Изобретение относится к литейному производству, а именно к установкам для выбивки.литейных форм, изготовляемых на поточных формовочных линия оснащенных рольгангами для перемещения опочной оснастки на подопочных плитах, и может быть использовано в автоматических и комплекстно-механиз рованных фо}эмовочных линиях, в которых выбивка форм осуществляется путем выдавливания горелого кома на выбизную решет ку. Изв.естны установки для выбивки ли тейных форм, перемещаемых на тележка заливочного конвейера, включающие механизм выдавливания и устройство для его перемещения, в которых для снятия залитой формы с конвейера пре дусмотрены подъемные захваты, объединенные с механизмом выдавливания в одном узле, смонтированном на каретке горизонтального перемещения. С помощью захватов форма снимается с конвейера и на каретке переносится В позицию над выбивной решеткой,где производится выдавливание кома путем прошивания формы выдавливающей плитой tn. Однако объединение в одном узле механизма подъема формы и механизма выдавливания усложняет конструкцию и приводит к снижению надежности работы указанного узла,а также к увеличению мощности привода вследствие постоянного воздействия массы далитой формы на цилиндры выдавливания через связанные с ними приводные захваты. Известны установки типа VUU народного предприятия Шкода (ЧССР) для выбивки литейных форм, перемещаемых на подопочных плитах по рольгангам роликового конвейера в поточных формовочных линиях изготовления отливок в опокак 600x500 мм и 1000x800 мм, в которых залитая форма на подопочной плите по рольгангу перемещается в кабину выбивной установки. 389 Указанные выбивные установки оснащены манипуляторами типа MZV 3,2 или MZK для захвата и перемещения залитой формы и проведения операции выдавливания кома. Манипулятор состоит из опорной рамы с направляющими, каретки переf eщeния, привода перемещения каретки приводных захватов опочной оснастки, цилиндров подъема опочной оснастки, плиты выдавливания кома смеси с отлив кой гидростанции привода захватов и цилиндров подъема. Залитая форма доставляется на позицию выбивки на подопочной плите, захваты зажимают нижнюю опоку, приподнимают ее с подопечной плиты с поМощью цилиндров подъема и форма на каретке перемещается в позицию над выбивной решеткой. Здесь форма подни мается цилиндрами подъема и упираетс в плиту выдавливания, укрепленную на каретке. При этом смесь вместе с отливкой выдавливается и падает на вы.бивную решетку. Затем пустые опоки верха и низа перемещаются кареткой в позицию над подопочной плитой,опус каются с помощью цилиндров подъема и освобождаются от захватов С21. Однако конструкция установки обла дает рядом недостатков: постоянное воздействие массы залитой формы на зажимы опочной оснастки и на цилиндры выдавливания вызывают необходи- . мость постоянной работы их гидроприводов и требуют дополнительного увели чения их мощности в процессе выдавли вания кома смеси; сложность конструк ции захватов снижает надежность их в работе; кроме того, отсутствие раз деления потоков перемещения пустых опок и подопочных плит вызывает необходимость установки дополнительных механизмов для осуществления этой операции, также отсутствие в констру ции установки механизмов для очистки подопочных плит требует организации специальной позиции для. проведения указанной операции, что снижает надежность работы установки вследствие возможного заклинивания опок за счет трения между плитой выдавливания и остатками формовочной смеси. Цель изобретения - упрощение конструкции установки., повышение надеж HocrVi ее в,работе, а также снижение мощности приводов, а также обеспечение разделения потоков перемещения пустых опок и подопочных плит в установке и обеспечение проведения на установке .операции очистки подопочных плит, обеспечение качественной и надежной очистки внутренних стенок опок от остатков формовочной смеси. Поставленная цель достигается тем, что в установке, включающей опорную раму с направляющими, приводную каретку со смонтированным на ней механизмом выдавливания с захватами, а также выбивную.решетку, захваты литейной формы выполнены неприводными, жестко укреплены на каретке, а на позиции приема формы установлен подъемный стол со смонтированной на нем секцией рольганга с возможностью при его опускании посадки опорного пояса нижней опоки на неприводные захваты и обеспечением зазора между нижним краем захватов и подоПочной плитой, Возможность разделения в установке потоков перемещения пустых опок и подопочных плит достигается тем, что подъемный стол может быть выполнен с возможностью дополнительного хода вверх или вниз. Обеспечение проведения на установке операции очистки подопочных плит достигается тем, что дальний от выбивной решетки захват снабжен установленнь1ми на его нижнем конце на высоту зазора между захватами и подопочной плитой элементами системы очистки подопочных плит, включающими скребок грубой очистки, скребки с амортизирующей подвеской для более тщательной очистки (для очистки выступов и впадин в случае профильной подопочной плиты) и щетку для финишной очистки, а между краем подъемного стола, ближним к выбивной решетке и самой решеткой установлен склиз для сброса остатков формовочной смеси с подопочной плиты. Для качественной очистки внутренних стенок опок от остатков формовочной смеси плита выдавливания снабжена системой элементов очистки опок в виде скребков с амортизирующей подвеской, смонтированных на раме щетки финишной очистки, а также трубопроводом обдува плиты, установленным под элементами очистки опок. Выполнение захватов литейной формы неприводными и жесткий монтаж их на каретке, установка на позицию приема формы подъемного стола .позволяет осуществить при опускании стола посадку литейной формы на захваты, .жест-ко закрепленные на каретке, и передавать, таким образом, нагрузку на опорную раму, что упрощает конструкцию и повышает надежность ее в работе, а также снижает мощность привода механизма выдавливания.
Выполнение подъемного стола с возможностью дополнительного хода вверх или вниз позволяет осуществить на установке разделение потоков перемещения пустых опок и подопочных плит, что исключает необходимость установки для проведения этой операции дополнительных механизмов и обеспечивает, таким образом, экономию на стоимости этих механизмов и занимаемой ими площади.
Жесткий монтаж захватов литейной формы на .каретке позволяет обеспечить их перемещение над подопочной плитой на постоянной высоте с гарантированным по ходу перемещения зазором и использовать движение каретки в сторону выбивной решетки для проведения одновременно с перемещением формы операции очистки подопочной плиты, осуществляемой с помощью смонтированной на дальнем от выбивной рётешки захвате системы элементов очистки, что позволяет обеспечить экономию за счет исключения специальных механизмов для проведения указанной операции и занимаемой ими площади.
Выполнение плиты выдавливания с системой элементов очистки внутренних стенок позволяет качественно очистить стенки от остатков формовочной смеси, что повышает надежность работы установки за счет исключения возможности зависания опок при движении плиты выдавливания вверх.
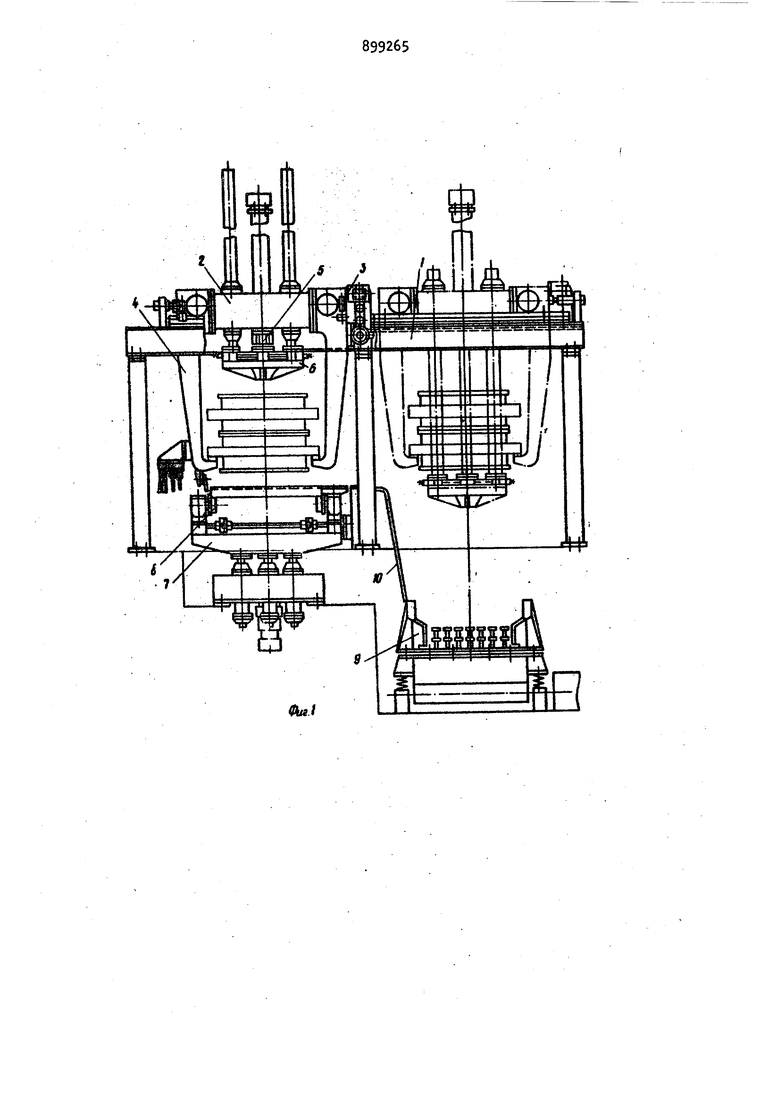
На фиг. 1 изображена выбивная установка (вид спереди); на фиг. 2 - систма элементов очистки подопочных плит; на фиг. 3 - вид А на фиг.2; на фиг. элементы системы очистки на внутренни стенках опок.
Установка включает следующие основные узлы: опорную раму 1, каретку 2 с приводом ее перемещения 3, захваты .литейной формы, механизм выдавливания 5 с плитой выдавливания 6, подъемный стол 7 с секцией рольганга 8, выбивную решетку 9 и склиз 10, скре-бок грубой очистки 11 подопочной плиты, скребок 12 с амортизирующей подвеской для очистки выступов и впадин профильной подопочной плиты, щетку
13 для финишной очистки подопочной плиты,скребки 1 с амортизирующей подвеской для очистки внутренних стенок опок, раму 15 для установки скребков очистки внутренних стенок опок,трубопровод 16 обдува плиты выдавливания.
Рама 1 состоит из двух продольных балок, на которых размещаются рельсы и рейки, торцы балок закреплены связями, на которых установлены концевые упоры, балки покоятся на шести опорны стойках.
Захваты t жестко закреплены на каретке 2.
Механизм выдавливания 5, исходя из расчетного усилия выдавливания, оснащен двумя гидроцилиндрами,каждый из которых снабжен парой направляющих, причем концы каждой пары направляющих и штока каждого из цилиндров прикреплены отдельно к своей плите 5 выдавливания кома.
Каретка 2 имеет опорные катки, по паре с каждого конца, на которых она перемещается по рельсам рамы 1. Для обеспечения направления движения каретки 2 по рельсам рядом с опорными катками устанавливатся ролики с вертикальной осью вращения, причем зазод между роликом и головкой рельса регулируется с помощью эксцентриковой оси ролика.
Привод перемещения 3 каретки 2 состоит из пары цилиндрических шестерен, входящих в зацепление с рейками, расположенными на балках рамы 1 установки. Оси шестерен, установленные . в подшипниках, соединяются через муфты с тихоходным валом цилиндрического редуктора, привод которого осуществляется гидромотором. Такой привод обеспечивает точные фиксированные положения на концевых упорах каретки 2 с захватами i в позициях над подопочной плитой и выбивной решеткой
Система очистки подопочных плит смонтирована на нижнем конце захвата 4, дальнего от выбивной решетки 9. Скребки 12 для очистки выступов и впадин профильной подопочной плиты имеют оси, гуммированные резиной,что обеспечивает их упругую подвеску. Скребки для очистки выступов смонтированы несколько впереди скребков для очистки впадин с целью наиболее полного захвата смеси. Перед ними смонтированы скребок грубой очистки 11, а позади .них щетка 13 для финишной очистки. 78 Склиз 10 для сброса с подоночной плиты очищаемой смеси смонтирован между краем подъемного стола, на котором размещается подопочная плита, и выбивной решеткой, что позволяет избежать просыпи смеси. Скребки .1 для очистки внутренних стенок опок выполнены с амортизирующей подвеской {оси гуммированы резиной) и смонтированы на раме 15 причем высота рамы выбрана из расчета заполнения объема, образованного между плитой выдавливания, рамой, скребками и стенкой опоки, максимально воз можным количеством смеси, отделяемой .от стенок в процессе их очистки. Для сброса очищенной со стенок опок смеси на выбивную решетку под скребками очистки 1i( смонтирован трубопровод обдува 16. Работа установки осуществляется следующим образом. Залитая форма на подопочной плите поступает по приводному рольгангу на позицию подъемного стола 7, при этом каретка 2 с захватами 4 находится в исходной позиции над подъемным сто;Лом 7. Подъемный стол 7 опускается вниз с подопочной плитой, а залитая форма зависает на захватах 4, после чего с помощью привода 3 производится перемещение каретки 2 с захватами k и залитой формой на позицию выбивной решетки Э. В процессе перемещения производится очистка подопочной плиты от смеси элементами системы очистки 11-13, прикрепленными к захвату k на кронштейне. В позиции над выбивной решеткой производится выдавливание кома смеси с отливкой из опок с помощью механизма выдавливания 5. Плита выдавливания 6, прикрепленная к направляющим и што ку цилиндра, перемещается вниз по всей высоте литейной формы, произво дя одновременно с выдавливанием кома смеси очистку стенок опок с помощью элементов 14 и 16. Ком смеси с отливкой падает на выбивную решетку 9, где происходит разделение формовочной смеси и отливки. Плита выдавливания 6 возвращается в крайнее верхнее положение, осуществляя дополнительную очистку стенок опок элементами 1A, а каретка 2 с захватами k и висящими на них пустыми опокйми перемещается в позицию над подъемным столом 7 Подъемный стол 7 вместе с подопочной плитой поднимается в верхнее положение, при этом происходит установка пустых опок на подопочную плиту с одновременным освобождением пустых опок от захватов .Освобожденные от формовочной смеси опоки и подопочная плита по секции приводного рольганга 8, установленной на подъемном столе 7., передаются на участок формовки, а другая залитая форма на подопочной плите поступает в установку, и цикл повторяется. Предлагаемая конструкция установки позволяет производить непосредственно в ней разделение потоков перемещения пустых опок и подопочных плит в различных направлениях. Для этого подъемный стол 7 при переходе каретки 2 в позицию над выбивной решеткой 9 делаетдополнительный ход в крайнее верхнее положение для раздельной выдачи подопочной плиты в направлении подачи оНок к формовочному участку. При дополнительном ходе подъемно-, го стола 7 вниз подопочная плита устанавливается на Секцию приводного рольганга, размещенного перпендикулярно секциям рольганга подачи залитых форм и выдачи пустых опок. Таким образом подопочные плиты и пустые опоки подаются во взаимно перпендикулярных направлениях. Конструкция установки позволяет осуществлят ь непосредственно в ней операцию оч стки подопочных плит, которую в настоящее время осуществляют на специальных механизмах вне установки, а также проводить качественную oчиctкy внутренних стенок опок ОТ остатков формовочной смеси. Предлагаемая установка в соответствии с .заявляемым техническим решением обеспечивает, таким образом, проведение на ней комплекса операций по выбивке форм, очистке подопочных плит и очистке внутренних стенок опок, а также позволяет производить разделение потоков перемещения пустых опок и подопочных плит о Применение установки позволяет за счет упрощения конструкции, повышения надежности в работе, снижения мощности привода и совмещения операций обеспечить получение экономического эффекта при ее эксплуатации, а также при изготовлении, который достигается за счет снижения затрат на ее изготовление, сокращения затрат ня промежуточный и капитальный ремонт, экономии площадей и экономии электроэнергии, расходуемой на обеспечение работы приводов, и составляет при использовании установки в формовочной линии около 30,0 тыс.руб. в год. Формула изобретения 1.Установка для выбивки литейных форм, содержащая опорную раму с направляющими, приводную каретку со смонтированным на ней механизмом выдавливания с захватами, а также выбивную решетку, отличающаяся тем, что, с целью упрощения конструкции установки, повышения надежности, снижения мощности приводов, на позиции приема формы установлен подъемный стол со смонтированной на нем секцией рольганга с возможностью при опускании стола посадки на неприводные захваты опорного пояса нижней опоки. 2.Установка по п.1, о т л и ч а ю щ а я с я тем, что, с целью обеспечения разделения на ней потоков перемещения пустых опок и подопочных плит, подъемный стол выполнен с возможностью дополнительного хода вверх или вниз. 3.Установка по пп. 1 и 2, о т личающаяся тем, что, с 8 10 целью обеспечения проведения на ней операции очистки подопочных плит, дальний от выбивной решётки захват снабжен установленной на его нижнем конце системой очистки подопочных плит, а между краем подъемного стола, ближним к выбивной решетке, и самой решеткой смонтирован склиз для сброса счищаемой формовочной смеси. k. Установка по п,3, отличающая с я тем, что система очистки подопочных плит выполнена в виде жестко закрепленного на кронштейне скребка грубой очистки, скребков с амортизирующей подвеской для более тонкой очистки и щетки финишной очистки, 5. Установка поп.1,отличающ а я с я тем, что, с целью повышения надежности работы установки, она снабжена установленной на верхней плоскости плиты выдавливания системой очистки внутренних стенок опок в виде скребков с амортизирующей подвеской, смонтированных на раме, а под скребками смонтирован трубопровод обдува плиты для сброса смеси на выбивную решетку. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 561620, кл. В 22 D 29/00, 1975. 2.Автоматические установки отливок. Реферат 12Г19, РЖ ТОЛП, 197+.



| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Автоматическая линия для производства многономенклатурного литья | 1980 |
|
SU942882A1 |
| Автоматическая литейная линия | 1977 |
|
SU806257A1 |
| Автоматическая литейная линия | 1979 |
|
SU865525A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ И УСТАНОВКА ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2015836C1 |
| Установка для выбивки литейных форм | 1980 |
|
SU929318A1 |
| Автоматическая линия изготовления отливок | 1982 |
|
SU1066742A1 |
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Автоматическая линия для производства отливок по вакуум-процессу | 1978 |
|
SU766744A1 |