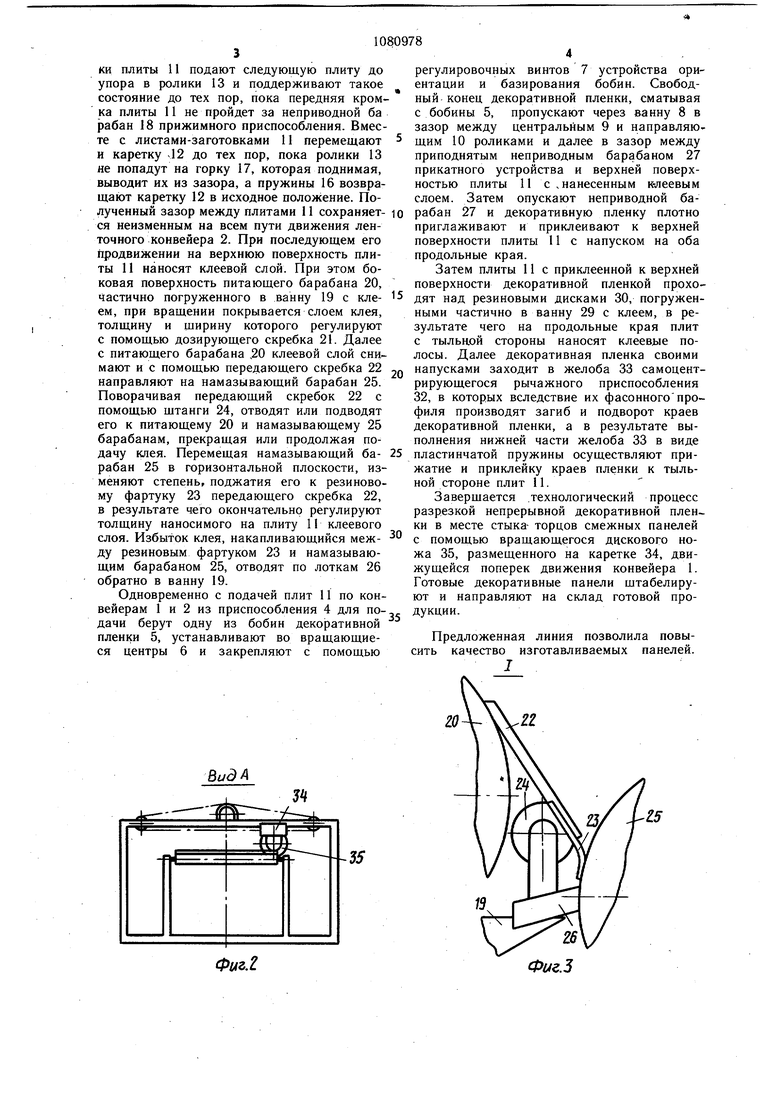
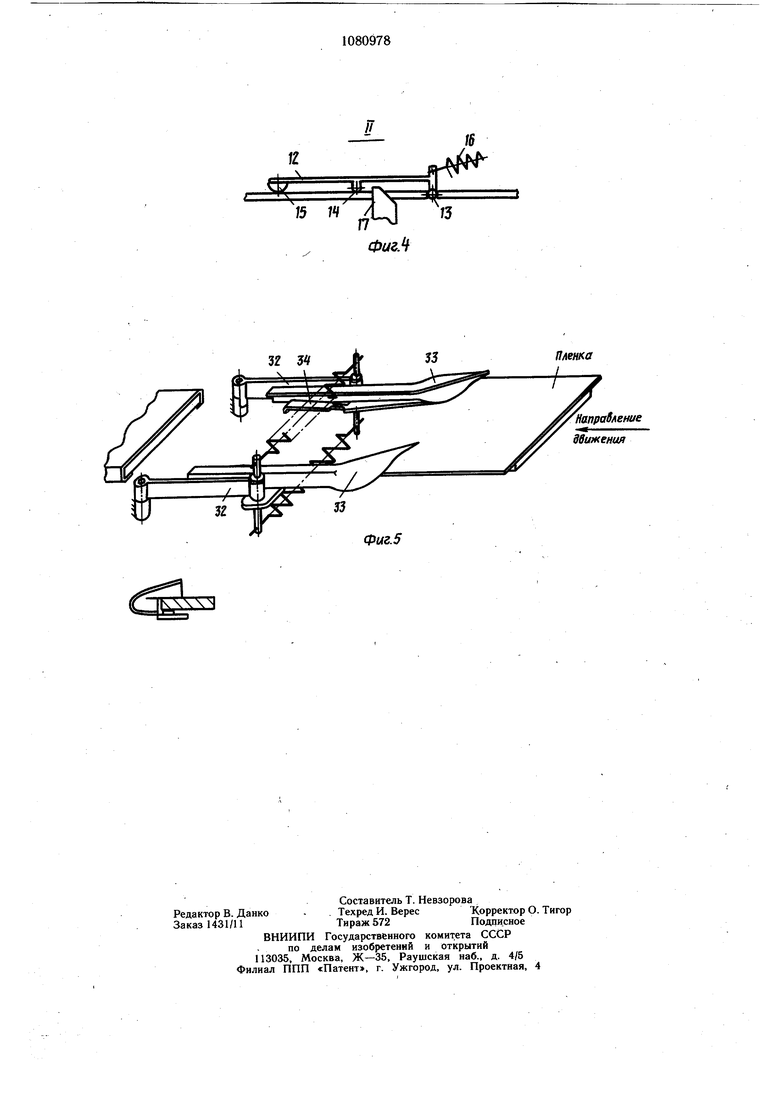
Изобретение относится к технологическому оборудованию, используемому на заводах строительных материалов и строительной индустрии, и предназначено для изготовления декоративных строительных изделий. Наиболее близким техническим решением к изобретению является линия для изготовления декоративных панелей, содержащая раму, смонтированные на ней бесконечный тяговый орган, устройство для образования зазора между плитами, прижимное приспособление, устройство для нанесения клея Б виде ванны с питающим и намазывающим барабанами, приспособления для подачи и резки пленки 1. Недостатком линии является невысокое качество панелей. Целью изобретения является повышение качества панелей. Указанная цель достигается тем, что линия для изготовления декоративных панелей, содержащая раму, смонтированные на ней бесконечный тяговый орган, устройство для образования зазора между плитами, прижимное приспособление, устройство для нанесения клея на лицевую поверхность плиты в виде ванны с питающим и намазывающим барабанами, приспособлерия для подачи и резки пленки, снабжена установленными за приспособлением для подачи пленки устройством для нанесения клея на продольные края плиты с внутренней стороны, устройством для загиба, подворота и прижима пленки к внутренней стороне плиты, выполненным в виде самоцентрирующего рычажного приспособления, каждое звено которого имеет закрепленный на его внутренней стороне желоб фасонного профиля с днищем в виде пластинчатой пружины и установлено вдоль тягового органа, а устройство для образования мерного зазора выполнено в виде подпружиненной относительно рамы каретки с роликами и ползуном и установленного на раме выступа, контактирующего с роликами, причем намазывающий барабан выполнен из резины с рифленой поверхностью и с возможностью горизонтального перемещения. На фиг. 1 показана предложенная линия, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - узел II на фиг. 1; на фиг. 5 - устройство для загиба, подворота и прижима пленки. Линия для изготовления декоративных панелей включает роликовые 1 и ленточные 2 конвейеры, размещенные на раме 3, приспособление 4 для подачи бобин декоративной пленки 5 с устройством ориентации и базирования бобин. Состоящим из вращающихся центров 6, закрепленных на регулировочных винтах 7, узел смачивания декоративной пленки водой, который состоит из ванны 8 с центральным роликом 9 и закрепленным на передней по ходу движения конвейера 2 стенке направляющим роликом 10, устройство для образования зазора между плитами 11, состоящее из каретки 12, несущей ролики 13. и 14 и ползун 15, а также из возвратных пружин 16 и горок 17, прижимное приспособление, которое состоит из неприводного барабана 18 со свободным опиранием на верхнюю поверхность плиты 11, устройство для на1(есения клеевого слоя на верхнюю поверхность плиты И, которое состоит из ванны 19 с клеем, частично погруженного в нее питающего барабана 20, дозирующего скребка 21, передающего скребка 22 с резиновым фартуком 23, закрепленного на поворотной щтанге 24, намазывающего барабана 25, выполненного из микропористой резины с рифленой поверхностью и имеющего возможность горизонтального перемещения, По краям поворотной щтанги 24 под фартуком 23 укреплены короткие лотки 26, предназначенные для отвода избытков, клея с намазывающего барабана 25 в ванну 19. Линия также содержит прикатное устройство, состоящее из неприводного облицованного резиной барабана 27, ось которого закреплена в рычагах 28, шарнирно соединенных с рамой 3, устройство для нанесения клеевого слоя на продольные края плит с тыльной стороны, состоящее из ванны 29 с клеем, резиновых дисков 30, сидящих на валу 31, устройство для загиба, подворота и прижима к тыльной стороне плиты 11 краев декоративной пленки, выполненное в виде самоцентрирующего рычажного приспособления 32, левое и правое звенья которого размещены вдоль продольных кромок плиты 11 и представляют собой желоба 33 фасонного профиля, нижняя часть которых выполнена в виде пластинчатых пружин 34 и приспособления для резки декоративной пленки, состоящего из каретки 34 с вращающимся дисковым ножом 35. Устройство работает следующим образом. Гипсокартонные панели 11 укладывают на. роликовый конвейер 1, подают под неприводной барабан 18 прижимного приспособления и далее перемещает по линии с помощью ленточного конвейера 2. По мере передвижения плиты 11 каретка 12, опираясь роликами 13 и ползуном 15 о верхнюю поверхность плиты 11, удерживается в крайнем заднем положении пружинами 16. При сходе роликов 13 с верхней поверхности плиты И, они занимают положение, симметричное толщине плиты 11, благодаря тому, что на верхнюю ее поверхность теперь опираются ролики 14. После схода роликов 13 с задней кромки плиты 11 подают следующую плиту до упора в ролики 13 и поддерживают такое состояние до тех пор, пока передняя кромка плиты 11 не пройдет за неприводной ба рабан 18 прижимного приспособления. Вместе с листами-заготовками 11 перемещают и каретку -12 до тех пор, пока ролики 13 не попадут на горку 17, которая поднимая, выводит их из зазора, а пружины 16 возвращают каретку 12 в исходное положение. Полученный зазор между плитами 11 сохраняется неизменным на всем пути движения ленточного конвейера 2. При последующем его продвижении на верхнюю поверхность плиты 11 наносят клеевой слой. При этом боковая поверхность питающего барабана 20, частично погруженного в ванну 19 с клеем, при вращении покрывается слоем клея, толщину и ширину которого регулируют с помощью дозирующего скребка 21. Далее с питающего барабана ,20 клеевой слой снимают и с помощью передающего скребка 22 направляют на намазывающий барабаи 25. Поворачивая передающий скребок 22 с помощью щтанги 24, отводят или подводят его к питающему 20 и намазывающему 25 барабанам, прекращая или продолжая подачу клея. Перемещая намазывающий барабан 25 в горизонтальной плоскости, изменяют степень, поджатия его к резиновому фартуку 23 передающего скребка 22, в результате чего окончательно регулируют толщину наносимого на плиту 11 клеевого слоя. Избыток клея, накапливающийся между резиновым фартуком 23 и намазывающим барабаном 25, отводят по лоткам 26 обратно в ванну 19. Одновременно с подачей плит 11 по конвейерам 1 и 2 из приспособления 4 для подачи берут одну из бобин декоративной пленки 5, устанавливают во вращающиеся цеитры 6 и закрепляют с помощью регулировочных винтов 7 устройства ориентации и базирования бобин. Свободный конец декоративной пленки, сматывая с бобины 5, пропускают через ванну 8 в зазор между центральным 9 и направляющим 10 роликами и далее в зазор между приподнятым неприводным барабаном 27 прикатного устройства и верхней поверхностью плиты 11 с.нанесенным к-леевым слоем. Затем опускают неприводной барабан 27 и декоративную пленку плотно приглаживают и приклеивают к верхней поверхности плиты 11 с напуском на оба продольные края. Затем плиты 11 с приклеенной к верхней поверхности декоративной пленкой проходят над резиновыми дисками 30, погруженными частично в ванну 29 с клеем, в результате чего на продольные края плит с тыльаой стороны наносят клеевые полосы. Далее декоративная пленка своими напусками заходит в желоба 33 самоцентрирующегося рычажного приспособления 32, в которых вследствие их фасонного профиля производят загиб и подворот краев декоративной пленки, а в результате выполнения нижней части желоба 33 в виде пластинчатой пружины осуществляют прижатие и приклейку краев пленки к тыльной стороне плит II. Заверщается .технологический процесс разрезкой непрерывной декоративной пленки в месте стыка- торцов смежных панелей с помощью вращающегося дискового ножа 35, размещенного на каретке 34, движущейся поперек движения конвейера 1. Готовые декоративные панели штабелируют и направляют на склад готовой продукции. Предложенная линия позволила повысить качество изготавливаемых панелей.
Вид А
Фиг.г
Фиг.З
tz
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления декоративных панелей | 1990 |
|
SU1719217A1 |
| Линия для нанесения пленочного покрытия на панели | 1988 |
|
SU1570911A1 |
| МЕХАНИЗМ ДЛЯ НАНЕСЕНИЯ КЛЕЯ НА КРАЙ ЛИСТОВОГО МАТЕРИАЛА | 1970 |
|
SU274338A1 |
| Способ изготовления облицовочных панелей | 1990 |
|
SU1736750A1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| Установка для выбивки литейных форм | 1980 |
|
SU899265A1 |
| Установка для изготовления облицовочно-декоративных покрытий | 1981 |
|
SU1013537A1 |
| Устройство к швейной машине для формирования ранта перед соединением его с основой | 1983 |
|
SU1142543A1 |
| Устройство для завертывания изделий | 1975 |
|
SU654495A1 |
ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ, содержа щая раму, смонтированные на ней бесконечный тяговый орган, устройство для образования зазора между плитами, прижимное приспособление, устройство для нанесения клея на лицевую поверхность плиты в виде ванны с питающим и намазывающим барабанами, приспособления для подачи и резки, пленки, отличающаяся тем, что, с целью повышения качества панелей, линия снабжена установленными за приспособлением для подачи плен,ки устройством для нанесения клея на продольные края плиты с внутренней стороны и устройством для загиба, подворота и прижима пленки к внутренней стороне плиты, выполненным в виде самоцентрирующего рычажного приспособления, каждое звено которого имеет закрепленный на его внутренней стороне желоб с днищем в виде пластинчатой пружины и установлено вдоль тягового органа, а устройство для образования зазора выполнено в виде подпружиненной относительно рамы каретки с роликами и ползуном и установленного на раме выступа, контактирующего с роликами, причем на® мазывающий барабан выполнен из резины (Л с рифленной поверхностью и с возможностью горизонтального перемещения. 00 о ;о 00
yt
/
J3
J5
Ф«г.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для изготовления ковров из облицовочной плитки | 1975 |
|
SU599979A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
