Изобретение относится к управляющим системам машин для формо эания стеклянных изделий, в частности к ге нераторам хронирующих импульсов для выработки синхронизирующих импульсов для управления работой индивидуальных отсеков машины в заранее заданной временной последовательности операций. Наиболее близкой к изобретению по технической сущности и достигаемо му результату является система автоматического управления подачей и рас пределением порций расплавленного стекла в формовочную секционную маши ну, включающая инверторный преобраэо ватель, к первому выходу которого подключены приводные двигатели, блоко подачи и распределения порций стекла генератор синхронизирующих сигналов, выход которого соединен с первым входом блока управления клапанами секционной машины. В машине для формовки стеклянных изделий (индекс IS) или машины с отдельными отсеками каждый отдельный отсек снабжен группой элементов для выполнения заранее установленной последовательности операций формовки стеклянных изделий во времени. В основном формунхцие элементы приводятся в движение пневматическими двигателями, кото1яле управляются клапанным блоком, который управляется вращающимся хронирующим барабаном. Стекло плавится и делится на порции, которые направляются устройством для распределения порций стекла по отдельным отсекам. В каждом из отсеков машины из порции стекла формуется сте клянное изделие, которое помещается на поддон и выталкивается из отсека на скребковый конвейер для последззющего переноса в печь для отжига, .охлаждения и прохождения других видов обработки. Работа отдельных отсеков осуществ ляется в заранее определенной последовательности с относительным сдвиго по фазе таким образом, чтобы подаваемые распределительным устройством порции стекла поступали в отсеки в порядке очередности. В то время как один из отсеков принимает от распределительного устройства порцию стекл другой передает изготовленное изделие на конвейер, а в остальных отсеках осуществляются другие различные операции формовки стекла.Каждый отсек может быть снабжен двумя формами,из которых одна называется черновой формой, -ЛПК формой для получения заготовки, и предназначена для осущест вления первоначальной операции формовки заготовки изделия, которая затем передается при помощи передающег приспособления во вторую форму форму для выдувки, где производится окончательная выдувка изделия. Таким образом, в каждом из отсеков машины производится одновременная обработка двух изделий. Хронирующий барабан включает группу регулируемых кулачковых элементов, расположенных по цилиндрической поверхности его с тем, чтобы механически воздействовать на пневматические клапаны клапанного блока в заранее заданной последовательности. Хронирующие барабаны всех отсеков действуют синхронно с устройством для распределения порций стекла и конвейером, что обеспечивает поступление непрерывного потока порций стекла в машину и движение непрерывного потока стекла вниз по конвейеру СД. Однако трудность состоит во временной настройке каждого из элементов для осуществления операций формовки в отдельном отсеке. Кулачковые элементы в основном установлены в кольцевых канавках на поверхности барабана и удерживаются в определенном положении при помощи зажимного элемента, например гайки. При вращении барабана гайка должна освобождаться, кулачковый элемент перемещается по канавке, а гайка снова зажимается. Такая операция нежелательна, так как не обеспечивает точности, а связанный с такой операцией механический износ приводит к изменениям времени срабатывания. Цель изобретения - повышение надежности и точности управления. Поставленная цель достигается тем, что система автоматического управления подачей и распределением порций расплавленного стекла в формовочную секционную машину, включающая инверторный преобразователь, к первому выходу которого подключены приводные двигатели блоков подачи и распределения порций стёкла, генератор синхронизирукяцих сигналов, выход которого соединен с первым входом блока управления клапанами секционной машины, снабжена датчиком наличия порций стекла и детекторным блоком, причем датчик наличия порций стекла размещен около отсеков секционной машины и подключен через детекторный блок к второму входу блока управления, а вход генератора синхронизирующих импульсов соедииен с вторым выходбм инверторного преобразователя. Генератор синхронизирующих сигналов выполнен в виде трех делителей частоты, фазового детектора., усилителя рассогласования, фильтра нижних частот и управляемого генератора,причем вход первого делителя соединен с вторым выходом инверторного преобразователя, а выход - с первым входом фазового детектора, выход которого через фильтр нижних частот, усилитель рассогласования и управляемый генератор соединен с входами второго и третьего делителей частоты, выход второго делителя частоты соединен с вторым -входом фазового детектора, а выход третьего делителя частоты и вы ход управляемого генератора подключены к первому входу блока управления. Изобретение относится к генератор хрОйирующих импульсов для машины, фО1 1ую1цей стеклянные изделий из порций расплавленного стекла и состояще из нескольких отсеков. Устройство для распределения nopf ций стекла подает порции в индивидуальные отсеки машины с заранее установленной скоростью, пропорциональной скорости приводного двигателя ус ройства для распределения порций стекла. Скорость приводного двигателя определяется частотой переменного тока,вырабатываемого источником энергии, например инвертором. Таким обра . зоа, продолжительность цикла для каж дого отдельного отсека, а следовательно, продолжительность машинного ци кла .определяется скоростью распределения порций стекла. Обычно.операции формовки, которые осуществляются элементами в отдельно отсеке, хронируются посредством разделения машинного цикла на 360 и со отнесения операций с началом цикла так, чтобы последовательность операций для каждого отдельного отсека оказалась смещенной на различное количество градусов. Генератор хрониру ницих импульсов реагирует на частоту инвертора с тем, чтобы вырабатывать хронирующий сигнал с частотой, которая обеспечивает вырабатывание 360 импульсов на один машинный цикл. Эта частота хронирующего сигнала .синтезируется из частоты инвертора посредством деления частоты инвертора на первый коэффициент М и подачи сигнала с частотой, разделенной на М на один из входов цепи фазовой синхронизации. Выходной сигнал цепи фазовой синхронизации делится на коэффициент N, а сигнал с частотой, разделенной на N , поступает на второй вход цепи фазовой синхронизации. Цепь фазовой синхронизации реагирует на любое рассогласование между частотой, разделенной на коэффициент М, и частотой, разделенной На N, таким образом, чтобы изменять частоту выходного сигнала и обеспечить равенство двух входных частот. Следовательно, частота выходного сиг нала равна частоте инвертора, умноженной на масштабный коэффициент . Таким образом, выбираянадлежа-щие значения N и М,можно получить частоту выходного сигнала, которая обеспечит 36.0 импульсов на один машинный цикл для любой заранее -устано i вленной скорости подачи порций стекла. В другом возможном варианте генератор вырабатывает сигнал эталонной частоты, который представляет собой частоту, разделенную с тем, чтобы вырабатывать управляющий сигнал для привода инвертора, вырабатывающего энергию для приводного двигателя. Эталонный частотный сигнал является также частотой, разделенной с тем, чтобы вырабатывать синхронизирующие импульсы хронирующего сигнала, обычно 360 импульсов на один машинный цикл. В обоих вариантах последовательность синхронизирующих импульсов является частотой еще разделенной с тем, чтобы вырабатывать восстанавливающие импульсы для обозначения начала и окончания последовательных машинных циклов. На фиг.1 показана блок-схема устройства для формовки стеклянных изделий; на фиг.2 - хронирующая схема (блок-схема) устройства; на фиг.З блок-схема другого варианта хронирующей схемы; на фиг.4 - таблица временных параметров устройства для формовки стеклянных изделий; на фиг.5 обобщенная блок- схема хронирующих электрических схем. Секционная машина 1 для формовки стеклянных изделий включает группу отдельных отсеков (не показаны), которые принимают порции расплавленного стекла от устройства для распределения порций стекла 2, которое в свою очередь получает порции стекла от устройства для подачи 3 УстройCTBO для распределения порций стекла 2 и устройство для подачи порций стекла механически приводятся в действие с помощью двух приводных двигателей 4 и 5 соответственно, а указанные двигатели соединены с источником питания переменной частоты, т.е, с инверторным приводом 6. Каждый отдель-ный отсек связан с клапанным блоком 7. Каждый клапанный блок соединен с группой элементов для формовки стеклянных изделий в каждом отдельном отсеке с тем, чтобы приводить в действие элементы для формовки в заранее установленной временной последовательности операций формовки стеклянных изделий из поступившей ог устройства для распределения 2 порции . Клапаны клапанного блока приводятся в действие соленоидами, которые управляются схемой 8, управляющей работой машины, которая определяет временную последовательность в соответствии с заранее установленной пбследовательностью операций и синхронизирующими сигналами, вырабатываемыми хронирующей схемой 9. Управляющая схема 8 принимает информацию относительно последовательности операций и отрезков времени между операциями JOT источника (не показан) такой информации. Хронируюшая схема 9 реагирует на частоту выходной энергии инверторного привода с тем, чтобы вырабатывать синхронизирующие сигналы. Поскольку скорости двигателей 4 и 5 пропорциональны час тоте инверторного привода, хронирова ние образования порций при помощи устройства для подачи 3 порций стекл и распределения порций стекла при помощи устройства 2 для распределени синхронизировано сигналом устройства хронирования 9. Хронирующая схема 9 также вырабатывает хронирующий восстанавливающий сигнал для управляюще схемы 8, необходимый для начала машинного цикла. Устройства для подачи и распределения порций стекла 3 и 2 могут быть затем сфазированы в соответствии с восстанавлирающим сигнало таким образом, чтобы расдределять порцию в отдельный отсек в надлежащий момент внутри машинного цикла. На рис.1 также показан датчик порций стекла 10, который по обнаружении порции стекла в форме отдельного отсека вырабатывает сигнал. Детекторная схема для обнаружения порции стекла 11 реагирует на сигнал, поступающий от датчика 10 с тем,чтобы выработать сигнал для управляющей схемы 8, который используется для настройки хронирования работы отдель ных otceKOB по фактическому наличию порций стекла,.а не по положению относительно времени распределения, как в известном устройстве. На рис.2 показана блок-схема хронирующей схемы 9 по фиг.1. Входная цепь 12 соединена с выходом инвертор ного привода 6 по фиг.1 таким образом, чтобы хронирующая схема 9 peaгировала на частоту выходной энертии инвертора, чтобы вырабатывать последовательность синхронизирующих импульсов в выходной цепи 13 и восстанавливающие импульсы в цепи 14. Частота инвертора составляет FllNl и является входной для схемы деления частоты 15 с делителем М, которая вы рабатывает и сигнал с частотой FllN Выход схемы 15 деления на М является одним, из входов фазового детектора 1 в цепи фазовой синхронизации 17.Цепь 13 является выходом схеьвл фазовой синхронизации 17, вырабатывающей в эту цепь последовательность синхр низируюиих импульсов с частотой F(OVT). Цепь 13 соединена с входом второй схемы деления частоты 18 с де лителем N, которая вырабатывает CKfнал с частотой F(OVT)N. Выход cxehej 18 деления на N является вторым входом фазового детектора 16. фазовый детектор сравнивает частоты двух входных .сигналов - FllNtM и F(OVT)lN и при обнаружении различия между ними вырабатывает сигнал рассогласоваиия. Последний фильтруется через фильтр нижних частот 19, внешний по отношению к схеме фазовой синхронизации 17, и усиливается усилителем сигнала рассогласования 20, который входит в состав схемы фазовой синхронизации, а затем поступает к входу управляемого напряжения Генератора 21, который т.акже входит в схему фазовой синхронизации. Если частота F(lN)lM частоты F(oVT)fN, управляемый напряжением генератор 21 реагирует на сигнал рассогласования т-аким образом, чтобы уменьшить частоту F(OVT). Если частота F(IN)/M меньше F(OVT)|N, управляемый напряжением генератор реагирует на сигнал рассогласования таким образом, чтобы увеличить частоту F(OVT). Следовательно, цепь фазовой синхрониза ции сводит сигнал рассогласования к нулю так, что F(IK)(M F(OVT)|N и схема остается синхронизированной при T(OVT) N F(IN)|М. Выходная цепь синхронизирующего импульса 13 соединена также с входом третьей схемы деления частоты 22 с делителем 360, которая вырабатывает восстанавливающие импульсы в цепи 14. Обычно хронирование секционной машины основано на полном цикле в Збо, который отражен в 360 синхронизирующих импульсах. Следовательно, восстанавливающие импульсы в цепи 14 определяют завершение и начало последовательных машинных циклов. На фиг.З показана блок-схема другого возможного варианта схемы, который быть использован для вырабатывания синхронизирующих сигналов и восстанавливакнцего сигнала для схемы управления работой машины. Линейный управляемый напряжением генератор (LVO) 23 используется для выработк.и опорных сигналов F (LVO ) с частотой в 60 раз больше частоты питания двигателей устройств для распределения и подачи порций стекла. Этот сигнал является входным сигналом для схемы деления частоты 24 с делителем 10. Схема 24 деления на 10 вырабатывает -последовательность выходных импульсов, ширина которых примерно равна двум периодам входного сигнала. Выход схемы 24 деления .на 10 соединен с моностабильным мультивибратором.25, вырабатывающим последовательность выходных импульсов, ширина которых примерно равна ширине импульсов, вырабатываемых LVO 23. Мультивибратор 25 действует так, чтобы уменьшать ширину импульсов, вырабатываемых схемой 24 деления на 10 таким образом, чтобы электрические схемы, входящие в инверторный привод 26, не подвергались перегрузке. Выходной сигнал мультивибратора 25 поступает к инверторному приводу 26 с тем, чтобы вырабатывать в линию,27 электроэнергию с с частотой FllfJl, которая используется для привода двигателей устройств для распределения и для подачи порций стекла. Обычно инверторный привод действует как трехфазный двухполупериодный выпрямитель и, таким образом частота FlINl равна частоте входного сигнала инвертора, деленной на 6.Следовательно, двигатели устройств для распределения и подачи порций стекла принимают сигнал с частотой FlINf F(LVO)/60. Между мультивибратором 25 и tiHBepTOpoM 26 может быть включена буферная схема (не показана) . для согласования уровней напряжения, вырабатываемого логическим устройством, с уровнями напряжения, вырабатывемого логическим устройством, с уровнями напряжения управляющего сигнала инверторного привода.Выход LVO 23 со единен также с второй схемой деления частоты 28 с делителем Р. Выход схемы 28 деления на Р соединен с моностабильным мультивибратором 25, который функционирует для (Clean пр. / очистки (формирования) последовательмости выходных.импульсов схелы 28 деления на Р. Другой моностабильный мультивибратор 29 обеспечивает регулирование широты синхронизирующих импульсов, вырабатываемых в цепь 30 с частотой F(OVT) F(LVO)|P. Этисинхронизирующие импульсы подаются к схеме управления работой машины, где они используются в качестве опорНЕдх для хронирования машинного цикла. Между мультивибраторами 31 м 29 може понадобиться включение инвертора (не показан) для осуществления фазирования выходных импульсов, вырабатываемдх LVO 23, и синхронизирующих импульсов в цепи 30, поскольку обычно мультивибратор 29 запускается задним фронтом импульса 1. Буферная схема (не показана) может быть подключена к цепи 30 с тем, чтобы функционировать в качестве согласующей уровни сигналов.
Цепь синхронизирующих импульсов 30 соединена также с входом третьей
, схемы деления частоты 32 с делителем 6. Схема 32 деления на б соединена с четвертой схемой деления частоты 33 деления на 10, которая соединена с
ПЯТОЙ схемой 34 деления частоты на б Все вместе схеьш 32-34 вырабатывают сигналы для моностабильного мультивибратора 35 с частотой F I(OVT) f 36 Мультивибратор 35 служит для/ Clean пр./формирования последовательности выходных импульсов схемы 34 деления на б. Другой моностабильный мультивибратор 36 предназначен для регулирования ширины восстанавливающих им-, мульсов, которые вырабатываются с частотой F(OVT)/360 в линию 37.
Хронирование секционной машины обычно основано на полном цикле, составляющем 360, который отражается 360 синхронизирующими импульсами. Между мультивибраторами 35 и 36 может потребоваться включение инвертора с тем, чтобы удерживать в фазе синхронизирующие импульсы, вырабатываемые цепью 30 и восстанавливакяцие импульсы вырабатываемые цепью 37, так как мультивибратор 35 обычно запускается задним фронтом импульса 1. Буферная схема (не показана) может соединяться с цепью 37 для согласования уровней сигналов.
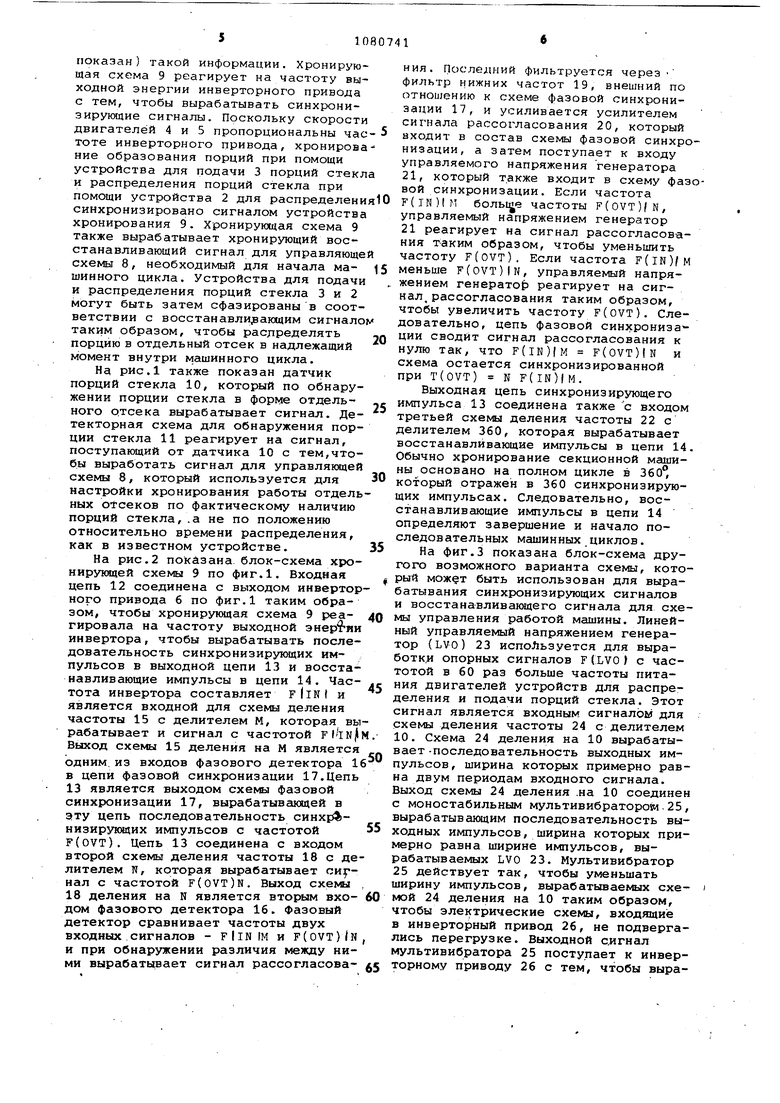
На фиг.4 представлена таблица временных параметров для различных частот инвертора и количеств отдельных отсеков.
Обычно выходная частота инвертора колеблет ся от 20 до 100 Гц. Приводной двиг.атель 5 соединен с устройством , для подачи порций стекла через редуктор с тем, чтобы работать на скорости, при которой каждой полученной и отрезанной ножницами порции стекла для секционной машины с шестью отсеками соответствовало бы 48 периодов частоты инвертора. Таким образом, количество разов в минуту определяется посредством умножения частоты инвертора, выраженной в герцах, на 60 с в минуте и деления на 48 циклов (не раз). На фиг.4 показаны значения частоты инвертора.Скорость, машинного цикла секционной машины или количество оборотов в минусу определяется посредством даления количества резов в минуту на количество отдельных отсеков, в данном примере на 6.
Передаточное отнсаление редуктора устройства для подачи порций стекла изменено с тем ,чтобы обеспечивать различное количество отсеков и сохранять одинаковое значение оборотов в минуту при выбранной частоте инвертора. Как видно из таблицы, восьмисекционная машина снабжена редуктором, )6еспечивак1цнм 36 циклов на рез, а десятисекцнонная машина снабжена редуктором, обеспечивающим 28,8 циклов на рез.
Частотавыходного сигнала рт хронирующей схемы 9 (фиг.2) должна соответсвовать 360 импульсам на 1 машинный цикл или оборот. При частоте инвертора в 24 Гц количество оборотов в минуту составляет 5, следовательно, в целом требует пятикратного умножения 360 импульсов за минуту, что составляет частоту в 30 Гц. Значение N1М составляет 1,25. Следовательно, N может составлять 5, а М 4 в блок-схеме на фиг.З.
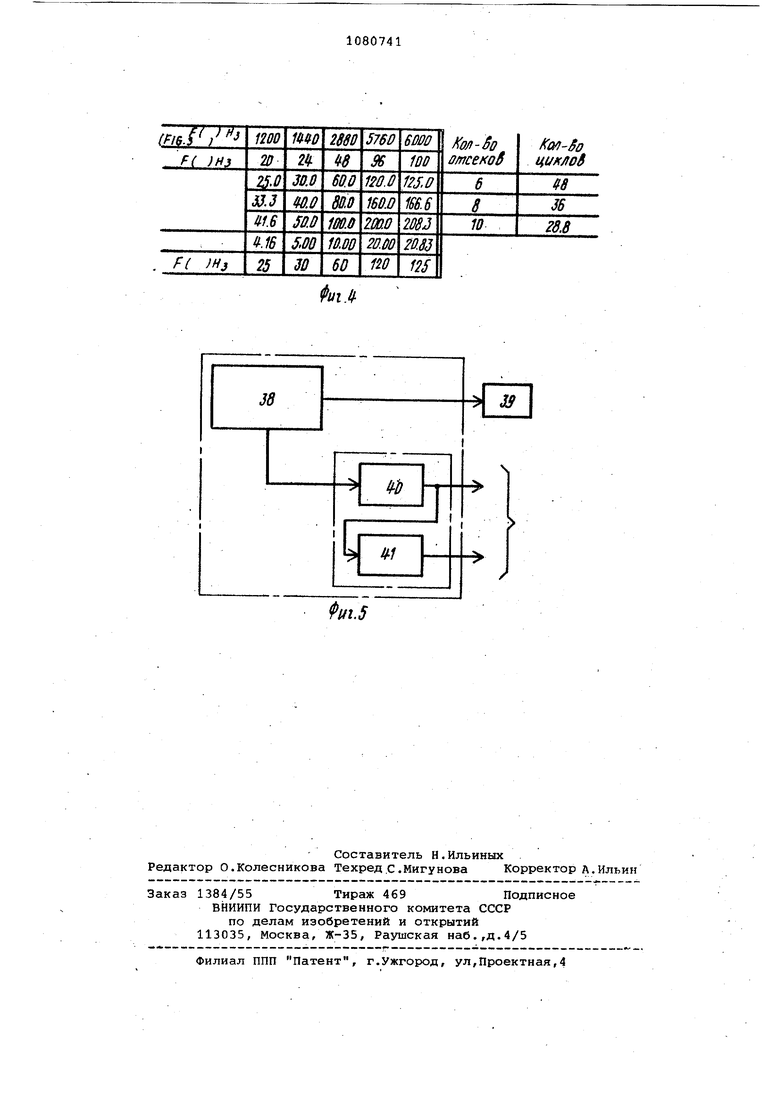
Частота синхронизирующих импульсов вырабатываемых схемой на фиг.З, должна соответствовать 360 импульсам на 9.10 один машинный цикл. Если инвертор вы рабатывает трехфазный ток, частота последовательности входных импульсов в 6 раз больше частоты выходной энер гии, так как требуются 6 управляющих импульсов, по одному для камедой поло вины цикла. Если частота LVO 23 составляет 1440 Гц, инвертор работает с частотой 24 Гц, а число оборотов в минуту составляет частоту в 30 Гц, Тогда в случае, если F(OVT) равно .30.Гц, значение Р должно составлять 48, поскольку F(OVT) F(LVO)/P 1440/48 30 Гц. Изобретение связано с устройствами для выработки электрической энергии и хронирующих сигналов машины для формовки стеклянных изделий. На фиг.5 показана блок-схема устройств, вырабатывающих электрическую энергию и хронирующие сигналы. Устройство дл формовки стеклянных изделий включает устройства для получения порций расплавленного стекла и распределения их по отдельным отсекам машины для формовки стекла с заранее установленной скоростью, устройство для вырабатывания электрической энергии выбранной частоты и хронирующих сигналов с частотой, пропорциональной этой выбранной частоте, приводное устройство,- которое реагирует на электрическую энергию с тем, чтобы приводить в действие устройства для получения и распределения порций сте кла с заранее заданной скоростью и управляющую схему, реагирующую на указанные хронирующие сигналы для циклического управления работой каждого отдельного отсека машины в зара нее установленной временной последовательности операций формовки стеклянных изделий из порций стекла. Устройство, вырабатывающее элеЛтрическую энергию и хронирующие сигналы, включает источник 38, вырабатывающий электрическую энергию и сиг нал опорной частоты, и устройство, которое реагирует на сигнал опорной частоты с тем,чтобы вырабатывать электрическую энергию для приводных механизмов 39 устройств для получения и распределения порций стекла,а также сигнал опорной частоты для устройства, вы рабатывающего хронирующий сигнал.В одном из вариантов (см.фиг.3) источник электрической энергии и опорного частотного сигнала включает генератор для выработки сигнала опорной частоты уст 1ройства для деления частоты, которое реагирует на сигнал опорной частоты, равной опорной частоте,деленной на не SSS°§SBo f K o T o% J; pefr равляющий сигнал с тем, чтобы вы абатывать электрическую энергию зада ной частоты. В другом варианте (см. Фиг.2) источник электрической энерг и сигнала опорной частоты включает ин1верторный привод для вьфабатывания электрической энергии с заданной частотой. В этом варианте сигнал электрической энергии функционирует также в качестве сигнала опорной часто- , ты, который подается к устройству, вырабатывающему хронирующие сигналы. Последнее включает схему деления частоты синхронизирукяцего импульса 40 с тем, чтобы вырабатывать синхронизирующие импульсы, которые используются управляющей схемой машины для формовки стеклянных изделий в качестве опорных для хронирования машинного цикла, который обычно состоит из 360 синхронизирующих импульсов, хотя возможно использование больше-, го или меньшего числа импульсов.Хронирующее устройство включает также схему деления частоты восстанавливающих импульсов 41 для вырабатывания восстанавливающих импульсов, частота которых составляет один импульс на машинный цикл. В одном из вариантов, показанном на фиг.З, устройство, вырабатывающее хронирующие сигналы, включает устройство для деления частоты, которое реагирует на сигнал опорной частоты с тем, чтобы вырабатывать хронирующий сигнал с частотой, равной опорной частоте, деленной на первый делитель Р. Второе устройство для деления частоты реагирует на хронирующий сигнал с тем, чтобы вырабатывать восстанавливакхций хронирующий сигнал с частотой, равной частоте синхронизирующего сигнала, разделенного на второй делитель 360. В другом варианте (см.фиг.2) устройство, вырабатывающее хронирующие сигналы, включает первое устройство, которое реагирует на электрическую энергию с тем, чтобы вырабатывать первый входной сигнсш с частотой, равной частоте электрической энергии, деленной на первый делитель М, второе устройство для деления частоты, которое реагирует на хронируквдие сигналы с тем, чтобы вырабатывать второй входной сигнал с частотой, равной частоте хронирующих сигналов, деленной на второй делитель N, и цепь фазовой синхронизации, которая реагирует на первый и второй входные сигналы с тем, чтобы вырабатывать хронирующие сигналы с частотой, равной чаэлектрической энергии, деленной тоте на первый делитель и умноженной на второй делитель. Третье устройство для деления частоты реагирует на хронирующие сигналы с тем, чтобы выраба- вать хронирующие восстанавливающие сигналы с частотой, равной частоте хронирующих сигналов, деленной на третий делитель 360. Показанные на фиг.2 и 3 схемы мо ыть соединены, чтобы образовать.
генератор хронирующих импульсов там, ейли необходимо,чтобы приводной двигатель работал от выбранных одного, двух или более различных источников энергии. Например, для обычной нормальной работы энергия может вырабатываться инвертором, а для работыв аварийных условиях энергия может вырабатываться варидином. Цепь 12 на фиг.2 будет в этом случае подсоединена к вводному зажиму приводного двигателя. Схема 15 с делениемна М могла бы быть настроена на значение 1 или заменена фильтром так, чтобы сигнал с частотой Р(1И)|М имел ту же частоту, что и Частота энергии, поступающейв приводной двигатель. Схема. 18 деления на N настраивается таким образом, чтобы делить на 60,
тогда выходной сигнал цепи будет иметь частоту F(OVT) NF(lN)fM 60 ). Схема 22 деления частоты гне используется. В устройстве ид фиг.3 не исЛольэуются; LVO 23, мрностабильный мультивибратор 25, инвертор 26. Цепь 13 изображенной на фиг.2 модифицированной схемы соединена с входом схемы 28 деления на Р. Если значение делителя Р 48, то соотношение между частотой энергии ;- двигателя F(IN) на фиг.2 и частотой синхронизирующих импульсов F(OVT) на фиг.З составляет 60 F(lN)/48 1,25F(IH), что позволяет сохранять правильное соотношение между скоростью вращения ариводного двигателя и хронированием работы секцис нной маши ны.



1. СИСТЕМА АВТОМАТИЧЕСКОГО. УПРАВЛЕНИЯ ПОДАЧЕЙ И РАСПРЕДЕЛЕНИЕМ ПОРЦИЙ РАСПЛАВЛЕННОГО СТЕКЛА Б ФОР:МОВОЧНУЮ СЕКЦИОННУЮ МАШИНУ, включаю- щая инверторный преобразователь, к nepBCwiy выходу которого подключены приводные двигатели блоков подачи и распределения порций стекла, генератор синхронизирующих сигналов, выход которого соединен с первым входом блока управления клапанами секционной машины, о тли чающая ей тем, что, с целью повышения надежности и точности управления, она снабже на датчиком наличия порций стекла и : детекторньал блоком, причем датчик на личия порций стекла размещен около отсеков секционной машины и подключен через детекторный блок к второму входу блока управления, а вход генератора синхронизирующих импульсов соединен с вторым выходом инверторного преобразователя. 2. Система по-п.1, отличающаяся тем, что генератор синхронизирующих сигналов выполнен в виде трех делителей частоты, фазового детектора, .усилителя рассогласова ния, фильтра нижних частот и управляемого генератора, причем вход первого делителя соединен с вторым выходом инверторного преобразователя, а выход с первым входом фазового детектора, выход которого через фильтр нижних частот, усилитель рассогласования СО и управляемый генератор соединен с входами второго и третьего делителей частоты, выход второго делителя частоты соединен с вторым вkoдoм фазового детектора, а выход третьего делите-§ ля частоты и выход управляемЬго генератора подключены к первому входу блока управления.. оо о vj 4
13
2lf
Ж
25
2В
ЮН-З-г
38
3S
Q
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент СП 4007028, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| { | |||
