В известных устройствах для сварки электрозаклспками с помощью нескольких электродов, подключаемых поочередно к общему источнику тока посредством шагового коммутатора, работа коммутатора не связана с горением сварочной дуги и поэтому возможны случаи переключения коммутатора под нагрузкой, что приводит к порче коммутатора.
Для устранения этого недостатка предлагается применить блокировочное реле в схеме управления, катушка которого включепа па напряжепие дуги пли папряжение сварочного дросселя, а контакты включены в цепь электромагнита привода коммутатора.
Описываемое устройство поясняется чертежом, где представлена сто принципиальпая электрическая схема, в которой катушка возбужденпя блокировочпого реле включена на напряжение сварочной дуги.
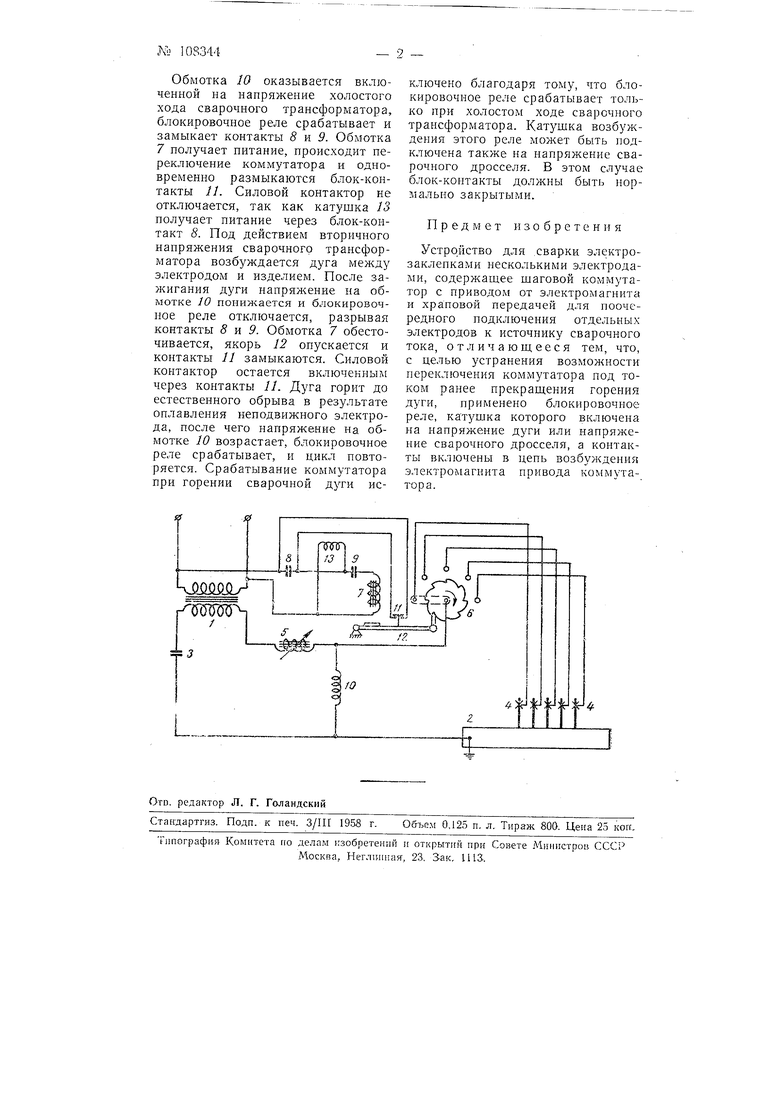
Вторичная обмотка сварочного трансформатора / подключена к
изделию 2 через рабочие контакты 3 силового контактора и к электродам 4 через сварочный дроссель 5 и коммутатор 6. Обмотка 7 возбуждения электромагнитного привода коммутатора нодключена к сети через блок-контакты 8 и 9 блокировочпого реле, обмотка возбуждения W которого включена на напряжение сварочной дуги. Блок-контакт //, расположенный на якоре 12 коммутатора, шунтирует контакты 8 блокировочного реле. Катушка возбуждения 13 силового контактора иодключепа к сети через блокконтакты S.
Работа схемы происходит слсдую1дп 1 образом.
Перед сваркой электроды устанавливаются па изделие. При включеннн схемы в сеть катушка /5 возбуждеппя силового контактора получает питание через блок-контакты 11, контактор срабатывает п происходит замыкание силовой цепи через контакты 5.
O6iMOTKa to оказывается включенной на напряжение холостого хода сварочного трансформатора, блокировочное реле срабатывает и замыкает контакты 8 и 9. Обмотка 7 получает питание, происходит переключение коммутатора и одновременно размыкаются блок-контакты п. Силовой контактор не отключается, так как катушка 13 получает питание через блок-контакт 8. Под действием вторичного нанряжения сварочного трансформатора возбуждается дуга между электродом и изделием. После зажигания дуги напряжение на обмотке 10 понижается и блокировочное реле отключается, разрывая контакты 8 н 9. Обмотка 7 обесточивается, якорь J2 опускается и контакты Л замыкаются. Силовой контактор остается включенным через контакты 1L Дуга горит до естественного обрыва в результате оплавления неподвижного электрода, после чего напряжение на обмотке ЛО возрастает, блокировочное реле срабатывает, и цикл повторяется. Срабатывание коммутатора при горении сварочной дуги исключено благодаря тому, что блокировочное реле срабатывает только при холостом ходе сварочного трансформатора. Катушка возбуждения этого реле может быть подключена также на напряжение сварочного дросселя. В этом случае блок-контакты должны быть нормально закрытыми.
Предмет н з о б р е т е н н я
Устройство для .сварки электрозакленками несколькими электродами, содержаш,ее шаговой коммутатор с приводом от электромагнита и храповой передачей для поочередного подключения отдельных электродов к источнику сварочного тока, отличаюш,ееся тем, что, с целью устранения возможности переключения коммутатора нод током ранее прекращения горения дуги, применено блокировочное реле, катушка которого включена на напряжение дуги или напряжение сварочного дросселя, а контакты включены в цепь возбуждения электромагнита привода коммутатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки электрозаклепками | 1957 |
|
SU108351A1 |
| Импульсный генератор | 1960 |
|
SU131848A1 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ СВАРОЧНОГО НАПРЯЖЕНИЯ С ЭЛЕКТРОДОДЕРЖАТЕЛЯ | 1973 |
|
SU385692A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Устройство для автоматической подачи сварочного электрода | 1938 |
|
SU54213A1 |
| Автоматический выключатель холостого хода сварочного трансформатора | 1948 |
|
SU83590A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1936 |
|
SU48929A1 |
| Устройство для ограничения холостого хода сварочного трансформатора | 1958 |
|
SU117928A1 |
