00 4
сл
00
.
Ш
Изобретение относится к производству металлов и сплавов и может быть использовано в электродуговых печах металлургической и машиностроительной промышленности.
Известен способ перепуска электродов дуговой печи с помощью электродержателя и кранового оборудования 1.
Недостаток этого способа - необходимость использования кранового оборудования цеха, что связано с простоями печи, и, как следствие, уменьшение ее производительности.
Наиболее близким по технической сушности и достигаемому результату к предлагаемому является способ перепуска электрода в электродуговой печи, при котором их фиксируют, снижают усилие на механизме зажима и опускают электрод на заданную величину 2.
Цель изобретения - снижение загрузки кранового оборудования и повышение производительности печи.
Поставленная цель достигается тем, что согласно способу перепуска электродов в электродуговой печи, при котором их фиксируют, снижают усилие на механизме зажима и опускают электроды на заданную величину, каждый электрод фиксируют двумя механизмами зажима приложением к одному усилию зажима, равного 15-18 массам электрода, а к другому - усилия зажима равного 2,5-5 массам электрода, а перепуск электрода производят путем полного снятия с механизма зажима усилия, равного 15-18 массам электрода.
На чертеже показана схема осуществления предлагаемого способа.
Схема содержит электрод 1 дуговой сталеплавильной печи и два отжимных цилиндра 2 с пружинным механизмом 3.
Обычный (стандартный) способ перепуска электродов дуговой печи осуществляют следующим образом.
Известно, что для удобства транспортировки и эксплуатации электроды изготавливают длиной 1000-2400 мм; работающий электрод состоит из двух или трех секций, соединенных ниппелями. По м.ере обгорания нижней части электрода электрододержатель опускается все ниже; когда он оказывается вблизи своего нижнего положения, производят наращивание и перепуск электрода. Эта операция обычно повторяется ежеплавочно. Верхний торец электрода за кольцо ниппеля поддерживает кран, затем электрододержатель ослабляют, и «свеча повисает на крюке крана. Электрод опускают на необходимую длину (краном), после чего он зажимается электрододержателем, а кран отходит.
Учитывая занятость кранового оборудования в любом сталеплавильном цехе, легко определить, что простои, связанные
С ожиданием крана, с самой операцией перепуска, занимают значительное время. Так, для 100-тонной дуговой сталеплавильной печи в цехе, имеющем четыре однотипные печи, эта величина в среднем составляет 20 мин (8% от времени плавки).
Предлагаемый способ перепуска электродов в дуговой печи осуществляют следующим образом.
Усилие, необходимое для зажима и удержания электрода, делится на две составные части таким образом, что .одно из них в 2,5-5, а другое в 15-18 раз превосходит массу электрода. При необходимости перепуска электрода механизм зажима электрода, характеризующийся большим усилием, ослабляют, а электрод находится под действием только одного механизма зажима с усилием прижима, равным 2,5-5 массы электрода. Такого усилия недостаточно для удержания электрода (известно, что для удержания электрода сжимающее усилие должно в 7,0-7,5 раз превосходить массу электрода), и он под действием собственной массы начинает скользить вниз. При сжимающих усилиях, равных 2,5-5,0 массы электрода, средняя скорость скольжения составляет 1-3 м/мин. Конкретную величину этого усилия легко отрегулировать в эксплуатационных условиях.
Меньщие значения сжимающих усилий обеспечивают чрезмерно большие скорости опускания электродов, при которых практически невозможно управлять процессом перепуска и появляется возможность падения электрода в печь.,
При больших усилиях механизма зажима электрода скорость его продвижения будет чрезмерно малой, и процесс перепуска займет много времени.
При опускании электрода на необходимую величину он зажимается вторым механизмом зажима. Процесс перепуска может осуществляться циклически в несколько приемов: механизм, с большими усилиями отжимается, электрод опускается на какуюто величину, механизм зажимает электрод и так повторяете до тех пор, пока нижний торец электрода не достигнет нужного уровня. Величина усилия, приходящегося на этот механизм зажима, выбрана из следующих соображений. При усилиях менее 1518 массы электрода контактно сопротивление электрододержателя достаточно большое, что нежелательно, так как через контакт электрод - электрододержатель проходят больщие токи. Малое контактное сопротивление желательно не только для снижения тепловых потерь энергии в нем, но и для уменьщения его нагрева.
Большие значения усилий, приходящихся на механизм зажима, не уменьшают существенно контактного сопротивления и требуют дополнительных механических устройств. Таким образом, перепуск осуществляется с помощью двух механизмов зажима электродов, работающих циклически: каждый из механизмов отжимается и через небольшой интервал времени (около 10 с) зажимается, причем при одном включенном механизме другой отключен. Так повторяется несколько раз, пока электрод не опустится на необходимую величину. Предлагаемый способ перепуска электродов, основанный на разделении сжимающих электрод усилий на две неравные соетавные части, позволяет обойтись без кранового оборудования, что существенно экономит время, уменьщает трудоемкость процесса, сокращает межплавочные простои и увеличивает производительность печного агрегата. Технико-экономический эффект от внедрения предлагаемого способа перепуска электродов рассчитан в сопоставлении с базовым объектом, в качестве которого взята электродуговая печь № 4 емкостью 100 т. Отказ от кранового оборудования при перепуске электродов сокращает простои печи на 2-5%, что позволяет повысить интенсивность производства стали, а экономия составляет 0,12 руб. на 1 т выплавляемого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дуговая сталеплавильная печь | 1976 |
|
SU739319A1 |
| Дуговая сталеплавильная печь | 1973 |
|
SU447548A1 |
| Способ установки в рабочее положение электродов дуговой электропечи | 1987 |
|
SU1533022A1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ НАГРЕВА И ПЛАВКИ МЕТАЛЛА | 2009 |
|
RU2448317C2 |
| Способ перепуска электродов дуговой сталеплавильной электропечи | 1977 |
|
SU720834A1 |
| ТРИАНГУЛИРОВАННЫЙ СИЛЬНОТОЧНЫЙ ТОКОПОДВОД | 2013 |
|
RU2550338C2 |
| Способ сборки электродной свечи | 1980 |
|
SU924922A1 |
| Устройство для перемещения электродов трехфазной дуговой электропечи | 1989 |
|
SU1647926A1 |
| ЭЛЕКТРОКОНТАКТНОЕ УСТРОЙСТВО ДЛЯ РУДНОТЕРМИЧЕСКОЙ ПЕЧИ С ГРАФИТИРОВАННЫМ ЭЛЕКТРОДОМ | 2020 |
|
RU2748222C1 |
| ОХЛАЖДАЕМЫЙ ЭЛЕКТРОДОДЕРЖАТЕЛЬ ДЛЯ ДУГОВЫХ ПЕЧЕЙ | 1935 |
|
SU52319A1 |
СПОСОБ ПЕРЕПУСКА ЭЛЕКТРОДОВ В ЭЛЕКТРОДУГОВОЙ ПЕЧИ, при котором их фиксируют, снижают усилие на механизме зажима и опускают электроды на заданную величину, отличающийся тем, что, с целью снижения загрузки кранового оборудования и повышения производительности печи, каждый электрод фиксируют двумя механизмами зажима приложением к одному - усилия зажима, равного 15-18 массам электрода, а к другому усилия зажима, равного 2,5-5 массам электрода, а перепуск электрода производят путем полного снятия с механизма зажима усилия, равного 15-18 массам электрода.,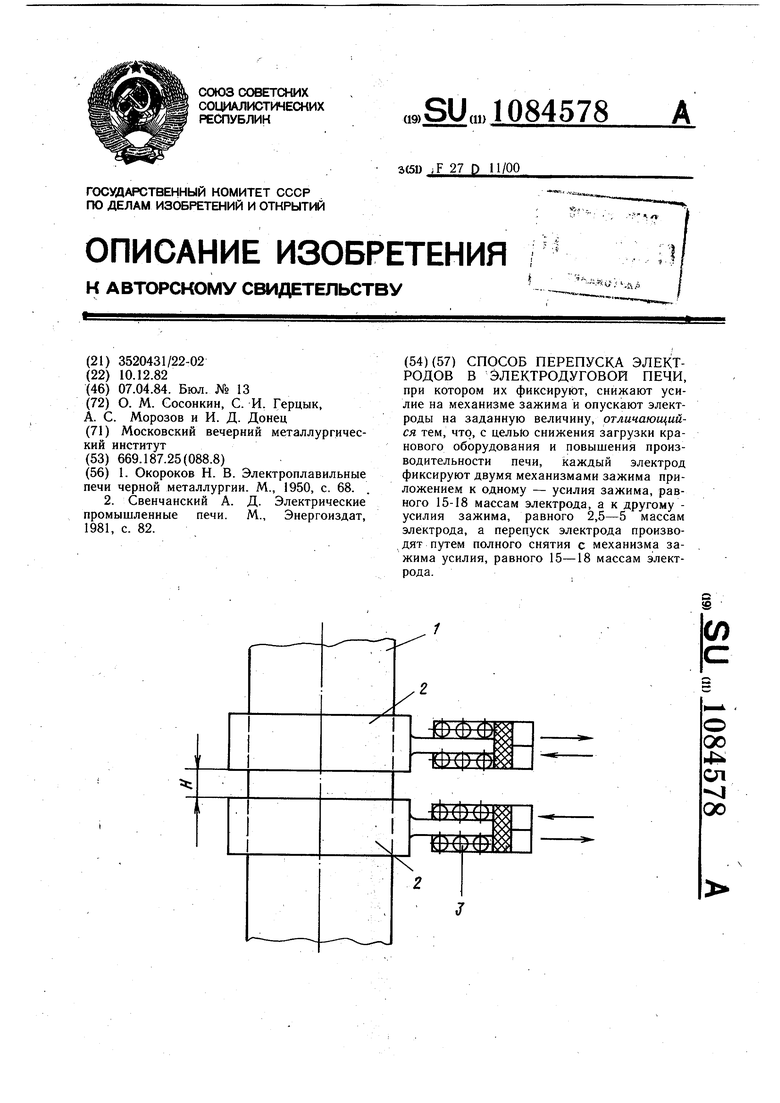
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Окороков Н | |||
| В | |||
| Электроплавильные печи черной металлургии | |||
| М., 1950, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Свенчанский А | |||
| Д | |||
| Электрические промышленные печи | |||
| М., Эиергоиздат, 1981, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| ---чи-; ,йр | |||
