Изобретение относится к термической обработке длинномерных изделий в индукционных печах садочного типа и может быть применено при нагреве пакетов труб, прутков и других,
Известна индукционная установка для нагрева пакета цилиндрических длинномерных изделий, содержащая подключенный к источнику питания соленоидальный индуктор СОВ данной установке производится индукционный нагрев пакета изделий.
Однако из-за увеличенных тепловых потерь на торцах пакета, а также неравномерного -нагрева в районе стыков секций при нагреве в секционных индукторах садочного типа температура изделий по длине неравномерна, что приводит к отбраковке части изделий и снижению их служебных характеристик.
Наиболее близкой к предлагаемой является индукционная установка для нагрева длинномерных изделий, преимущественно труб, содержащая подключен ный к источнику питания соленоидальный индуктор, в концевых зонах которого для выравнивания температуры изделий по длине установлены жаропрочные бандажи, которые, нагреваясь в магнитном поле одновременно с изделиями, создают тепловой подпор 12}.
Недостатком известной установки является то, что она выравнивает температуру только на концах и не обеспечивает достаточной равномерности нагрева пО всей длине изделий.
Цель изобретения - повышение равжжерности нагрева изделий по длине.
Поставленная цель достигается тем, что индукционная установка для нагрева длинномерных изделий, содержащая индуктор, внутри которого по концам размещены жаропрочные бандажи снабжена по крайней мере одним дополнительным бандажом, расположенным в индукторе между крайними бандажами дополнительный бандаж выполне из материала, электросопротивление которого в 1,1-1,4 раза меньше электросопротивления крайних бандажей.
Указанные соотношения определены экспериментальным путем.
При отношении злектросопротивлени крайних бандажей к электросопротивлениям средних равном 1,1-1,4 равномерность нагрева изделий повьш1ается по сравнению с нагревом без бандажей причем большая цифра относится к
пакетам большего диаметра, где больше торцовые потери и хуже прогрев глубинных слоев.
Указанное отношение электросопротивлений связано с тем, что вследств повышенных теплопотерь на некоторых участках пакета должны быть обеспечены дополнительные тепловложения. На торцах пакета потери больше, поэтому электросопротивление бандажей, расположенных ближе к торцам пакета, должно быть выше. В случае установки более трех бандажей указанное соотношение сопротивлений относится к торцовому и среднему бандажу, а электросопротивление промежуточных бандажей, расположенных между торцовым и средним, должно быть таким же, как у среднего бандажа. Если отношение меньше 1,1 равномерность нагрева не улучшается, при отношении больше 1,4 неравномерность нагрева ухудшается, так как происходит перегрев концов .
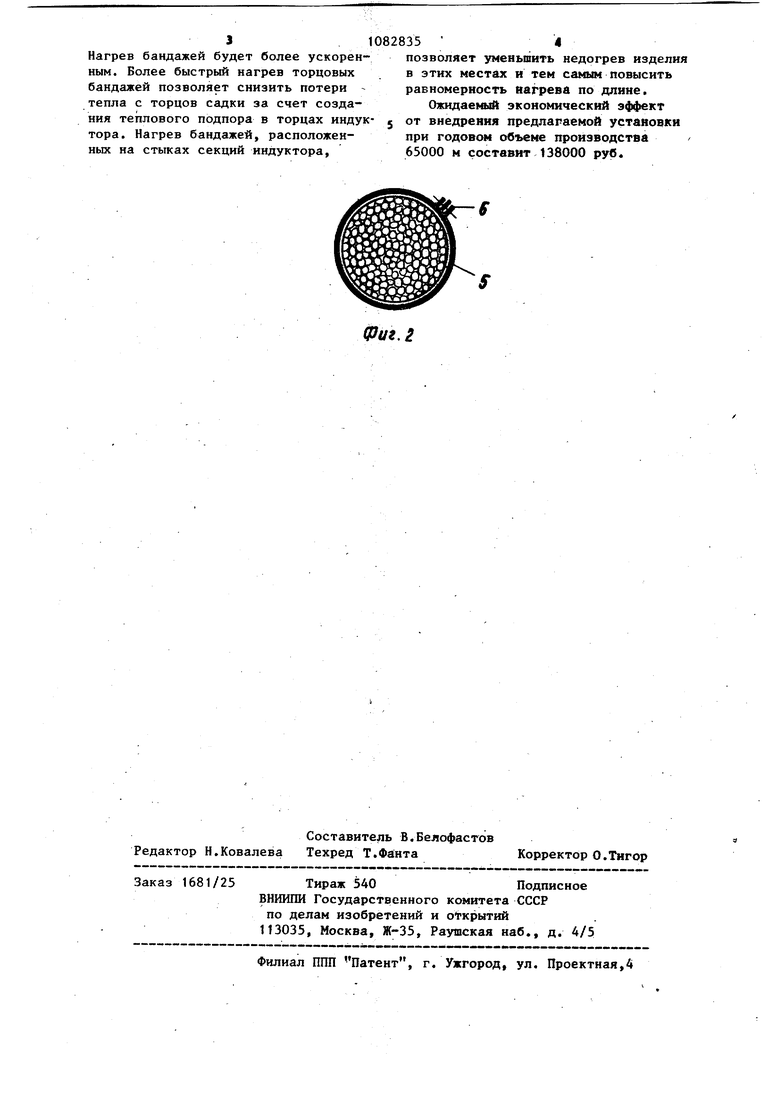
На фиг. 1 представлена схема поедлагаемой установки, на фиг. 2 - сечение пакета изделий.
Установка состоит из индуктора 1 с внутренней теплоизоляцией, параллельно соединенной конденсаторной батареи 2 подключенных к источнику 3 питания. Внутри индуктора по длине размещены три бандажа 4, которые выполнены в виде обручей 5 с крепежг ными элементами 6.
Бандажи могут быть и целыми без стяжек.
Материал бандажа выбирается с бо:ее высоким удельным электросопротивлением и коэффициентом теплопроводности по сравнению с материалом изделия. Если же эти показатели у них близки, то бандаж будет нагреваться быстрее только за счет меньшего зазора между ним и витками индуктора.
Крепление бандажей на нагреваемом изделии, например пакете труб, осуществляется вне индуктора. Два бандажа охватывают садку по концам, а следующие располагаются по длине в местах стыковки секций индуктора. Изделие в собранном виде загружается в индуктор.
В процессе нагрева вследствие меньшего зазора между бандажами и витками индуктора (или более высокого удельного сопротивления) они нагреваются быстрее по сранению с участками изделия, не охваченными бандажами.
Нагрев бандажей будет более ускоренным. Более быстрый нагрев торцовых бандажей позволяет снизить потери тепла с торцов садки за счет создания теплового подпора в торцах индуктора. Нагрев бандажей, расположенных на стыках секций индуктора,
позволяет уменьшить недогрев изделия в этих местах и тем самым повысить равномерность нагрева по длине.
Ожидае1 шй экономический эффект от внедрения предлараемой установки при годовом объеме производства 65000 м составит 138000 руб.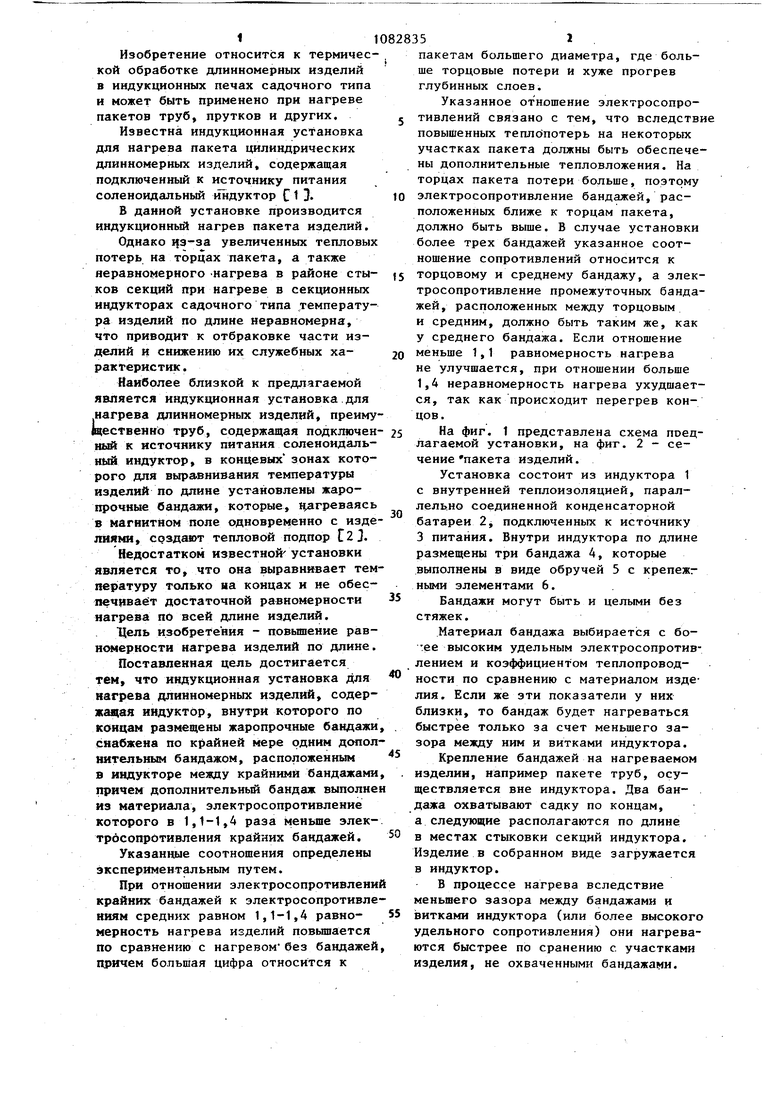
| название | год | авторы | номер документа |
|---|---|---|---|
| Нагревательная установка | 1972 |
|
SU457741A1 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU675632A1 |
| Трехфазный индуктор для сквозного нагрева длинномерных изделий | 1983 |
|
SU1100756A1 |
| Контейнер для термообработки изделий | 1988 |
|
SU1608408A1 |
| Индукционная печь для нагрева цилиндрических изделий | 1981 |
|
SU1011705A1 |
| Способ индукционного нагрева длинномерных заготовок | 1982 |
|
SU1120024A1 |
| СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2333618C2 |
| Установка индукционного нагрева металлических тел периодического действия | 1986 |
|
SU1429347A1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| Колпаковая печь | 1988 |
|
SU1546503A2 |
ИВДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащая индуктор, внутри которого по концам размещены жаропрочные бандажи, отличающаяся тем« что, с целью повышения равномерности нагрева изделий по длине, установка по крайней мере одним дополнительным бандажом, расположенным в индукторе между крайними бандажами, причем дополнительный бандаж выполнен из материала, электро сопротивление которого в 1,1-1,4 раза меньше электросопротивления крайних бандажей. аг.Г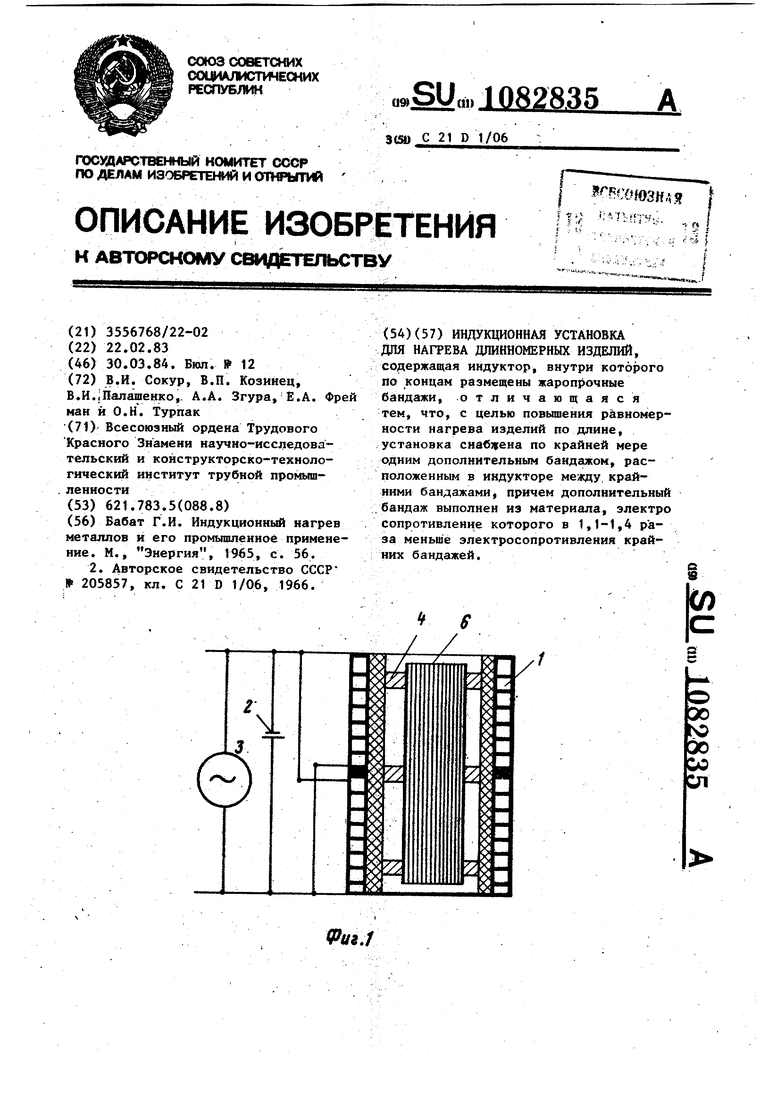
| Бабат Г.И | |||
| Индукционн нагрев металлов и его промышленное применение | |||
| М., Энергия, 1965, с | |||
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ИНДУКЦИОННАЯ НАГРЕВАТЕЛЬНАЯ УСТАНОВКА | 0 |
|
SU205857A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
