
Станок горизонтальный фрезерный многошпиндельный имеет горизонтальную компоновку. Все узлы станка смонтированы на двух взаимно перпендикулярно расположенных станинах и функционально объединены в две группы. Первая группа содержит поперечно установленную станину 1, на которой с возможностью перемещения от регулируемого привода 2 размещены сани со встроенным поворотным столом 3. Вращение стола осуществляется от регулируемого привода 4 вокруг вертикальной оси. На поворотном столе 3 смонтирован вертлюг 5, представляющий собой кольцевой стол, имеющий возможность вращения вокруг горизонтальной оси от регулируемого привода 6. На кольцевой стол вертлюга 5 установлена планшайба 7 с приспособлениями (позициями не обозначены) для крепления обрабатываемой цилиндрической (возможно и конической) детали 8. Для поддержки детали 8 и гашения вибрации служит люнет 9. Обрабатываемая сферическая деталь 10 с помощью приспособлений крепится непосредственно на кольцевой стол вертлюга 5. Первая группа элементов станка предназначена для установки обрабатываемой детали и приведения ее во вращение относительно горизонтальной оси и разворота вокруг вертикальной оси.
Вторая группа содержит продольную станину 11, на которой с возможностью перемещения посредством регулируемого привода 12 установлены сани 13. На санях закреплена стойка 14, на верхней плоскости которой шарнирно установлен инструментальный блок, выполненный в виде двух разнонаправленных скоб 15 и 16.
Скоба 15, предназначенная для обработки цилиндрических и конических обечаек, имеет две консоли, выполненные из внутренних и наружных труб, на которых размещены две пары оппозитных фрезерных головок 17 и 18, позволяющие обрабатывать одновременно две ячейки.
Скоба 16 имеет C-образную форму и предназначена для обработки ячеек на сферических поверхностях. Скоба выполнена асимметричной, места на ее плечах (позициями не обозначены), предназначенные для установки фрезерных головок, расположены в параллельных плоскостях. Фрезерные головки 19 и 20 установлены на данных местах оппозитно и развернуты друг относительно друга на 180° относительно вертикальной оси, проходящей через ось шпинделей фрезерных головок 19 и 20.
Скобу, с помощью которой в данный момент ведут обработку, назовем активной скобой, а ту, которая находится в процессе ожидания, назовем пассивной.
Внутри стойки 14 расположен механизм разворота инструментального блока на 180° с помощью привода 21 и поджима активной скобы к поверхности заготовки с целью отслеживания ее контура с помощью упоров, вставленных в шпинделя оппозитных фрезерных головок. При этом одни фрезерные головки предназначены для обработки ячеек на внешней поверхности детали, а другие - на внутренней.
Станок оснащен системой ЧПУ и пультом управления (не обозначены), управляющими: приводом 2 перемещения саней с поворотным столом 3, приводом 4 вращения стола, приводом 6 вращения планшайбы 7 вертлюга, приводом 12 перемещения саней 13, приводами 22, 23, 24, 25 перемещения соответственно фрезерных головок 17, 18, 19, 20.
Станок горизонтальный фрезерный многошпиндельный работает следующим образом.
Установив обрабатываемую деталь, например цилиндрическую обечайку 8, на планшайбе 7, фиксируют ее и устанавливают в заданные положения по углу поворота, включая привод 6, и по оси Х перемещением саней с поворотным столом 3 от привода 2. Далее активная скоба 15 перемещается по оси Z от привода 12 в исходное положение, когда стенка детали располагается между фрезерными головками 17 и 18. При этом в каждой фрезерной головке 18 при обработке внутреннего вафельного фона установлен режущий инструмент (фреза), а в каждой фрезерной головке 17 вместо режущего инструмента установлен упор. При обработке наружного вафельного фона фрезу и упор меняют местами.
За счет разворота инструментального блока вокруг оси шарнира, расположенного на стойке 14, упоры, установленные во фрезерные головки 17, контактируют с необрабатываемой поверхностью детали 8 и копируют ее в процессе обработки ячеек. Обработка заданного рисунка ячеек с постоянной толщиной остаточного полотна после выхода фрезерных головок 17 от приводов 22 в исходное положение и врезания фрез фрезерных головок 18 на заданную глубину от приводов 23 производится вращением планшайбы 7 (координата С) от привода 6 и перемещением саней 13 (координата Z) от привода 12 с управлением от системы ЧПУ. При обработке ячеек с переменной толщиной остаточного полотна (усиление в районе ребра, плоские платики) к двум координатным перемещениям С и Z добавляются управляемые перемещения фрезерных головок 18 (координаты X1, Х3) от приводов 23.
Для обработки вафельного фона на сферических поверхностях необходимо выполнить переналадку станка. Вертлюг 5 поворачивают на 180° вокруг вертикальной оси вращением поворотного стола саней 3 от привода 4. С кольцевого стола вертлюга 5 снимается планшайба 7 и на ее место крепится приспособление со сферической деталью 10. Инструментальный блок разворачивают на 180° с помощью привода 21 и скоба 16 становится активной. Перемещениями вертлюга 5 и скобы 16 по координатам Х и Z от приводов 2 и 12 плечо скобы с фрезерной головкой 20 заводится внутрь кольцевого стола вертлюга 5 и сферической детали 10 и устанавливается исходное положение, когда стенка детали располагается между фрезерными головками 19 и 20. При этом во фрезерной головке 20 при обработке внутреннего вафельного фона закреплен режущий инструмент (фреза), а во фрезерной головке 19 закреплен упор. При обработке наружного вафельного фона фреза и упор меняются местами.
Обработка заданного рисунка ячеек с постоянной толщиной остаточного полотна после выхода фрезерной головки 19 от привода 24 в исходное положение и врезания фрезы фрезерной головки 20 на заданную глубину от привода 25 производится вращением кольцевого стола вертлюга 5 (координата С) от привода 6 и вращением поворотного стола саней 3 (координата В) от привода 4 с управлением от системы ЧПУ. При обработке ячеек с переменной толщиной остаточного полотна к двум координатным перемещениям С и В добавляется управляемое перемещение фрезерной головки 20 от привода 25 (координата Х5).
Таким образом, заявленная конструкция станка расширяет его функциональные (технологические) возможности, позволяя обрабатывать ячейки на цилиндрических, конических и сферических поверхностях, обеспечивая любую, в том числе переменную, толщину остаточного полотна и формирование вафельного фона как с внутренней, так и с наружной поверхности детали, при этом сферические днища могут иметь любые размеры по высоте, вплоть до полусфер.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2241577C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2235004C1 |
| МЕТАЛЛООБРАБАТЫВАЮЩИЙ СТАНОК | 2009 |
|
RU2397049C1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1978 |
|
SU778005A1 |
| Фрезерный станок | 1978 |
|
SU764870A1 |
| Фрезерный станок | 1976 |
|
SU560706A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Фрезерный станок | 1977 |
|
SU666006A1 |
Изобретение относится к станкостроению и может быть использовано при изготовлении корпусных деталей малой жесткости с ячеистым (вафельным) фоном. Станок содержит две станины. На одной из станин смонтирован инструментальный блок. Выполнен в виде двух разнонаправленных активной и пассивной скоб. Одна из скоб имеет С-образную форму. На плечах скоб оппозитно по парам смонтированы фрезерные головки. На второй станине смонтирован вертлюг для крепления и круговой подачи вокруг горизонтальной оси подлежащей обработке детали. C-образная скоба инструментального блока выполнена асимметричной. Места на ее плечах, предназначенные для установки фрезерных головок, расположены в параллельных плоскостях. Фрезерные головки установлены на данных местах оппозитно. Фрезерные головки развернуты друг относительно друга на 180° относительно вертикальной оси, проходящей через ось шпинделей фрезерных головок. Техническим результатом изобретения является разработка конструкции горизонтального фрезерного многошпиндельного станка, обладающего более широкими функциональными возможностями. 1 з.п. ф-лы, 3 ил.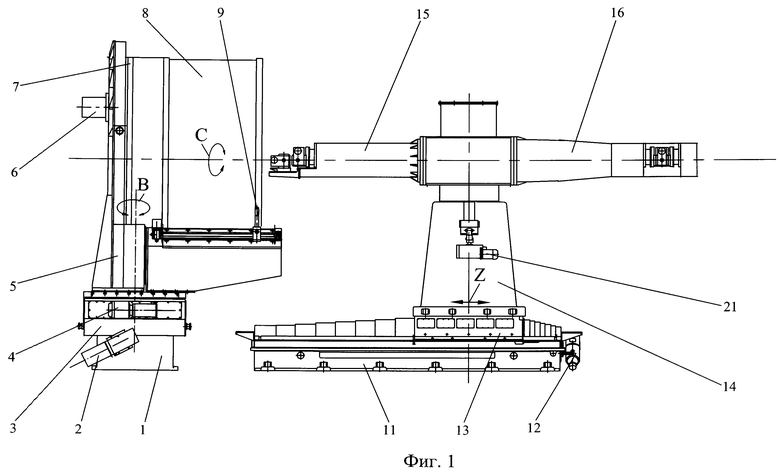
1. Станок горизонтальный фрезерный многошпиндельный, содержащий две станины, на одной из которых с возможностью осевого перемещения и поворота смонтирован инструментальный блок, выполненный в виде двух разнонаправленных активной и пассивной скоб, одна из которых имеет С-образную форму, причем на плечах скоб оппозитно по парам смонтированы фрезерные головки, а на второй станине - с возможностью перемещения в направлении, перпендикулярном направлению перемещения инструментального блока, и поворота относительно вертикальной оси - вертлюг для крепления и круговой подачи вокруг горизонтальной оси подлежащей обработке детали, отличающийся тем, что С-образная скоба инструментального блока выполнена асимметричной, места на ее плечах, предназначенные для установки фрезерных головок, расположены в параллельных плоскостях, причем фрезерные головки установлены на данных местах оппозитно и развернуты друг относительно друга на 180° относительно вертикальной оси, проходящей через ось шпинделей фрезерных головок.
2. Станок горизонтальный фрезерный многошпиндельный по п.1, отличающийся тем, что все фрезерные головки, включая оппозитные, на активной и пассивной скобе оснащены регулируемыми приводами.
| ФРЕЗЕРНЫЙ СТАНОК | 1986 |
|
SU1490819A1 |
| Фрезерный станок | 1974 |
|
SU483201A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2003 |
|
RU2241577C1 |
| Ткацкий гонок | 1926 |
|
SU5189A1 |

