Изобретение относится к технологии поверхностной обработки фторсодержащей вулканизованной резины для крепления ее к фторполимерам, а именно стекловолокнонаполненному политетрафторэтилену (Ф4С25: фторопласт-4, содержащий 25 вес.% стекловолокна), и может быть использовано в производстве резинотехнических изделий для автомобильной промышленности.
Известно использование различных способов обработки поверхности резины перед склеиванием: физических (механических), химических, физико-химических (Вострокнутов Е.Г. и др. - В кн.: Машины и технология переработки каучуков, полимеров и резиновых смесей. Ярославль, ЯПИ, 1972, с. 26-32; Д.А. Кардашов, А.П. Петрова. Полимерные клеи. Создание и применение. - М.: Химия, 1983, с. 165-167).
При физическом способе обработки поверхности резины под склеивание используется абразивная обработка струйным методом и зачистка поверхностей шероховкой (рашпиль, стальная щетка) или шлифованием (шкурка). Для улучшения смачивания резины клеем и повышения прочности клеевых соединений проведение механической обработки обычно проводится в среде некоторых реагентов (например, мономера, растворителя, используемого в составе клея, и др.).
При химическом (электрохимическом) способе подготовки поверхности (травлении) резины изменяются ее химические и физические свойства. После травления обязательна промывка деталей проточной холодной водой до нейтральной реакции промывной воды. Сушку деталей после промывки производят в помещении обдувкой сжатым воздухом, нагретым от 50 до 110°С. Для подготовки поверхности резин используют серную кислоту H2SO4 с концентрацией 80-93%. Продолжительность выдержки при обработке поверхности зависит от типа резин и концентрации серной кислоты. Данный способ совершенно не пригоден для обработки резинотехнических изделий из фторполимеров ввиду их высокой кислотоустойчивости.
Известна технология поверхностной обработки вулканизованной резины (патент РФ №2144930 от 05.08.1999 / Способ модификации поверхности резинотехнических изделий // Тигашов М.А.; Гуринович Э.Г.; Куканов О.М.; Удовиченко С.Г.; Суханов В.Д.; Кочетков В.Н.; Грешняев В.А.). Модификацию поверхности изделий осуществляют путем обезжиривания тампонированием поверхности резиновых изделий в том же растворителе, в котором проводят последующую обработку поверхности раствором модификатора. Последний представляет собой 1,5-2,0%-ный раствор производных перфторполиоксаалкиленкарбоновых кислот или сульфокислот во фтор- или фторхлорсодержащем растворителе. Обработку проводят в течение 1-2 мин при температуре кипения раствора модификатора с последующей сушкой при 60-80°С в течение 1,5-2 ч в потоке воздуха.
Техническим результатом изобретения является придание антифрикционных свойств поверхности резинотехнических изделий и снижение многостадийности процесса модификации.
Известен способ модификации поверхности резинотехнических изделий путем обезжиривания поверхности и обработки ее раствором модификатора с последующей сушкой (авт. свид. SU №1700015 от 03.01.1989 / Способ модификации поверхности резиновых изделий // А.Н. Москвичев, С.Ф. Тумаков, С.А. Воронин, С.Ю. Дудкина, Н.Н. Чуваткин, Л.С. Богуславская, А.В. Карташов). Обезжиривание поверхности проводят в растворе эмульгатора (ОП-7, ОП-10) с последующей промывкой, сушкой и выдерживанием во фреоне для удаления влаги. При последующей обработке в качестве раствора модификатора используют растворы фторидов галогенов. После обработки раствором модификатора изделия промывают во фреоне, нейтрализуют остатки захваченного поверхностью и непрореагировавшего фторида галогена (например, BrF3) в водном растворе сульфита натрия, промывают и сушат. Данный способ позволяет повысить износостойкость изделия, придав поверхности антифрикционные свойства. Однако технологически способ достаточно сложен, а используемые химикаты токсичны.
Известен способ обработки поверхности пористых резин (авт. свид. SU №943262 от 15.01.80 / Способ предклеевой обработки поверхности пористых резин // Карпова Л.К., Косинцева Г.А., Каблов В.Ф., Огрель С.М., Целкович М.Г.). Предлагаемый способ осуществляется на образцах пористых подошвенных резин, прикрепляемых друг к другу с помощью резинового клея на основе хлоропренового каучука. Предклеевая обработка поверхности проводится путем нанесения металлической щеткой отверстий диаметром 2 мм. Резиновый клей на основе хлоропренового каучука не пригоден для склеивания фторсодержащей резины и политетрафторэтилена (ПТФЭ).
Известно использование карбофункциональных кремний-органических производных, в частности 3-аминопропилтриэтоксисилана (АГМ-9), для обработки поверхностей полимеров (Моцарев Г.В., Соболевский М.В., Розенберг В.Р. Карбофункциональные органосиланы и органосилоксаны. - М.: Химия, 1990, с. 124; Новицкая С.П., Нудельман З.Н., Донцов А.А. Фторэластомеры. М.: Химия, 1988. - с. 180). Однако при этом наблюдается низкая прочность соединения резины и ПТФЭ.
Известно введение в состав резины модифицирующей добавки Р-152 (четвертичной аммонийной соли 1,8-диазобицикло[5,4,0]-ундецена-7 и новолачной смолы) для увеличения адгезии резин на основе фтор- и эпихлоргидринкаучуков (Нудельман З.Н. Фторкаучуки: основы, переработка, применение. М.: ООО ПИФ РИАС, 2007. - 364 с).
Известен способ химический способ обработки поверхности ПТФЭ, который обеспечивает равномерность обработки ПТФЭ и высокую адгезионную прочность (Ковачич Л. Склеивание металлов и пластмасс: пер. со словац. /Под ред. А.С Фрейдина. - М.: Химия, 1985. - 240 с.). Сущность способа заключается в обработке ПТФЭ в течение 5-15 минут при 20°С раствором натрий-нафталинового комплекса в тетрагидрофуране. Затем ПТФЭ промывают ацетоном, водой и сушат. Данный способ после усовершенствования был применен для усиления адгезии стекловолокнонаполненного ПТФЭ и фторсодержащей резины (патент РФ №2400493 от 27.08.2008 / Способ обработки поверхности стекловолокнонаполненного политетрафторэтилена // Зуев А.В., Панова Л.Г., Пичхидзе С.Я.; патент РФ №2446198 от 27.12.2010 / Способ обработки поверхности стекловолокнонаполненного политетрафторэтилена // Таганова В.А., Пичхидзе С.Я.). Способ технологически сложен ввиду достаточной горючести используемых реагентов.
Известны способы модификации поверхности резинотехнических изделий в интересах уменьшения коэффициента трения путем прививки к их поверхности фторорганических соединений в тлеющем разряде (авт. свид. SU №988836 от 25.09.1979 / Способ поверхностной модификации резинотехнических изделий // Духовской Е.А., Клейман A.M., Пономарев А.Н., Силин А.А., Скок В.М., Тальрозе В.Л., Хомяков А.В.), нанесения полимерной композиции, включающей фторкаучук и антифрикционный наполнитель, с использованием предварительной обработки изделия в плазме тлеющего разряда (авт. свид. SU №1656851 от 15.06.1994 / Способ получения антифрикционного покрытия на поверхности резинотехнического изделия // Хмеленко Т.М., Пономарев А.Н., Абдрашитов Э.Ф.), смачивания поверхности фторкеросином, термообработки, обработки в тлеющем разряде и последующего нанесения слоя полимера (авт. свид. SU №1081183. - 1984 / Способ поверхностной модификации резинотехнических изделий // Хомяков А.В., Тальрозе В.Л., Тихомиров Л.А., Силин А.А., Пономарев А.Н., Клейман A.M., Залавков В.А., Духовской Е.А.). Обработка полимеров (ленты из высокомолекулярного полиэтилена и наполненного ПТФЭ) тлеющим разрядом в вакууме проводится при следующих параметрах процесса: остаточное давление 13-27 Па, напряжение 1100 В, сила тока 0,29-0,39 А, продолжительность 25-30 с. Все эти способы позволяют производить эффективную модификацию поверхности резиновых изделий, но осуществление их технологически сложно из-за использования стадии обработки поверхности в тлеющем разряде.
Для повышения адгезии фторполимеров, в частности ПТФЭ, обычно используются приемы модифицирования его поверхности плазмой. Под действием плазмы поверхность ПТФЭ очищается от загрязнений и происходит ее гидрофилизация, что приводит к увеличению прочности связи при склеивании (Данилин Б.С. Применение низкотемпературной плазмы для травления и очистки материалов. - М.: Энергоатомиздат, 1987. - 264 с.; Трофименко К.А., Кучеева Е.А. Плазмохимическая модификация поверхности тефлона. XXX Гагаринские чтения. Тезисы докладов международной молодежной научной конференции, т. 6., М.: ЛАТМЭС, 2004. - с. 23-24). Однако в данном случае наблюдается недостаточная прочность соединения резины и ПТФЭ.
Наиболее близким к предлагаемому способу является способ подготовки поверхности полимерных материалов перед склеиванием: поверхность изделий из полимеров подвергают механической обработке электрокорундом и последующему воздействию тлеющего разряда в установке "Булат-6" при напряжении 1000 В и давлении в камере 1*10-2 -1*10-3 мм рт. ст. в течение 15±5 мин. Склеивание фторопласта с резиной проводили клеем после высушивания под давлением 0,2 кгс/см в течение суток (Патент РФ на изобретение №2126810 от 01.08.1997 / Способ подготовки поверхности полимерных материалов перед склеиванием // Н.В. Булатова, М.Х. Нурутдинов, В.И. Ермаков - прототип).
Недостатками известных способов являются низкая прочность соединения резины и фторполимеров, технологическая сложность и длительность процесса склеивания (не менее 24 часов).
Задачей изобретения является достижение высокой прочности крепления фторсодержащей резины к поверхности стекловолокнонаполненного политетрафторэтилена при сокращении времени технологического процесса.
Техническим результатом является повышение адгезионной прочности соединения резины и стекловолокнонаполненного политетрафторэтилена, при сокращении времени процесса склеивания.
Поставленная задача решается тем, что на поверхность фторсодержащей резины посредством магнетронного распыления наносят слой алюминия толщиной 5…10 нм с последующей промывкой поверхности для удаления избытка алюминия и сушкой.
Промывку поверхности осуществляют водным раствором смеси 3..5%-ной азотной и 3…5%-ной соляной кислот в течение 1-2 мин, а затем водой в течение 1-2 мин.
Сушку осуществляют при температуре 70-90°С в течение 5-7 мин.
Магнетронное распыление алюминия осуществляют при плотности тока разряда 0,1…0,2 мА/см2 и скорости роста пленки алюминия 1-2 нм/с.
Пример осуществления способа.
Для повышения адгезионных характеристик, в результате физической модификации поверхности фторполимера (ФП) использовалось магнетронное распыление (MP) металла (алюминия). Алюминий на образцы фторсодержащей резины 420-264 В/5 перекисной вулканизации на основе фтористого каучука СКФ-264 В/5 [Кочеткова Г.В., Логинов Б.А. Новые марки отечественных каучуков. Рос. хим. ж. (Ж. Рос. хим. об-ва им. Д.И.Менделеева), 2008, т. LII, №3, с. 23-25; Васильев О.М., Пичхидзе С.Я., Юровский B.C., Устинова Т.П., Кононенко С.Г. / Эластомерные композиции на основе фторкаучуков перекисной вулканизации для автомобилей ВАЗ // Пластические массы, №1, 2009. - С. 52-53] наносился с помощью магнетронно-распылительной системы (МРС) на основе вакуумного универсального поста ВУП-4 при давлении аргона 10-12 Па, разности потенциалов между катодом и анодом 150-200 В, плотности тока разряда 0,1…0,2 мА/см2. Скорость роста пленки металла составляла 1-2 нм/с, наносился слой алюминия толщиной от 5 до 10 нм. Для промывки поверхности от избытка алюминия изготавливали водный раствор смеси азотной и соляной кислот, для чего 3 г азотной кислоты HNO3 и 3 г соляной кислоты растворяли в 94 г воды. Промывку водным раствором смеси кислот осуществляли в течение 1-2 мин. Затем для удаления избытка кислот, поверхность промывали водой в течение 1-2 мин. и сушили в течение 5-7 мин. при температуре 70-90°С. Для удаления избытка смеси водного раствора кислот с модифицированной поверхности резины (нейтрализации поверхности) также может быть использован раствор щелочи, например, 3…5%-ный водный раствор NAOH, а в качестве водного раствора смеси кислот - азотной HNO3 и плавиковой HF.
Плазменную обработку поверхности резины по прототипу проводили на установке "Булат-6". Параметры обработки: напряжение 800 - 1000 В, давление в камере 1*10-2 - 1*10-3 мм рт. ст. После механической обработки и обработки тлеющим разрядом склеивание полимеров проводили клеем «Лейконат», табл. 1. Такая обработка поверхности обусловливает образование химически активных свободных радикалов. В результате химических реакций с участием этих радикалов на поверхности резины появляются полярные группы, образуются непредельные связи, способствующие при взаимодействии с компонентами клея образованию привитых сополимеров.
В заявленном техническом решении соединение фторсодержащей резины с образцами стекловолокнонаполненного ПТФЭ марки Ф4С25 проводили в вулканизационном прессе при 165-170°С в течение 5-6 минут.
Определение прочности адгезионного взаимодействия резин и стекловолокнонаполненного ПТФЭ марки Ф4С25 проводилось по ГОСТ 6768-75 [ГОСТ 6768-75. Резина и прорезиненная ткань. Метод определения прочности связи между слоями при расслоении. М.: ИПК стандартов. - 6 с].
Оценка адгезионной прочности соединений контрольных образцов из фторсодержащей резины 420-264 В/5 с нанесенным на поверхность слоем алюминия и Ф4С25 выполнена методом межслоевого расслаивания на универсальной испытательной машине ИР 5082-100. При этом определялось усилие, необходимое для разделения слоев резины и Ф4С25. Испытывался образец шириной (25±0,5) мм, толщиной 4 мм и длиной, обеспечивающей расслоение на участке не менее 100 мм, скорость перемещения подвижного захвата 100 мм/мин. Адгезионная прочность соединения увеличивается при использовании поверхностно модифицированной алюминием резины и Ф4С25. Результаты исследования приведены в табл. 1.
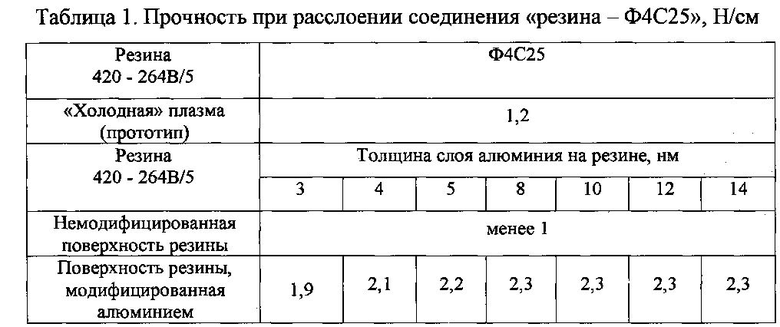
Анализ результатов показал, что прочность связи «резина-Ф4С25» после нанесения на резину магнетронно-распыленного алюминия слоем 5-10 нм примерно в два раза превышает значение прочности связи при обработке «холодной» плазмой или без обработки. Технический результат изобретения не достигается при нанесении слоя алюминия толщиной меньше 5 нм ввиду неполноты модифицирования поверхности фторсодержащей резины, а более 10 нм - экономически нецелесообразен ввиду перерасхода алюминия и наблюдения максимума по адгезионной прочности с Ф4С25. Смеси водной 3…5%-ной азотной и 3…5%-ной соляной кислот достаточно для обработки поверхности резины после напыления, более высокая концентрация смеси кислот экономически нецелесообразна, а меньшая концентрация приводит к неполному удалению избытка алюминия. Промывки водой в течение 1-2 мин. достаточно для удаления избытка смеси водного раствора кислот. Последующая сушка в течение 5-7 мин при температуре 70-90°С необходима для полного удаления влаги с поверхности резины, что приводит к увеличению прочности связи при склеивании фторсодержащей резины и стекловолокнонаполненного ПТФЭ. В целом данный процесс (подготовка поверхности резины и склеивание) по продолжительности проходит в течение одного часа, что значительно меньше известного способа-прототипа.
Таким образом, прочность связи стекловолокнонаполненного ПТФЭ с резиной 420-264 В/5 на основе фтористого каучука СКФ-264 В/5 может быть повышена дополнительной модификацией поверхности фторсодержащей резины магнетронным распылением алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки поверхности фторсодержащей резины | 2019 |
|
RU2758411C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2010 |
|
RU2446198C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2008 |
|
RU2400493C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2015 |
|
RU2602903C1 |
| СПОСОБ МОДИФИКАЦИИ РЕЗИН | 2002 |
|
RU2230077C2 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2556111C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРИКОСТНОГО СТОМАТОЛОГИЧЕСКОГО ИМПЛАНТАТА С УГЛЕРОДНЫМ НАНОПОКРЫТИЕМ | 2012 |
|
RU2490032C1 |
| Способ модификации поверхности эластомера | 2016 |
|
RU2640768C1 |
| СПОСОБ ПОВЕРХНОСТНОГО МОДИФИЦИРОВАНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1985 |
|
RU1418972C |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ РЕЗИНОТЕХНИЧЕСКОГО ИЗДЕЛИЯ | 1987 |
|
RU1656851C |
Изобретение относится к технологии поверхностной обработки фторсодержащей резины для крепления ее к фторполимерам и может быть использовано в производстве резинотехнических изделий для автомобильной промышленности. Способ обработки поверхности фторсодержащей резины для крепления стекловолокнонаполненного политетрафторэтилена осуществляют нанесением на поверхность фторсодержащей резины слоя алюминия толщиной 5-10 нм посредством магнетронного распыления при плотности тока разряда 0,1-0,2 мА/см2 и скорости роста пленки алюминия 1-2 нм/с с последующей промывкой водным раствором смеси 3-5% азотной и 3-5% соляной кислот в течение 1-2 мин, затем водой в течение 1-2 мин и сушкой в течение 5-7 мин при температуре 70-90°С. 3 з.п. ф-лы, 1 табл.
1. Способ обработки поверхности фторсодержащей резины для крепления стекловолокнонаполненного политетрафторэтилена, заключающийся в нанесении на поверхность фторсодержащей резины слоя алюминия толщиной 5-10 нм посредством магнетронного распыления с последующей промывкой поверхности для удаления избытка алюминия и сушкой.
2. Способ по п. 1, характеризующийся тем, что промывку поверхности осуществляют водным раствором смеси 3-5%-ной азотной и 3-5%-ной соляной кислот в течение 1-2 мин, а затем водой в течение 1-2 мин.
3. Способ по п. 1, характеризующийся тем, что сушку осуществляют при температуре 70-90°C в течение 5-7 мин.
4. Способ по п. 1, характеризующийся тем, что магнетронное распыление алюминия осуществляют при плотности тока разряда 0,1-0,2 мА/см2 и скорости роста пленки алюминия 1-2 нм/с.
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПЕРЕД СКЛЕИВАНИЕМ | 1997 |
|
RU2126810C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2010 |
|
RU2446198C1 |
| Способ поверхностной модификации резино-технических изделий | 1979 |
|
SU988836A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ РЕЗИНОТЕХНИЧЕСКОГО ИЗДЕЛИЯ | 1987 |
|
RU1656851C |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ СТЕКЛОВОЛОКНОНАПОЛНЕННОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2008 |
|
RU2400493C2 |

