}1429347
изобретение относится к злектро-. itepMHH, конкретнее к индукционным на-, превателям периодического действия.
Цель изобретения - расширение но- Иенклатуры нагреваемых изделий в установках периодического действия.
На фиг,1 показана функциональная схема установки индукционного нагрева металлических тел периодического JQ ;з ействия| на фиг.,2 - нагреваемое изЗелие в виде прямоугольного сляба, вид; на фиг.3-6 кривые распре-, деления температурного поля сляба в
его третий вход подключен к выходу запоминающего устройств а 5, вход ко- то рого соединен с выходом блока 8 линейных размеров первой секции, выход блока 4 перемножения подключен к per, гулирующему входу источника 6 питания второй секции.
Установка работает следующим образом.
Нагреваемое прямоугольное изделие изготовлено из немагнитного материала с относительно высоким удельным сопротивлением и имеет неярко выра4родольном (,АВ) и поперечном (CD) на-15 женный,поверхностный эффект. МеханизПравлениях после нагрева в первой и
второй секциях нагревателя.
; Установка содержит индукционный н|агреватель 1, состоящий из двух сек- ц|яй, ось Одной секции совпадает с АВ нагреваемого изделияj ось дру- с осью. CD и перпендикулярна первой, механизм 2 загрузки-выгрузки,, зйдАтчик 3. свойств/ 5 блок 4 перемномом 2 загрузки-выгрузки нагреваемое из,делие загрузкают в первую секцию индукционного нагревателя 1, Сигнал, характеризующий длину изделия по оси АВ, поступает с выхода блока 8 линейных размеров первой секции .на входы программного регулятора 7 первой секции и запоминающего устройства 5. На вход программного регулятожения;, запоминающее устройство 5, для 25 ра у поступает информация с зада,тчика
К аждой из двух секций нагревателя ре- гулируег-гый источник 6 питания, прог- раммньзй регулятор 7, блок 8 линейных размеров, установленный непосредст-. ненно на входе в каждую секцию, блок 9 кo 5мyтaцни к конденсаторный блок О/каждая из двух секций.нагревателя выполнена в виде трех последовательно .шслюченных обмоток, центральная из
30
3 свойств материала нагреваемого из-( делия. В зависимости от входных сигналов программный регулятор 7 по заранее рассчитанной программе формирует сигнал, который поступает на уп. равляющий вход блока 9 коммутации. Этот блок, используя отпайки боковых обмоток первой секции индуктора, устанавливает требуемую длину первой
3 свойств материала нагреваемого из-( делия. В зависимости от входных сигналов программный регулятор 7 по заранее рассчитанной программе формирует сигнал, который поступает на уп. равляющий вход блока 9 коммутации. Этот блок, используя отпайки боковых обмоток первой секции индуктора, устанавливает требуемую длину первой
которых подключена к своему регулиру- 35 секции нагревателя, формируя тем саемому источнику rsHTaHiiH непосредст - аенно, а каждая из боковых обмоток
Содержит отпайки для подключения к указаннрму источнику питания через йоследовательно соединенные соответ- Q втвующие своей секции блок комм) тацни а конденсаторный блок, каждый из двух Программных регуляторов 7 выполнен с. Двумя входами, один из которых соединен с выходом блока 8 линейных разме- дд своей секции, а второй вход с 9ЫХОДОМ задатчика 3 свойств. Первый из двух выходов каждого программного 1 егулятора 7 подсоединен к управляющему входу блока 9 коммутации своей йекции, второй выход программного ре- )гулятора 7 первой секции подключен к 1)е1 улнрующему входу источника питания Еервой секции, второй выход riporpaz i50
мым величину заглубления загрузки в индуктор на первой стадии нагрева. Кроме организации заглубления, блок 9 коммутации с помощью кондансаторно- го блока 10 создает необходимый импеданс боковых обмоток, подключенных к центральной обмотке по автотрансформаторной схеме. С второго выхода прог- граТ Много регулятора 7 первой секции в соотве:тствии с предусмотренной номенклатурой нагреваемых изделий поступает сигнал на регулирующий вход источника 6 питания первой секции.
Организация заглубления и создание импеданса боковых обмоток позволяет за счет-продольных электромагнитных краевых эффектов нагревать зоны торцов изделия более интенсивно, чем
его третий вход подключен к выходу запоминающего устройств а 5, вход ко- то рого соединен с выходом блока 8 линейных размеров первой секции, выход блока 4 перемножения подключен к per, гулирующему входу источника 6 питания второй секции.
Установка работает следующим образом.
Нагреваемое прямоугольное изделие изготовлено из немагнитного материала с относительно высоким удельным сопротивлением и имеет неярко выраженный,поверхностный эффект. Механизмом 2 загрузки-выгрузки нагреваемое из,делие загрузкают в первую секцию индукционного нагревателя 1, Сигнал, характеризующий длину изделия по оси АВ, поступает с выхода блока 8 линейных размеров первой секции .на входы программного регулятора 7 первой секции и запоминающего устройства 5. На вход программного регулято ра у поступает информация с зада,тчика
3 свойств материала нагреваемого из-( делия. В зависимости от входных сигналов программный регулятор 7 по заранее рассчитанной программе формирует сигнал, который поступает на уп. равляющий вход блока 9 коммутации. Этот блок, используя отпайки боковых обмоток первой секции индуктора, устанавливает требуемую длину первой
секции нагревателя, формируя тем д
0
мым величину заглубления загрузки в индуктор на первой стадии нагрева. Кроме организации заглубления, блок 9 коммутации с помощью кондансаторно- го блока 10 создает необходимый импеданс боковых обмоток, подключенных к центральной обмотке по автотрансформаторной схеме. С второго выхода прог- граТ Много регулятора 7 первой секции в соотве:тствии с предусмотренной номенклатурой нагреваемых изделий поступает сигнал на регулирующий вход источника 6 питания первой секции.
Организация заглубления и создание импеданса боковых обмоток позволяет за счет-продольных электромагнитных краевых эффектов нагревать зоны торцов изделия более интенсивно, чем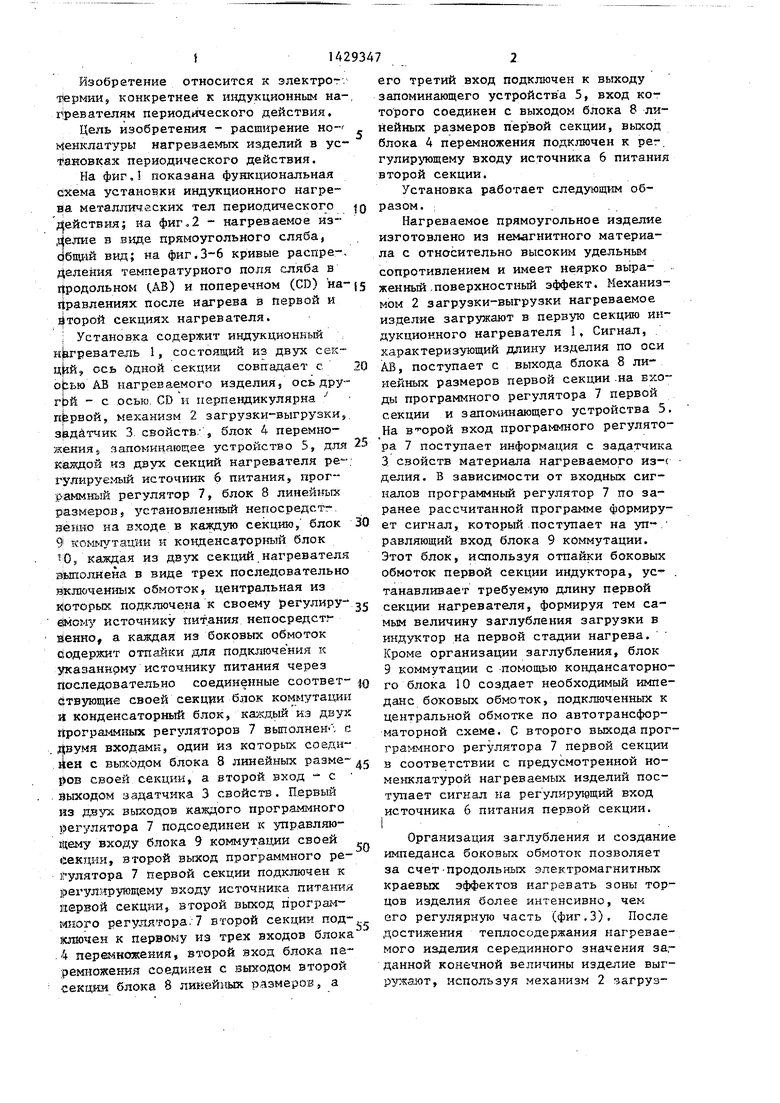


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления нагревом заготовок в индукционной методической установке | 1983 |
|
SU1109454A1 |
| Устройство для автоматического регулирования температуры нагрева заготовок в производственном комплексе индукционная печь-пресс | 1987 |
|
SU1453625A1 |
| Индукционная методическая нагрева-ТЕльНАя уСТАНОВКА | 1979 |
|
SU813825A1 |
| Устройство индукционного нагрева ферромагнитного материала | 1982 |
|
SU1082846A1 |
| Устройство управления нагревом ферромагнитных заготовок в методической нагревательной установке | 1984 |
|
SU1178782A1 |
| Устройство для контроля выходного заглубления заготовок в многосекционной индукционной нагревательной установке непрерывного действия | 1987 |
|
SU1468942A1 |
| Индукционная методическая нагревательная установка | 1982 |
|
SU1029426A2 |
| Устройство для регулирования теплового режима методической индукционной установки | 1980 |
|
SU904205A2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |
| Линия горячей деформации | 1988 |
|
SU1588478A1 |

Изобретение относится к электротехнике . Цель изобретения - расширение номенклатуры нагреваемых изделий. Установка содержит двухстадийный нагреватель, состоящий из двух секций, оси которых взаимно перпендикулярны. Каждая из секций представляет собой прямоугольную катушку, снабженную по длине отпайками, и содержит источник питания и механизм загрузки-выгрузки. Для достижения поставленной цели введены программный регулятор, один из входов которого соединен с выходом задатчика свойств материала нагреваемого изделия, а другой вход - с выходом блока измерения линейных разме . ров:. выход программного регулятора, подсоединен к управляющему входу коммутатора, силовой вход которого соединен с источником питания каждой секции, а выход лодключен к секции индуктора. Установка периодического действия позволяет увеличить выход годной продукции на 1,5-2% вследствие з еличения равномерности нагрева, повысить универсальность и гибкость . при отработке возмущающих воздействий, обеспечить унификацию нагревающего оборудования. 6 ил. S сл iu ts5 CD СО 4; 
много регулятора/7 второй секции под- его регулярную часть (фиг.З), После
цслючен к первому из трех входов блока .4 перемножения, второй вход блока па- ремножения соединен с выходом второй секции блока 8 линейных размеров, а
достижения теплосодержания нагреваемого изделия серединного значения за,- данной конечной величины изделие выг- , используя механизм 2 эагруздостижения теплосодержания нагреваемого изделия серединного значения за,- данной конечной величины изделие выг- , используя механизм 2 эагруз314
ки-выгрузки, из первой секции индукционного нагревателя и загружают во вторую секцию. В результате нагрева на первой стадии температурное поле изделия неравномерное. Причем торцовые зоны перегреты за счет продольных Kpaesbtx эффектов (фиг.З), а грани не- догреты за счет поперечных краевьас эффектов (фиг.5).
При загрузке во . вторую секцию аналогично загрузке в первую секцию с блока 8 линейных размеров поступает сигнал, характеризующий ширину нагре
ваемого изделия. Этот сигнал поступа- 15 выбирают, соответственно, с целью
ет ка входы блока 4 перемножения и программного регулятора 7 второй секции. На второй- вход программного регулятора- поступает информация с выхокомпенсации поперечного краевого э фекта, возникающего на второй стад нагрева.
При нагреве изделий с относител
да задатчика 3 свойств. С выхода npor-2Q низким удельным сопротивлением, имею30
35
раммного регулятора второй секции сигнал поступает на управляющий вход блока 9 коммутации второй секции. Этот блок, используя отпайки боковых обмоток второй секции индуктора, устанав- 25 ливает требуемую длину второй секции нагревателя, формируя тем самым величину заглубления загрузки в индуктор на второй стадии нагрева. Кроме организации заглубления, блок 9 коммутации с помощью конденсаторного блока 10 второй .секции индуктора создает необходимый импеданс боковых обмоток. С выхода программного регулятора 7 второй секции индуктора в соответствии с предусмотренной номенклатурой нагреваемых изделий сигнал поступает на регулирующий вход источника 6 питания второй секции через блок 4 перемножения. Если длина и ширина нагреваемого изделия соответствуют предусмотренной номенклатуре нагреваемых изделий (эта информация заложена в пpoгpa мнoм регуляторе 7) , то в блоке 4 перемножения сомножители, поступающие на второй и третий входы, соответствуют единице. Таким образом, уровень мощности второй секции индуктора 1 устанавливаемся в соответствии с предусмотренной номенклатурой изде-
ЛИЙ.
Нагревают сляб во второй секции индуктора (вторая стадия нагрева). Начальное распределение температуры перед второй стадией нагрева неравномерное (фиг.З и 4), причем его торцовые зоны недогреты (CD), а зоны граней перегреты (АВ) относительно регулярной части, результирующее темпе40
45
55
щим ярко выраженный поверхностный эффект, наблюдается перегрев боковых {граней. В этом случае программный ре- гулятор 7 посредством блока 9 комму тации в функции сигналов, поступающих с блоков 8 и 3, организует заглубле- |Ния, при которых осуществляется недо- грев торцовых зон в каждой иэ секций нагревателя. В предельном случае возможна организация режима работы нагревателя с перезаполнением тогда, когда длина изделия превышает рабочую длину -секции.
При вариации номенклатуры нагрева- емых изделий, что всегда имеет место в реальных производственных условиях и прежде всего длины и ширины изделий, возникают возмущения. В предлагаемой установке эти возмущения отрабатываются автоматически. При вариации длины изделия с блока 8 линейных размеров первой секции индуктора поступает информация о реальной длине изделия. Эта информация поступает на вход программного регулятора 7 . первой секции и на вход запоминающего устройства 5. Программный регулятор 7 выбирает посредством блока 9 коммутации и конденсаторного блока 10 требуемые величины заглубления и импеданса боковых обмоток. Осуществив нагрев на первой стадии, изделие, повернув относительно оси второй секции на 90 , загружают во вторую. При загрузке во : вторую секцию установленный на ее входе блок 8 линейных размеров считывает ширину изделия. Так как ширина изделия не изменилась, то сомножитель , выработанный в результате сиг
ратурное поле после нагрева в двух стадиях равномерное (фиг.З и 6). Длину второй секции индукционного нагре- вателя и, соответственно, -величину заглубления выбирают с целью создания продольного краевого эффекта на второй стадии нагрева, обеспечивающего возникновение градиента температуры, компенсирующего температурный градиент, возникший на первой стадии из-за поперечного краевого эффекта. Длину первой секции, а следовательно, и величину заглублеьтя на первой стадии
компенсации поперечного краевого эффекта, возникающего на второй стадии нагрева.
При нагреве изделий с относительно
низким удельным сопротивлением, имею0
5
5
0
5
5
щим ярко выраженный поверхностный эффект, наблюдается перегрев боковых {граней. В этом случае программный ре- гулятор 7 посредством блока 9 комму тации в функции сигналов, поступающих с блоков 8 и 3, организует заглубле- |Ния, при которых осуществляется недо- грев торцовых зон в каждой иэ секций нагревателя. В предельном случае возможна организация режима работы нагревателя с перезаполнением тогда, когда длина изделия превышает рабочую длину -секции.
При вариации номенклатуры нагрева- емых изделий, что всегда имеет место в реальных производственных условиях и прежде всего длины и ширины изделий, возникают возмущения. В предлагаемой установке эти возмущения отрабатываются автоматически. При вариации длины изделия с блока 8 линейных размеров первой секции индуктора поступает информация о реальной длине изделия. Эта информация поступает на вход программного регулятора 7 . первой секции и на вход запоминающего устройства 5. Программный регулятор 7 выбирает посредством блока 9 коммутации и конденсаторного блока 10 требуемые величины заглубления и импеданса боковых обмоток. Осуществив нагрев на первой стадии, изделие, повернув относительно оси второй секции на 90 , загружают во вторую. При загрузке во : вторую секцию установленный на ее входе блок 8 линейных размеров считывает ширину изделия. Так как ширина изделия не изменилась, то сомножитель , выработанный в результате сиг20
25
нала, пришедшего с выхода блока 8 на второй вход блока 4 перемножения, соответствует единице. Принго ая во вни- мание, что длина слитка изменяется, то, поступив во вторую секцию, его ось АВ становится параллельна, оси СЬ второй секции индуктора. Вариация д 11ины изделия при этом приводит к из- м нениЕо бокового зазора между изде- ю и индуктирующим проводом в боко- вфй зоне. Если, заглубление в индукторе можно с известной степенью диск- р тности стабилизировать с помощью офпаекд то вариац ро бокового зазора 15 сфабилиз.кроЕать невозможно. Это возмущение приводит к изменению активной мощности, вьщеляемой в изделии, прк же напряжении питания индуктора. тобы учесть это явление, с выхода.
запоминающего устройства 5 на третий в:сод блока 4 пepe Iнoжeн lя поступает И15формадия об измекекии длины изделия. Сигнал, идущий на задание уровня выходного напряжения источника б питания второй секции5 домножается на коэффициент, учитьгаающий эту вариацию, В результате происходит необходимое изменение мощности, подводимой к нагревателю.
Изменение ширины нагреваемого из-. дйлия приводит к тому, что на первой стадии нагрева в изделии выделяется ни расчетная, а меньшая мощность. По™ этому на второй стадии необходимо скомпенсировать дефицит или избыток теплосодержания,, полученного изделием на первой стадии путем изменения мощности, подводимой к второй секции дуктора. Это автоматически достигается тем, что на второй вход блока 4 перем-иожения при загрузке изделия во вторую секцшо поступает сигнал, с вы хйда блока 8 линейных размеров, обеспечивающий домиожение п.роизведения
С1 гналоз, поступивших на первьй и ТЕ|етий входы блока 4 переменожения, н4 сомножитель, отличный от единицы и обеспечивающий коррекцию сигнала, nor ступающего на регулирующий вход ис- t
точника питания второй секции.
Установка повышает,универсальность, гибкость при отработке нестационарных рекимов, проявляющиеся в обеспеении равномерного распределения Tej-s- пературы при вариации номенклатуры , 55 изделий (как материала нагреваемого изделия,, так и его геометрических
30
35
40
45
50
0
5
5
5
0
5
0
5
0
размеров), обеспечивает унификацию оборудования.
Формул, а изобретения
Установка индукционного нагрева металлических тел периодического действия, содержащая регулируемый источник питания, механизм загрузки-выгрузки индукционный нагреватель, состоящий из двух секций, оси которых взаимно перпендикулярны, отличающаяся тем, что, с целью расши-. рения номенклатуры нагреваемых изделий, в нее введены задатчик свойств, блок :перемножения,, запоминающее устройство, а для каждой из двух секций нагревателя - программный регулятор, блок линейньк размеров, установленный непосредственно у входа в каждую сек- дию, .блок коммутации и коьщенсаторный блок, причем каждая из двух .секций нагревателя выполнена в виде трех последовательно включенных обмоток, центральная из которых подключена к своему регулируемому источнику питания непосредственно, а каждая из боковых обмоток содержит отпайки для подключения к указанному источнику питания через последовательно сое ненные соответствующие своей секць. блок коммутации и конденсаторный блок, каждый из двух программных регуляторов вьлолнен с двумя входами, один из которых соединен с выходом блока линейных размеров своей секции, а второй вход - с выходом задатчика свойств, первый из. двух выходов каждого программного регулятора подсоединен к управляющему входу блока коммутации своей секции, а второй выход программного регулятора первой секции подключен к регулирующему входу источника питания первой секции, второй выход программного регулятора второй секции подключён к первому из трех входов блока перемножения, второй вход блока переьшожения соединен с выходом блока линейных размеров второй секции, а его третий вход подключен к выходу запоминающего устройстг за, вход которого соединен с выходом блока линейных размеров первой секции, выход блока перемножения подключен :к регулируемому входу источника питания второй секции.
агЛ
D X
te.j
аг, 6
В
| А. И. Косырев, А. Ф. Астахов, А. Ф. Белов, В. А. Цыценко,В. В. Сорокин и В. К. Александров | 0 |
|
SU249506A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство воспроизведения данных | 1980 |
|
SU917198A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
