Напитывать через управляемый выпрямитель от распределительной электрической сети переменного тока и приводить в действие генератор с помощью электродвигателя, запнтанного от этой же сети. Таким образом, любое изменение скорости сварки влечет за собой соответствующее равнонаправленное изменение электрической мощности сварочного тока и, следовательно, подводимая к свариваемым ю изделиям сварочная энергия па каждом участке образующегося сварного шва будет приблизительно одинаковой. Сигнал для корректировки сварочного тока, соответствующий скорости сварки, можно на- 15 ложить на выдаваемый задатчиком сигнал заданного значения, который автоматически управляет сварочным током. На фиг. 1 представлен первый пример выполнения устройства для управления 20 сварочной мощностью путем изменения амплитуды переменного сварочного напряжения; на фиг. 2 - временная диаграмма напряжения и тока в первичной цепи сварочного трансформатора при различных 25 сварочных мощностях, формируемых с помощью устройства, показанного на фиг. 1; на фиг. 3 - второй пример выполнения устройства унравления сварочной мощностью путем изменения амплитуды перемен- 3J ного напряжения на первичной обмотке сварочного трансформатора; на фиг. 4- пример выполнения устройства с автома.тической стабилизацией предварительно выбранной сварочной энергии в зависимо- 35 сти от изменения скорости подачи свариваемых изделий; на фиг. 5 - пример выполнения устройства с управлением скоростью сварки и стабилизации сварочной энергии в зависимости от программного 40 управляющего устройства или вычислительного устройства. Устройства, реализующие способ, содержат сварочный трансформатор 1 с первичной обмоткой 2, вторичной обмоткой 3. 45 Вторичная обмотка 3 низкого напряжения сварочного трансформатора электрически соединена с одним нижним роликовым сварочным электродом 4 и с одним верхним роликовым сварочным электродом 5, меж- 50 ду которыми должны проходить свариваемые друг с другом части изделий- 6 и 7. Для осуществления подачи частей изделий 6 и 7 между роликовыми сварочными электродами 4 и 5 в процессе сварки один из 55 роликовых сварочных электродов приводится в движение с помощью двигателя с регулируемой скоростью вращения (не показан). В первичной цепи трансформатора 1 известным образом расположено 60 электронное управляющее устройство 8, например тиристорное, которое служит лишь для того, чтобы замкнуть контур тока, когда начинается сварка, или же разомкнуть его, когда сварка будет закон- 65 чена, при этом включение и выключение токовой цепи целесообразно синхронизировать с прохождением через нуль питающего неременного напряжения. Управляющее устройство 9, предусмотренное АЛЯ управления сварочной мощностью, имеет управляемый выпрямитель 10, занитанный от распределительной электрической сети переменного тока. Выпрямитель 10 может быть трехфазной полууправляемой мостовой схемой с тиристорами и диодами. Вынрямитель 10 по двум проводникам И и 12 подает постоянное напряжение, которое сглаживается дросселем 13. Величина получаемого постоянного напряжения между проводниками 11 и 12 может изменяться с помощью служащей в качестве регулятора напряжения схемы 14, которая в выпрямитель 10 подает сипхронизированные с сетью импульсы зажигання и тем самым обеспечивает изменение момента зажигания тиристоров в пределах каждой полуволны переменного напряжения сети в зависимости от управляющего постоянного тока. Управляющий постоянный ток включает в себя две составляющих. Одна составляющая управляющего тока служит в качестве сигнала заданной величины и выдается перенастраиваемым задатчиком 15, который может быть, например, потенциометром, подсоединенным к стабилизированному источнику постоянного напряжения. Другая составляющая управляющего тока служит в качестве сигнала действующей величины и получается с помощью образуемого резисторами 16 и 17 делителя напряжения, включаемого между проводниками И и 12. Задаваемый сигнал по линии 18, а фактический сигнал по линии обратной связи подаются на суммирующий усилитель 19, где обе составляющие унравляющего тока алгебраически суммируются, затем вместе подаются на регулятор напряжения схемы 14 по соединительному проводу 20. Вход суммирующего усилителя 19 с помощью проводника 21 дополнительно соединен с выводным зажимом 22. Два проводника И и 12 подсоединены ко входу статического нреобразователя 23 постоянного тока в переменный известной конструкции, выход которого через проводники 24 и 25 и управляющее устройство 8 питает первичную обмотку 2 сварочного трансформатора 1 переменным напряжением, по меньшей Miepe приближающимся к синусоидальной форме. Амплитуда переменного напряжения, получаемого от нреобразователя 23, пропорциональна величине постоянного напряжения между проводниками И и 12. Частота сварочного переменного напряжения, полученная с помощью преобразователя 23, может быть значительно выше частоты переменного
тока распределительной электрической сети, к которой подсоединены зажимы 26.
Описанное устройство, реализующее способ управления сварочной мощностью, работает следующим образом.
С помощью задатчика 15 задается сигнал необходимой величины, который в качестве первой составляющей управляющего тока подается на регулятор 14 напряжения через суммирующий усилитель 19. В соответствии с этим сигналом необходимой величины устанавливают момент зажигания тир1 сторов выпрямителя 10 внутри каждой полуволны напряжения, подаваемого на выпрямитель сетевого переменного тока, следовательно, выпрямленное напряжение на проводниках И и 12 принимает значение, соответствующее сигналу заданной величины. Преобразователь 23 подает в проводники 24 и 25 и, следовательно, в первичную обмотку 2 сварочного трансформатора 1 переменное напряжение приблизительно синусоидальной формы, амплитуда которого пропорциональна величине вынрямленного напряжения на проводниках 11 и 12. Таким образом, амплитуда переменного напряжения на первичной обмотке 2 сварочного трансформатора 1 соответствует сигналу заданной величины, устанавливаемому с помощью задатчика 15. Путем изменения этого сигнала заданной величины можно непрерывно изменять амплитуду перемениого напряжения, что влечет за собой также соответствующее изменение эффективного значения практически синусоидального сварочного переменного тока и, следовательно, непрерывное изменение сварочной мощности.
С помощью делителя напряжения создают сигнал заданной величины, пропорциональный величине выпрямленного напряжения, который подают на суммирующий усилитель 19 по цепи обратной связи 27. В суммирующем усилителе 19 выдаваемый задатчиком 15 сигнал заданной величины и сигнал действительной величины выпрямленного напряжения от заданной величины влечет за собой такое изменение управляющего постоянного тока в линии 20, что с помощью регулятора напрял ения схемы 14 осуществляется соответствующее изменение момента зажигания тиристоров в выпрямителе 10, благодаря чему, по меньшей мере, приблизительно компенсируется появившееся отклонение выпрямленного напряжения от желаемой заданной величины. Таким образом, выпрямленное напряжение автоматически стабилизируется на установленном заданном значении. Это приводит к тому, что и амплитуда полученного с помощью статического преобразователя 23 переменного напряжения и эффективное значение сварочного переменного тока, а также результирующая сварочная мощность практически стабилизируются. Следовательно, установленное на задатчике 15 заданное значение автоматически сохраняется, если, например, нанряжение переменного тока сети или нагрузка на выходе преобразователя 23 изменяются.
Па фиг. 2 изображена временная характеристика напряжения в первичной обмотке 2 сварочного трансформатора I, а также времеиная характеристика тока, проходящего через первичную обмотку при различпых сварочных мощностях. Амплитуда переменного напряжения изменяется при полых полуволнах синусоидальной формы,
в результате чего появляются, например, кривые напряжения U, U, t/a, которые влекут за собой соответствующие кривые токов гь /2. з с полными полуволнами при сдвиге фаз ф.
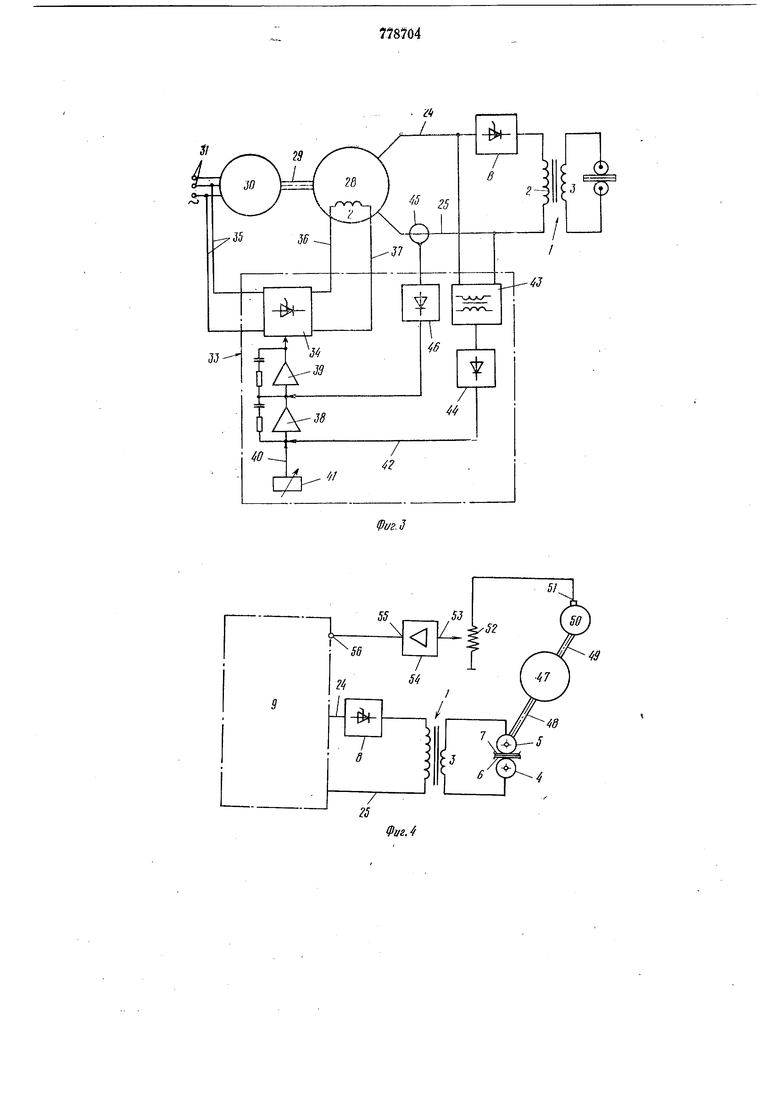
В примере выполнения устройства, изображенного на фиг. 3, первичная обмотка 2 сварочного трансформатора 1 питается от сиихронного генератора 28 по цепям 24 и 25, в одну из которых включено электронное управляющее устройство 8. Ротор синхронного генератора 28 с помощью вала 29 соединен с ротором электродвигателя 30, который через клеммы 31 запитан от распределительной электрической сети
неременного тока. Генератор 28 имеет обмотку возбуждения 32, питание которой осуществляется от управляющего устройства 33. Управляющее устройство 33 содержит
управляемый выпрямитель 34, вход которого спомощью линии 35 соединен с распределительной электрической сетью переменного тока через клеммы 31, а его выход по линии 36 и 37 подключен непосредственно к обмотке возбуждения 32 генератора 28. Выпрямитель содержит, преимуществеино, тиристоры, зажиганием которых управляют внутри каждой полуволны переменного нанрялгения. Для управления
моментом зажигания имеются две интегрирующие схемы 38 и 39, которые включены последовательно. Вход первой интегрирующей схемы 38 с помощью линии 40 соединен с задатчиком 41, служащим для получения устанавливаемого сигнала заданной величины постоянного тока. Кроме того, на вход этой же интегрирующей схемы 38 по линии 42 подается сигнал действительной величины постоянного тока, который образуется из истинного значения переменного напряжения между проводниками 24 н 25. Для этой цели к проводникам 24 и 25 подсоединена первичная обмотка измерительного трансформатора 43, вторичная обмотка КОТОРОГО соединена с линией 42 через выпря титель 44. К проводнику 25 подсоетинен также измерительный трансформатор тока 45, чьи измерительная обмотка через вьmpямиfёJrь 46 выдает последующий
сигнал действительной величины постоянного тока, который поступает на вход второй интегрирующей схемы 39.
Устройство согласно фиг. 3, реализующее способ управления сварочной мощностью, работает следующим образом.
Задатчиком 41 устанавливают сигнал заданной величины. В соответствии с этим заданным сигналом с помощью интегрирующих схем 38 и 39 управляют моментом зажигания тиристоров выпрямителя 34 внутри каждой полуволны переменного напряжения, следовательно, протекающий по обмотке возбуждения 32 генератора 28 постоянный ток принимает определенное значение, которое влечет за собой определенную амплитуду выдаваемого генератором 28 переменного напряжения между проводниками 24 и 25. Если сигнал заданной величины изменяется, то изменяется также возбуждение генератора и амплитуда выдаваемого генератором переменного напряжения, при этом полуволны переменного напряжения всегда остаются невредимыми, как показано на фиг. 2. При достижении описанным способом изменения амплитуды неременного напряжения между проводниками 24 и 25 изменяется также и эффективное значение протекающего по первичной обмотке 2 сварочного трансформатора I переменного тока, что также представлено на фиг. 2. Изменение тока влечет за собой соответствующее изменение результирующей сварочной мощности. Следовательно, силу сварочного тока или же сварочную мощность можно выбирать и устанавливать с помощью задатчика 15.
Первый сигнал действительной величины, полученный посредством измерительного трансформатора 43 и выпрямителя 44, пропорционален амплитуде получаемого от генератора 28 переменного напряженния, при этом второй сигнал действительной величины, полученный с помощью трансформатора тока 45 и выпрямителя 46, пропорционален силе сварочного тока, протекающего в первичной цепи сварочного трансформатора 1. Если амплитуда переменного напряжения между проводниками 24 и 25 отклоняется от заданного значения, установленного задатчиком 41, то тогда первый сигнал действительной величины автоматически обеспечивает такой сдвиг момента зажигания тиристоров в выпрямителе 34, чтобы было компенсировано отклонение напряжения. Если ток в первичной цепи сварочного трансформатора I изменяется, например, вследствие колебаний нагрузки во вторичной цепи сварочного трансформатора, то второй сигнал действительной величины автоматически обеспечивает сдвиг момента зажигания тиристоров таким образом, что соответственно изменяется и возбул дение генератора 28, чтобы снова устранить появившееся изменение тока. Изменения силы тока в первичной цепи сварочного трансформатора 1 влекут за собой также соответствующие изменения амплитуды напряжения, поэтому для осуществления желаемой стабилизации было бы достаточно регулировки с помощью первого сигнала действительной величины, пропорционального амплитз де напряжения.
Однако дополнительная регулировка посредством второго сигнала действительной величины, пропорционального силе тока, обеспечивает ускорение коррекции с помощью предварительной регулировки возбуладения генератора. Частоту сварочного переменного тока, создаваемую генератором 28, можно брать большей частоты сети, если это окажется целесообразным для обеспечения качества и скорости сварки
при сварке роликовыми электродами. Ясно, что путем изменения скорости вращения приводного двигателя 20 можно изменять частоту сварочного переменного тока.
Оба описанных примера выполнения согласно фиг. 1 и 3 позволяют обеспечивать непрерывное управление сварочной мощностью между максимальным ее значением и практически нулевым при полных полуволпах сварочного переменного напряжения и сварочного переменного тока. Поэтому нет необходимости использовать сварочный трансформатор с отводами. Но так как при сварке роликовыми электродами зачастую
приходится работать с более высокой частотой сварочного тока по сравнению с частотой распределительной электрической сети переменного тока, то в этих случаях для повышения частоты уже и раньше использовали или статический преобразователь частоты или вращающийся. Поэтому описанное согласно изобретению устройство для управления сварочной мощностью путем изменения амплитуды сварочного
переменного напряжения, применяемое вместо устройства для управления фазовой отсечкой, не требует дополнительных затрат, его можно реализовать с помощью весьма скромных дополнительных средств,
которые являются стандартными.
Сварочный трансформатор, нижний и вепхний сварочные электроды, свариваемые друг с другом части деталей, а также электронное управляющее устройство для
включения и выключения сварочного тока на фиг. 4 обозначены теми же позициями, что и соответствующие элементы на фиг. I. Управляющее устройство 9. служащее для управления CBaj504Hon мощностью, на
фиг. 4 обозначено лишь в виде блока, так как оно полностью совпадает с выполнением, описанным на фиг. 1.
Для осуществления подлети частей изделий б и 7 между сварочными роликовыми
электродами 4 и 5 в процессе сварки верхНИИ сварочный электрод 5, как показано на фиг. 4, закреплен на валу, который с помощью двигателя 47 приводится во вращение с желаемой скоростью. Целесообразно между ротором двигателя 47 и валом 48 иметь редуктор. Ротор двигателя 47 с помощью вала 49 соединен с тахогеператором 50, который на выходе 51 обеспечивает постоянное напряжение, пропорпиональное действительному значению скорости вращения двигателя 47. Это постоянное напряжение подается на потенциометр 52, с него можно отводить любую устанавливаемую часть напряжения, выдаваемого генератором 50. К отводу потенциометра 52 подсоединен вход 53 усилителя 54, выход которого 55 соединен с зажимом 56 управляющего устройства 9 и, следовательно, с входом суммирующего усилителя 19 управляющего устройства 9 (см. фиг. 1). Сигнал с выхода 55 усилителя 54, корректирующий сварочный ток, соответствующий скорости вращения двигателя 47, поступает в виде постоянного тока изменяющейся величины.
В суммирующем усилителе 19 сигнал заданной величины, устанавливаемый задатчиком 15, и сигнал для корректировки сварочного тока, выходящий из усплнтеля 54, суммируются, а следовательно, с помощью схемы 14 и управляемого выпрямителя 10 эффективное значение сварочного переменного тока зависит не только от установки задатчика 15, но и дополнительно от возможного действительного значения скорости вращения двигателя 47 и, следовательно, от скорости сварки. Если скорость вращения двигателя 47 повышается, то соответственно возрастает и сигнал для корректировки сварочного тока на входе суммирующего усилителя 10, что вызывает соответствующее повышение эффективного значения сварочного тока.
И наоборот, снижение скорости вращения двигателя 47 влечет за собой соответствующее уменьшение сварочного тока. С помощью потенциометра 52 можно регулировать влияние изменения скорости вращения двигателя на силу сварочного тока таким образЬм, чтобы к свариваемым друг с другом частям деталей в каждой точке вдоль образующегося сварного шва подводилось одинаковое количество сварочной энергии независимо от мгновенной скорости сварки.
Вместо тахогенератора 50 можно также успешно использовать таходатчик импульсов, который при каждом повороте валов 48 и 49 выдает определенное количество электрических импульсов, при этом частота следования импульсов служит в качестве сигнала действующей величины для сварочной скорости. Из полученной таким образом последовател.ности импульсов пзвестным способом образуется постоянное
напряжение, пропорциональное частоте следования импульсов, которое подается на потенциометр 52. Принцип действия остальных узлов управляющего устройства такой же, как и в устройстве, изображенном на фиг. 4.
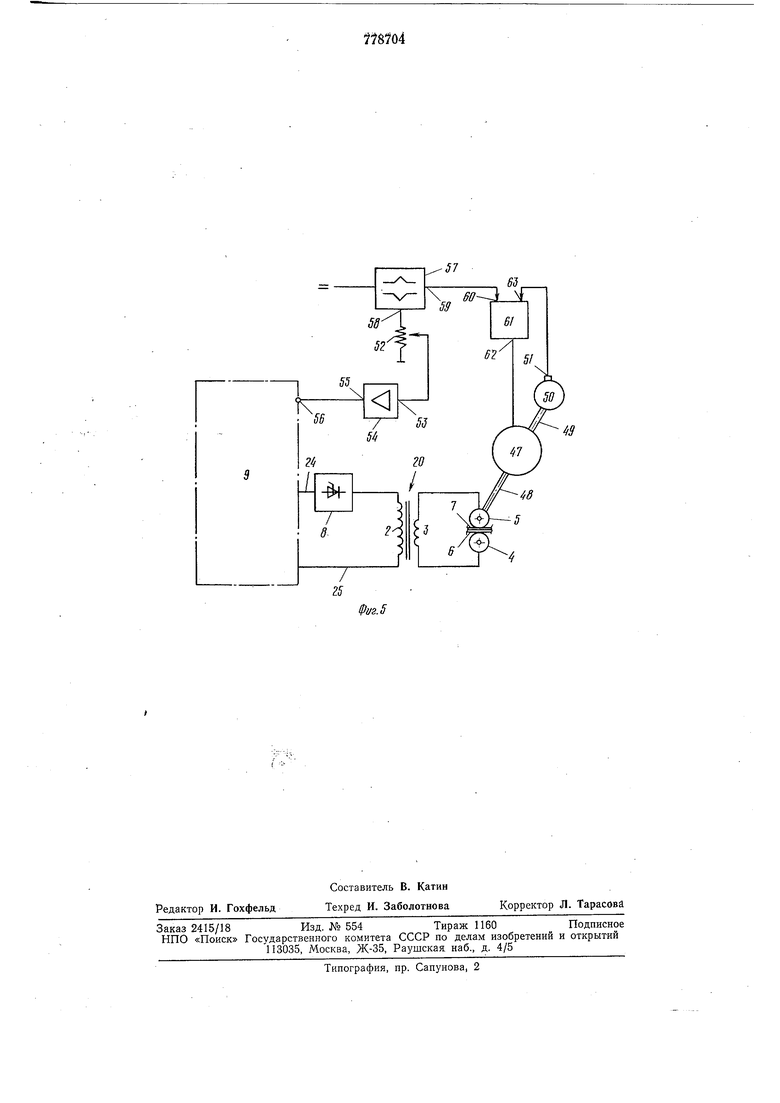
Представленный на фиг. 5 вариант выполнепия отличается от изображенного на фиг. 4 лишь тем, что сигнал для корректировки сварочного тока получают другим способом, а именно, с помощью программного управляющего устройства или вьтчислительного устройства 57, задача которых в первую очередь состоит в том, чтобы
управлять скоростьк) вращения двигателя 47 в функции заданных критериев. Вычислительное устройство 57 имеет два выхода 58 и 59 и на выходе 59 выдает цифровой или аналоговый сигнал, соответствующий
заданной скорости вращения для управления двигателя 47. К выходу 59 подсоединен вход 60 электронного регулятора скорости вращения 61, выход 62 которого соединен с двигателем 47. Регулятор скорости вращения 61 имеет второй вход 63, соединенный с выходом 51 тахогенератора 50 или соответствующего таходатчика импульсов. Таким образом, на регулятор скорости вращения 61 через его вход 60 подают сигнал, соответствующий заданной скорости вращения, а через другой его вход 63 - сигнал, соответствующий действующей скорости вращения. Регулятор скорости вращения 61 автоматически следит за тем,
чтобы скорость вращения двигателя 47 соответствовала сигналу заданной величины и чтобы появившиеся отклонения действительного значения скорости вращения от заданного автоматически корректировались.
На второй выход 58 устройства 57 подается постоянное напряжение, соответствующее заданному сигналу для скорости вращения, которое подается на потенциометр
52. Таким образом, в этом случае на выходе усилителя 54 также возникает сигнал в виде изменяющегося постоянного тока, корректирующий сварочный ток и соответствз ющий скорости вращения двигателя 47
и, следовательно, скорбсти сварки.
Если устройство 57 выдает измененный сигнал, соответствующий заданной скорости вращения, на вход 60 регулятора 61 скорости вращения подается сигнал в виде
команды таким образом, что соответственно изменяется и скорость вращения двигателя 47. В этом случае устройство 57 одновременно вызывает также соответствующее изменение силы сварочного тока, а следовательно, несмотря на изменение скорости сварки к каждой точке вдоль образующегося сварного шва подается одинаковая сварочная энергия. Устройство 57 быть, например,
вычислительным устройством, которое приИ
меняется в устройстве для управления началом сварки и окончанием ее при непрерывной сварке сопротивлением по патенту Швейцарии № 572375.
Описанные согласно фиг. 4 и 5 средства получения сигнала для корректировки сварочного тока можно комбинировать также с устройством, представленным на фиг. 3.
Формула изобретения
Г. Способ управления мощностью при контактной сварке на переменном токе, основанный на выпрямлении переменного тока, поступающего из распределительной электрической сети переменного тока, регулировании выпрямленного напряжения по сигналу обратной связи, преобразовании частоты в более высокую частоту, чем частота распределительной сети переменного тока и управлении эффективным значением свароч ного тока, отличающийся тем, что, с целью повышения качества сварки, для управления эффек12
тивным значением сварочного тока измеряют скорость сварки и по электрическому сигналу, соответствующему измеренной скорости сварки, изменяют сварочный ток, сохраняя постоянство сварочной энергии, вводимой в калсдую точку сварного шва.
2. Устройство для осуществления способа по п. 1, содержащее преобразователь частоты, выпрямитель, сварочный трансформатор, цепь обратной связи и привод перемещения изделия, отличающееся тем, что, с целью повышения качества сварки, привод перемещения изделия снабжен соединенным с ним тахогенератором, регулятором скорости и программным устройством, управляющим скоростью сварки.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 238036, кл. В 23 К 11/24, 14.12.67.
2.Исаков Ю. А. Тиристорные системы электропитания. Киев, «Техника, 1974, с. 95.





| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1997 |
|
RU2116174C1 |
| ВТОРИЧНЫЙ ИСТОЧНИК ПИТАНИЯ | 1998 |
|
RU2131640C1 |
| Устройство для питания сварочной дуги и управления процессом сварки | 1983 |
|
SU1178557A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ СВАРКИ, ПУСКА ДВИГАТЕЛЕЙ И ЗАРЯДА АККУМУЛЯТОРНЫХ БАТАРЕЙ | 1992 |
|
RU2035108C1 |
| АВТОНОМНАЯ ЭЛЕКТРОСТАНЦИЯ ПЕРЕМЕННОГО ТОКА | 2010 |
|
RU2412513C1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2644711C2 |
| Устройство для управления процессом сварки и питания сварочной дуги током повышенной частоты | 1983 |
|
SU1191219A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
| УСТРОЙСТВО для ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1971 |
|
SU292742A1 |
JJ
7
