В ОСНОВНОМ авт. св. № 104230 опи-ан фасонный резец для обработки параболических поверхностей. В этом резце режущая кромка выпо: нена в виде эллипса, большая ось которого расположена под выбранным углом к оси заданной параболическорг поверхности и проходит через ее вершипу в точке пересечения эллипса.
При изготовлении резца эллиптическую режущую кромку его выполняют посредством сечения трубы выбранного диаметра плоскостью, распололченной под некоторым углом к оси заготовки.
Предлагаемый резец является дальне11шим развитием резца по основному авторскому свидетельству, заключающимся в том, что его применяют для обработки и других поверхностей, имеющих в меридиональном сечении кривые второго порядка в виде гриба или чаши: гиперболоидальпые, эллипсоидальные и сферические.
На фиг. 1 схематически показан предлагаемый резец при изготовлении сферы; на фиг. 2 - при изготовлении эллипсоидальных иоверхностей; на фиг. 3 - при изготовлении пшерболоидальных поверхностен; на фиг. 4 - при изготовлении параболоидальных поверхностей.
Резцы выполняются в виде гладкой стальной круглой трубы, режущей частью которой является плоский ее торец, соприкасающийся в процессе резания с поверхностью обрабатываемой заготовки по всему периметру. При изготовлепии вогнутых поверхностей режущей частью торца является внешний обвод. При изготовлении выпуклых поверхностей режущей частью торца является внутренний обвод. Резец неподвижно укрепляется в суппорте станка, заготовка вращается на шпинделе станка.
Плоскость среза торца с осью цилиндра резцов может составлять различные углы, ,в зависимости от формы изготавливаемой поверхности.
№ 108255- 2-
В случае изготовления сферы этот угол равен 90°. Для остальных трех поверхностей этот угол отличен от 90°.
Относительное положение осей - оси вращения заготовки и оси цилиндра резцов - также различно при изготовлении различных поверхностей.
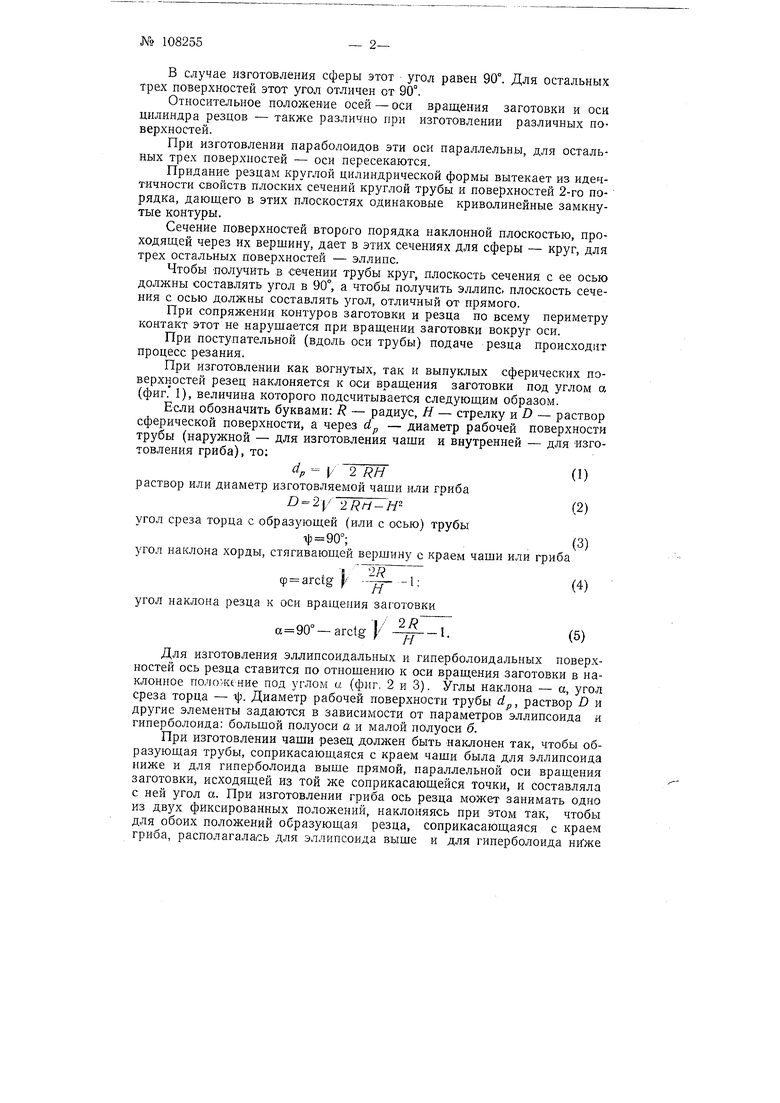
При изготовлении параболоидов эти оси параллельны, для остальных трех поверхностей - оси пересекаются.
Придание резцам круглой цилиндрической формы вытекает из идечтичности свойств плоских сечений круглой трубы и поверхностей 2-го порядка, дающего в этих плоскостях одинаковые криволинейные замкнутые контуры.
Сечение поверхностей второго порядка наклонной плоскостью, проходящей через их вершину, дает в этих сечениях для сферы - круг, для трех остальных поверхностей - эллипс.
Чтобы получить в Сечении трубы круг, плоскость сечения с ее осью должны составлять угол в 90°, а чтобы получить эллипс, плоскость сечения с осью должны составлять угол, отличный от прямого.
при сопряжении контуров заготовки и резца по всему периметру контакт этот не нарушается при вращении заготовки вокруг оси.
При поступательной (вдоль оси трубы) подаче резца происходит процесс резания.
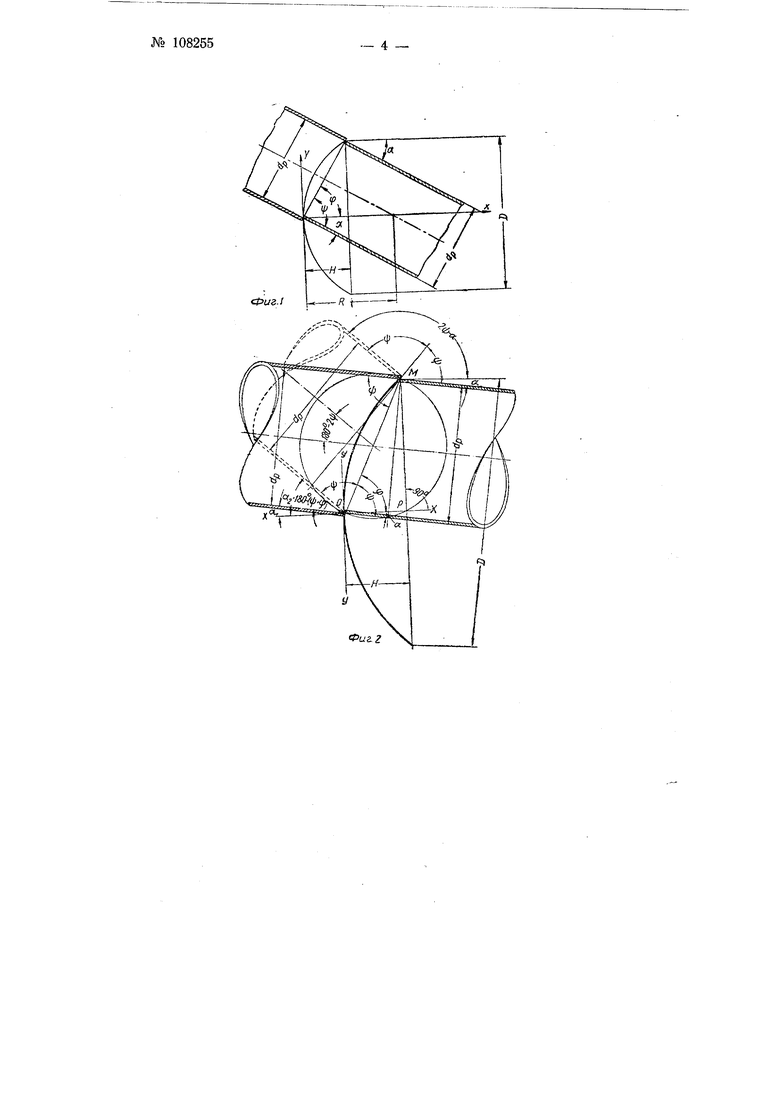
При изготовлении как вогнутых, так и выпуклых сферических поверхностей резец наклоняется к оси вращения заготовки под углом а (фиг. 1), величина которого подсчитывается следующим образом.
Если обозначить буквами: R - радиус, Я - стрелку и D - раствор сферической поверхности, а через dp - диаметр рабочей поверхности трубы (наружной - для изготовления чаши и внутренней - для изготовления гриба), то:
-- 2 RH(1)
раствор или диаметр изготовляемой чаши или гриба
D-2y 2RH-H (2)
угол среза торца с образ ющей (или с осью) трубы
г1; 90°;,(3)
угол наклона хорды, стягивающей вершину с краем чаши или гриба
9 arctg )/ - (4)
угол наклона резца к оси вращения заготовки
- arctg- )/ -- 1.(5)
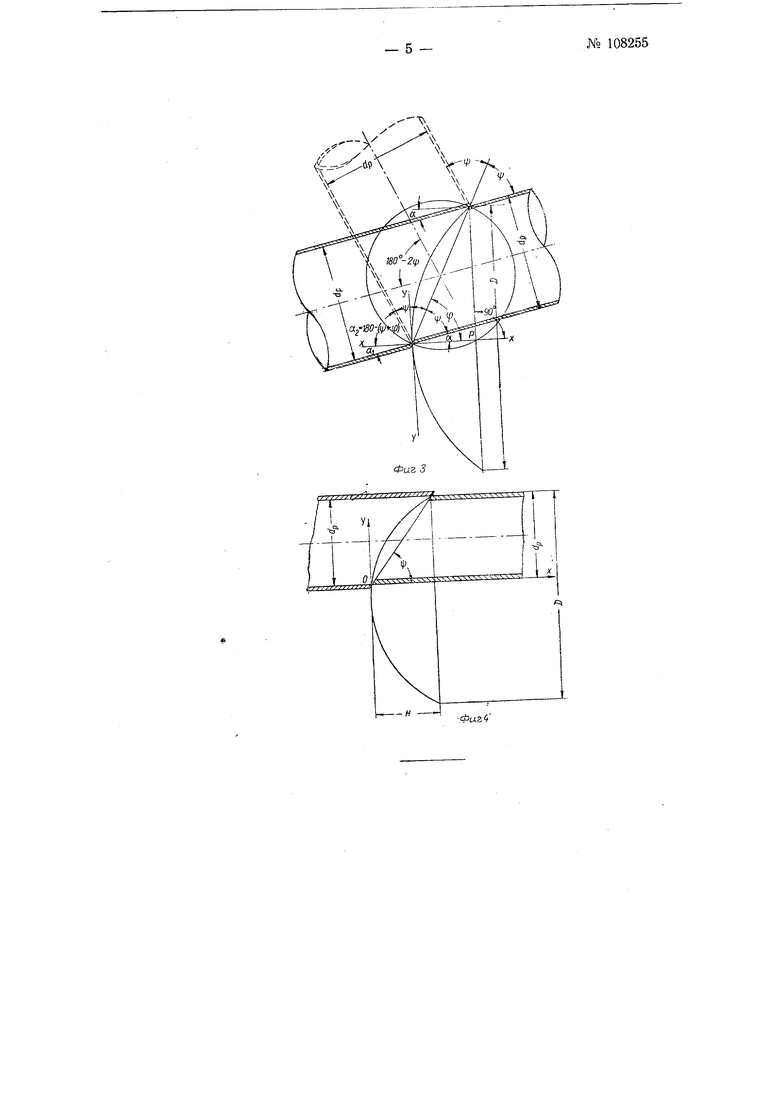
Для изготовления эллипсоидальных и гиперболоидальных поверхностей ось резца ставится по отношению к оси вращения заготовки в наклонное по.юже вне под углом и (фиг. 2 и 3). Углы наклона - а, уго.л среза торца - яр. Диаметр рабочей поверхности трубы dp, раствор D и другие элементы задаются в зависимости от параметров эллипсоида и гиперболоида: большой полуоси а и малой полуоси б.
При изготовлении чаши резец должен быть наклонен так, чтобы образующая трубы, соприкасающаяся с краем чаши была для эллипсоида ниже и для гиперболоида выше прямой, параллельной оси вращения заготовки, исходящей из той же соприкасающейся точки, и составляла с ней угол а. При изготовлении гриба ось резца может занимать одно из двух фиксированных положений, наклоняясь при этом так, чтобы для обоих положений образующая резца, соприкасающаяся с краем гриба, располагала|Сь для эллипсоида выше и для гиперболоида ниже
прямой, параллельной оси вращения гриба, исходящей из той же точки соприкосновения, и составляла с ней для первого положения угол аь для второго положения угол Cz.
Остальные параметры определяются по следующим формулам: диаметр рабочей поверхности трубы (наружной для чаши и внутренней для гриба)
л, (6)
раствор чаши или гриба
„ 1/ ., , Ъ ) 2 -
угол среза торца с образующей трубы
T|)arcsin
угол наклона хорды, стягивающей вершину с краем чаши или гриба Ф aгctg (в формулах (7), (8) и (9) знак «минус - для «плюс - для гиперболоида). углы наклона резца: а)при изготовлении чаши для эллипсоида )-ф для гиперболоида ) б)при изготовлении гриба (первое положение резца) для эллипсоида ai ip-ф для гиперболоида (второе положение резца). для обоих поверхностей а2 180°-(ф + Ф). При изготовлении как вогнутых, так и выпуклых поверхностей, оси резца устанавливаются параллел заготовки (фиг. 4). Диаметр рабочей поверхности резца для чаши и где параметр параболы в меридиональном сечени а / - фокус параболы в меридиональном сечении. Образующая трубы совпадает с осью вращения Угол среза торца
al: arctg -- ;(17)
а раствор чаши или гриба
Предмет изобретения
Применение резца по авт. св. № 104230 для обработки также других поверхностей, имеющих в меридиональном сечении кривые второго порядка: гиперболоидные, эллипсоидальные и сферические.
- 3 -№ 108255
н ± (7)
a±b
(8)
У + A/JfL а г /-/ rf,/5F77: .
D 2y2pH.(18. эллипсоида, а знак (10) (11) (12) (13) (14) параболоидальных но оси вращения риба (15) (16) аготовки.
Фиг. г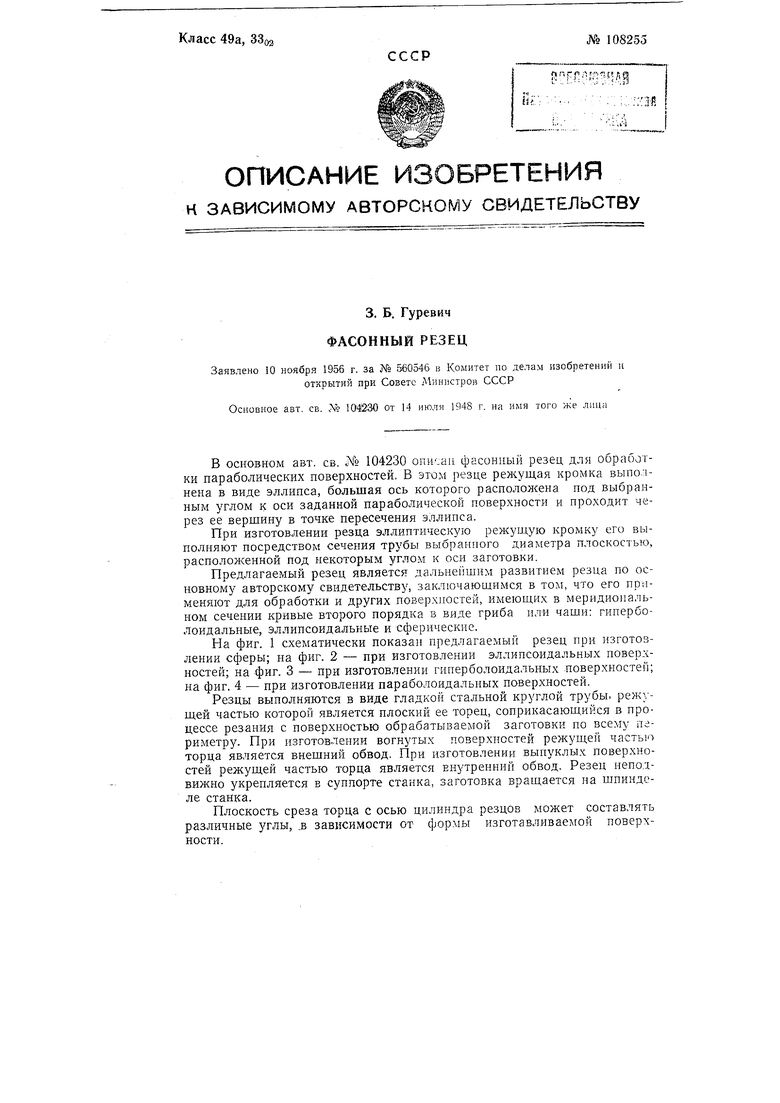
| название | год | авторы | номер документа |
|---|---|---|---|
| Фасонный резец для обработки параболических поверхностей | 1948 |
|
SU104230A1 |
| Фрезерно-шлифовальный станок для обработки тел вращения | 1959 |
|
SU129965A1 |
| Станок для обработки заготовок, имеющих в меридиональном сечении кривые второго порядка | 1958 |
|
SU125741A1 |
| Универсальная делительная головка | 1946 |
|
SU68947A1 |
| Способ изготовления оребренных радиаторов из труб и устройство для его осуществления | 1989 |
|
SU1813605A1 |
| Фрезерно-шлифовально-полировальный станок для обработки поверхностей тел вращения | 1959 |
|
SU133321A1 |
| Способ обработки пары гиперболоидных зубчатых колес | 1973 |
|
SU564931A1 |
| Универсальная оптическая делительная головка | 1947 |
|
SU84426A1 |
| Обкаточный резец | 1991 |
|
SU1797531A3 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |