W
с Изобретение относится к резиново промьпаленнЬсти, в частности к разра ботке способа поверхностной модификации резинотехнических изделий. Известен способ поверхностной мо дификадии- резинотехнических издел™ включающий смачивание их поверхност фторкеросином, обработку в тлеющем электрическом разряде в вакууме, на сение слоя полимера на ПОВЕРХНОСТЬ изделий и повторную обработку в тле ющем разряде f , Однако известный способ не позво ет увеличить адгезию слоя полимера к изделиям. Цель изобретения - повышение адгезии слоя полимера к изделиям. Поставленная цель достигается тем5 что согласно способу поверх- постной модификации резинотехнических изделий, включающему смачивание ик поверхности фторкеросином, обработку в тлеющем электрическом разря де в вакуз 5е, нанесение слоя полиме ра на поверхность изделий и повтор эную обработку в тлеющем разряде, после смачивания фторкеросином проводят термообработку в течение 1-2,4 при 90-150С с последующими охлаждением и сушкой. Пример, Предлагаемым спосо;бом проводят модифицирование резин на основе диенового каучука, напри мер бутадиенового ИРП-2043, 51-1433 5t-l567 и 51-6001. Образец резины 150x150x2 мм смач вают фторкеросином, путем опускания в емкость с фторкеросином. Затем с образцом помещают в сушил емкость ный шкаф, нагревают до 90-150 С и выдерживают при данной температуре 1-2 ч., Температуру выбирают на 1520 ниже температуры вулканизапии соответствующей смеси, что обеспечивает максимальную диффузию фторкеросина в поры изделий и вместе с тем исключает дополнительную подвулканизацию резины. После этого, образец охлаждают вместе с сушильным шкафом, извлекают из емкости с фторкеросином и сушат на воздухе до исчезновения следов влаги. Затем образец помещают в цилиндрическую камеру лабораторной стеклянной установки, в которой создают вакуум до давления мм рт, ст. Тлеющий разряд возбуждают с помощью источника питания пзтем подачи на расположенные внутри камеры зле.ктроды напряжения 600 В с частотой 50 Гц. При возникновении разряда и непрерывном откачивании дав ление в камере сначала возрастает, а затем постепенно уменьшается. Обработку разрядом прекращают при получении остаточного давления ммрт.ст. (обычно через 2-3 ч после включения источника питания) .. После этого, образец вынш- ают из к&меры и опускают в эмульсию политетрафторэтилена, например марки Ф-4-Д, сушат на воздухе и вновь помещают в указанную установку, в которой создают вакуум 10- 10 ммрт.ст, и зажигают тлеющий разряд при разности потенциалов между электродами 600-800 В и силе тока 0,15-0,3 А, что соответствует при объеме камеры 3 л удельной мощности разряда 0,0030,008 Бт/смз. Данные по адгезии полимерного покрытия, представлены в таблице.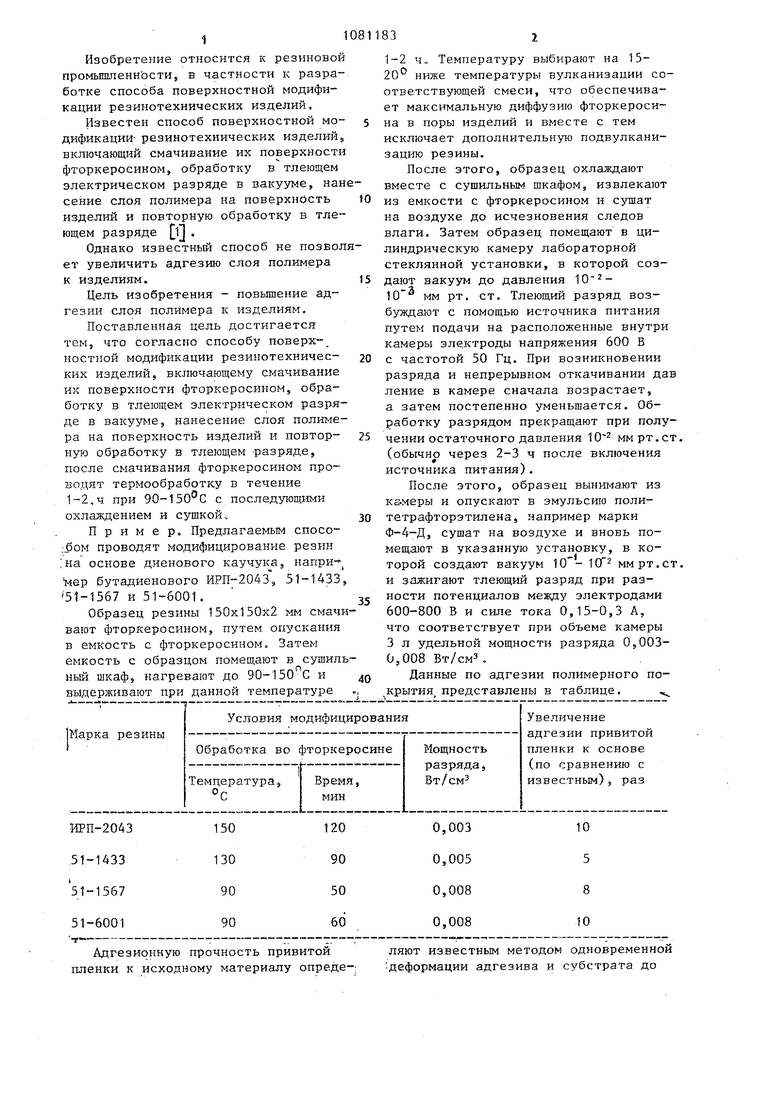
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ФТОРСОДЕРЖАЩЕЙ РЕЗИНЫ | 2014 |
|
RU2580722C1 |
| Способ поверхностной модификации резино-технических изделий | 1979 |
|
SU988836A1 |
| СПОСОБ ПОВЕРХНОСТНОГО МОДИФИЦИРОВАНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1985 |
|
RU1438069C |
| Способ модификации поверхности эластомера | 2016 |
|
RU2640768C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2144930C1 |
| Способ поверхностной модификации резинотехнических изделий | 1987 |
|
SU1616931A1 |
| Способ модификации поверхности полимерных изделий | 1988 |
|
SU1684084A1 |
| Способ обработки изделий из пористыхМАТЕРиАлОВ | 1979 |
|
SU836407A1 |
| Способ обработки поверхности фторсодержащей резины | 2019 |
|
RU2758411C2 |
| СПОСОБ ПОВЕРХНОСТНОГО МОДИФИЦИРОВАНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1985 |
|
RU1418972C |
СПОСОБ ПОВЕРХНОСТНОЙ МОДИФИКАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ, включающий смачивание их поверхности фторкеросином, обработку в тлеющем электрическом разряде в вакууме, нанесение слоя полимера на поверхность издeJ ий и повторную обработку в тлеющем разряде, отличающийс я тем, что, с целью повышения адгезии слоя полимера к изделиям, после смачивания фторкеросином про.водят термообработку в течение. 1-2 ч при 90-150с с последующими охлаждением и сушкой.
Адгезионную прочность привитой пленки к исходному материалу опреде-;
ляют известным методом одновременной деформации адгезива и субстрата до 3 нарушения адгезионного вэаимодействия (см. таблицу), В результате испытаний установлено, что использование предлагаемого способа позволяет в 5-10 раз 1081183 увеличить адгезию между модифнщуованным полимерным cnoew и исходным резиновым изделием по сравнению с известным, что в свою очередь уве5 личивает срок эксплуатации резинотехнических изделий.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ поверхностного модифицирования резинотехнических изделий | 1977 |
|
SU642950A1 |
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
