,5 /«
OijOLjL JLi
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для нагрева металлическихзАгОТОВОК пОд плАСТичЕСКуюдЕфОРМАцию | 1978 |
|
SU815976A1 |
| Индуктор для нагрева | 1982 |
|
SU1107349A1 |
| Индукционная установка | 1985 |
|
SU1384622A1 |
| Установка для индукционного нагрева длинномерных изделий | 1980 |
|
SU910796A1 |
| Индукционный нагреватель для стальных деталей | 1983 |
|
SU1124457A1 |
| Способ индукционного нагрева длинномерных заготовок | 1982 |
|
SU1120024A1 |
| Индукционный нагреватель | 1982 |
|
SU1092760A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| Индуктор для нагрева изделий переменного сечения | 1986 |
|
SU1479950A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
ТРЕХФАЗНЫЙ ИНДУКТОР ДЛЯ СКВОЗНОГО НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, содержащий по меньшей мере три установленные по одной оси на общем основании цилиндрические секции, витки которых выполнены из проводника с одинаковым размером трубки вдоль оси индуктора, о т л и ч а ющ и и с я тем, что, с целью повышения равномерности нахрева изделий в осевом направлении, каждая секция выполнена из трех участков, длина крайних из которых составляет 0,50,75 внутреннэго диаметра витков среднего участка, а внутренний диаметр витков кратких участков на 10-15% меньше внутреннего диаме тра витков среднего участка, при этом шаг намотки витков крайних участков на 13-16% меньше шага намоггки (Л витков среднего участка.
иг.1
СП
г /
Изобретение относится к индукционному нагреву и может быть испальэовано преимущественно при нагреве ллинномерных (более 2000 мм) заготовок под пластическую деформацию, например, под резку сортового проката на пресс-ножницах.
Известны индукторы для периодического нагрева заготовок с постоянным шагом намотки витков и постоянным диаметром, состоящие из токопровода, выполненного в виде водоохлаждаемой спирали из медной трубки, заформованной в жаростойкий бетон, при этом электроконтактные выводы и выводы напора и слива воды размещены вне футеровки. Длина известных индукторов не пр евышает 1400 мм 1 .
Недостатком таких индукторов при использовании их для нагрева длинномерных заготовок является сложность технологии футеровки и ее низкая механическая прочность. Это усугубляется тем, что индукторы, например, для нагрева проката перед резкой на пресс-ножницах должны иметь длину 7000 мм.
Кроме того, такие индукторы неудобны Б эксплуатации, так как нарушение целостности одного из витков приводит к выходу из строя всего индуктора.
Наиболее близким к предлагаемому является трехфазный индуктор для .сквозного нагрева длинномерных изделий, содержащий по меньшей мере три установленные по одной оси на общем основании цилиндрические ,секции, витки 1соторых выполнены из проводника с одинаковым размером трубки вдоль оси индуктора. Известныиндуктор состоит из 12 унифицированных секций с равномерным шагом намотки витков и постоянным диаметром катушек по всей длине секций,заформованных в жаростойкий бетон и собранных на общем основании таким образом, что торцовые части футеровки секций стыкуются. При этом расстояние между крайними витками стыкующих ся секций значительно превышает зазо между витками секции. Электроконтактные выводы и выводы системы охлаждения находятся вне футеровки. Индукто снабжен общей направляющей, закрепляемой к раме нагревателя. Шаг намотки витков постоянен и равен 1,2-1,3 ширины витка 2 ,
Индуктор работает следующим образом. Включается подача электроэнергии. При этом в каждой секции индуктора и размещенной в ней части заготовки возникает поток электромагнитной индукции, величина которого является постоянной в среднем участке секции и уменьшается на 30-40% в
концевых частях. Уменьшение величины ио1ока начинается на расстоянии 0,15-0,20 длины секции от стыкующихся торцов секции. Вследствие этого температура части заготовки, находящейся, в зоне стыков (ширина полосы 50-80 мм), ниже заданной на 150180°С.
При использовании индуктора для нагрева длинномерных изделий, когда количество секций равно h , количество стыков секций равно п -1. Так, например, при нагреве штанг передд резкой на пресс-ножницах в индукторе содержится 11 стыков.
Наличие холодных полос в заготовке снижает стойкость инструмента при резке на пресс-ножницах ипрокатке на станках на 40-50%, а при ковке на молотах и радиальнЪ-ковочных машинах вообще не позволяет получить поковку заданной формы.
Таким образом, недостатком известного индуктора является неравномерность нагрева по длине заготовки
Цель изобретения - повышение равномерности нагрева длинномерных загтовок в осевом направлении.
Поставленная цель достигается тем, что в трехфазном индукторе для сквозного нагрева длинномерных изделий, содержащем по меньшей мере три установленные по одной оси на общем основании цилиндрические секции, витки которых выполнены из проводника с одинаковым размером труб ки вдоль оси индуктора, каждая секция выполнена из трех участков, длина крайних-из которых составляет 0,5-0,75 внутреннего диаметра витков среднего участка, а внутренний диаметр витков крайних участков на 10-15% меньше внутреннего диаметра витков среднего участка,при этом шаг намотки витков крайних участков на 13-16% меньше шага .намотки витков среднего участка.
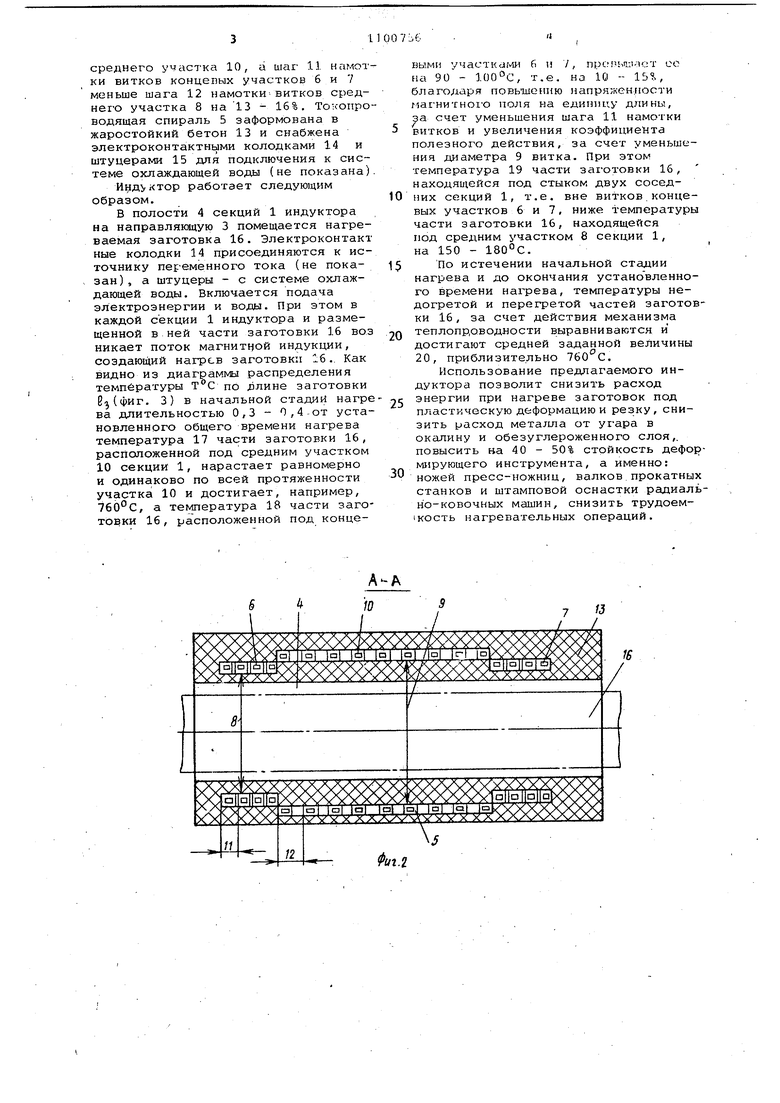
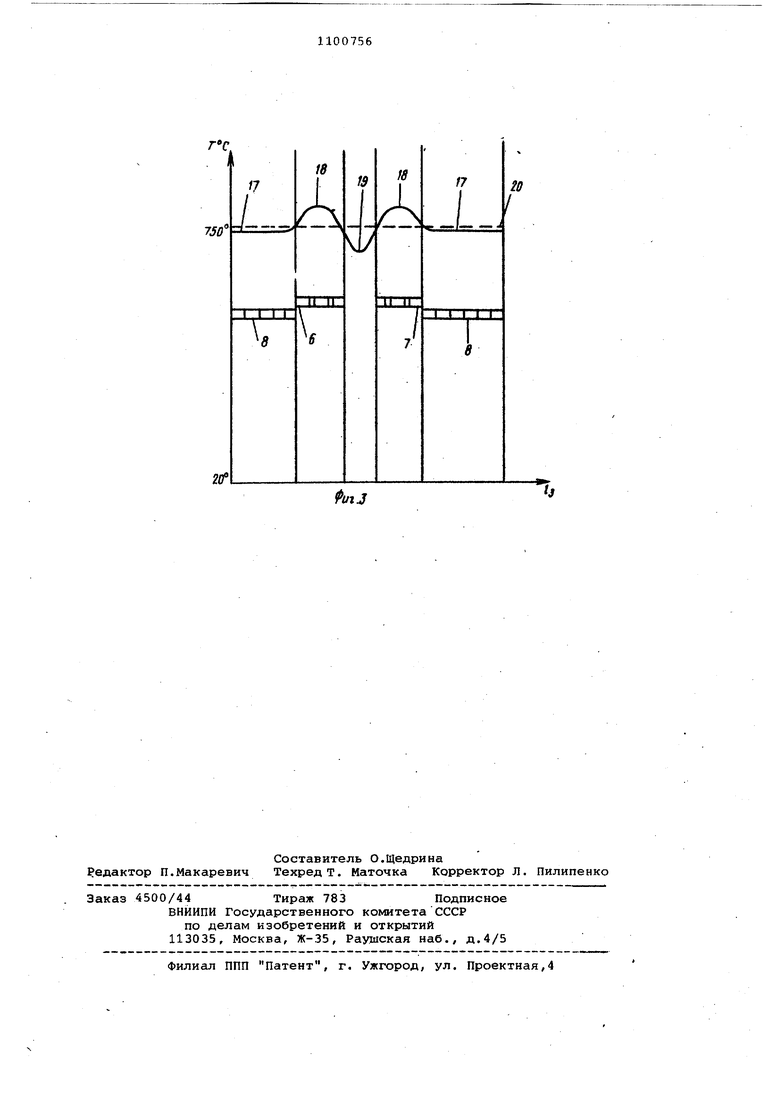
На фиг. 1 представлен индуктор, общий вид; на фиг. 2 - сечение А-А на фиг. 1} на фиг. 3 - диаграмма распределения температуры по длине заготовки в стыкающихся секциях.
Индуктор состоит из нескольких (не менее трех) секций 1, установленных на общем основании 2. На основании 2 закреплена направляющая 3, проходящая через полости 4 всех секций 1. Каждая из секций 1 содержит цельносварную токопроводящую спираль 5, выполненную из медной трубки с различным шагом намотки витков и различным внутренним диаметром витков. Концевые участки спирали 6 и 7 выполнены с внутренним диаметром витков 8 на 10-15% меньше внутреннего диаметра 9 витко
среднего участка 10, ц шаг 11 ЕНПМОТки витков концепых участков б и 7 меньше шага 12 намотки витков среднего участка 8 на 13 - 16%. Токопроводящая спираль 5 заформована в жаростойкий бетон 13 и снабжена электроконтактными колодками 14 и штуцерами 15 для подключения к системе охлсокдающей воды (не показана)
Индуктор работает следующим образом.
В полости 4 секций 1 индуктора на направляквдую 3 помещается нагреваемая заготовка 16. Электроконтакт ные колодки 14 присоединяются к источнику пеЕ-еменного тока (не показан) , а штуцеры - с системе охлаждающей воды. Включается подача электроэнергии и воды. При этом в каждой секции 1 индуктора и размещенной в ней части заготовки 16 воз никает поток магнитной индукции, создающий нагрев заготовки 16. Как видно из диаграммы распределения темпбратуры Т°С по длине заготовки 6-5(фиг. 3) в начальной стадии нагрева длительностью 0,3 - 0,4-от установленного общего времени нагрева температура 17 части заготовки 16, расположенной под средним участком 10 секции 1, нарастает равномерно и одинаково по всей протяженности участка 10 и достигает, например, 760°С, а температура 18 части заготовки 16, расположенной под конце.. FLl ul J.°J J°
S(yУХ х учху усуyyX XA
12
выми участксЦуШ fi 1 7, прс;.ьп.-ь1ет ее на 90 - , т.е. на 10 -- 1ЬЧ, благодаря повьгцеипю напряжен.ности fiarHHTHOfo поля на единицу длины, а счет уменьшения шага 11 намотки БИТКОВ и увеличения коэффициента
полезного действия, за счет уменьшения диаметра 9 витка. При этом температура 19 части заготовки 16, находящейся под стыком двух сосед0 них секций 1, т.е. вне витков.концевых участков 6 и 7, ниже температуры части заготовки 16, находящейся под средним участком 8 секции 1, на 150 - 180°С.
5
По истечении начальной стадии нагрева и до окончания установленного времени нагрева, температуры недогретой и перегретой частей заготовки 16, за счет действия механизма теплопроводности выравниваются и
0 достигают средней заданной величины 20, приблизительно .
Использование предлагаемого индуктора позволит снизить расход энергии при нагреве заготовок под
5 пластическую деформацию и резку, снизить расход металла от угара в окалину и обезуглероженного слоя,, повысить на 40 - 50% стойкость деформирующего инструмента, а именно:
0 ножей пресс-ножниц, валков прокатных станков и штамповой оснастки радиально-ковочных машин, снизить трудоемкость нагревательных операций.
7 «
V
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Слухоцкий А.Е., Рыскин С.Е | |||
| Индукторы для индукционного нагрева | |||
| Л., Энергия, 1974, с | |||
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сасса B.C | |||
| Применение жаростойкого бетона для монолитной заформовки индукционных нагревателей | |||
| Электротермия, 1-968, № 73-74, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
