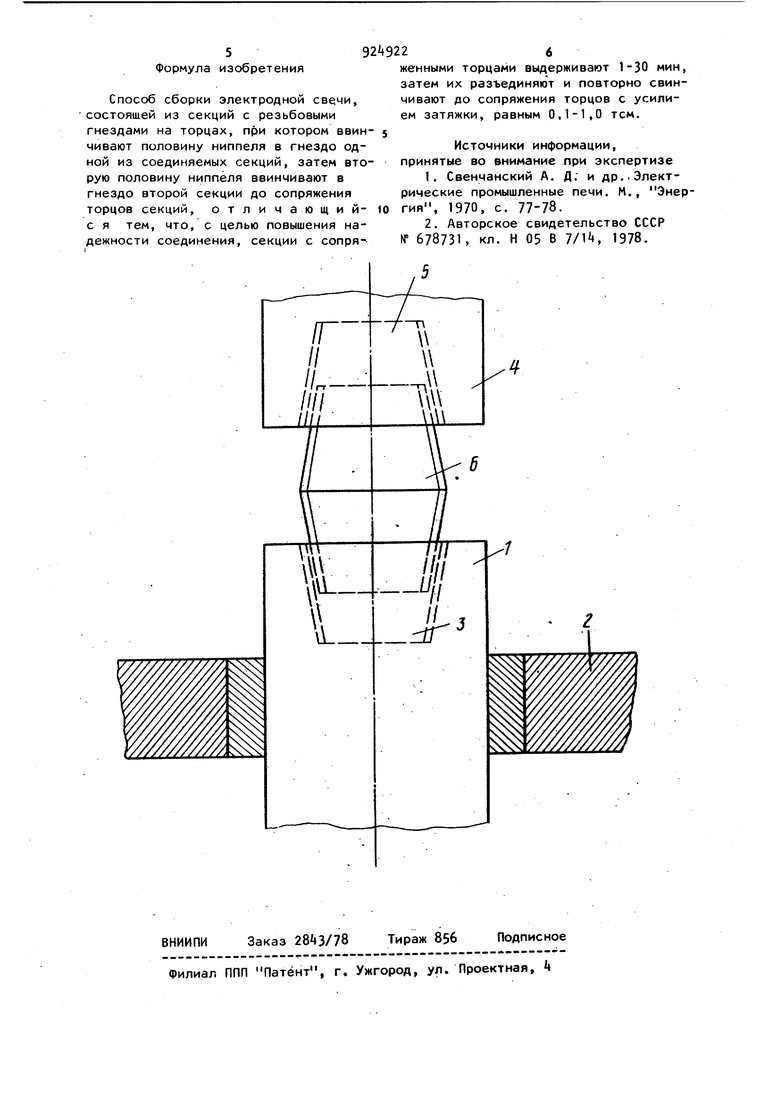
. . : Изобретение относится к элёктротер мии и может быть применено в дуговых электропечах. , Известен способ сборки электродной свечи, при котором после отключения печи электродную свечу заменяют на : предварительно набранную, огарок свечи подъемным краном транспортируют на стойку и наращивают новым электродом после остывания огарка tU. Недостатками указанного спосеХба являются окисление электродов и большая высота подъема крюка, что увеличи вает высоту здания. Известен также .способ сборки электродной свечи, состоящей из секций с резьбовыми гнездами на торцах, при котором ввинчивают половину нипКеля в гнездо одной из соединяемых секции, d вторую лоловину ниппеля ввинчивают в гнездо второй секции до сопряжения торцов секций t23. Недостатком этого способа является низкая надежность соединения, вызванная возникновением тепловых ударов из-за большой разности температур нижней и верхней секций. Цель изобретенная - повышение надежности соединения. Поставленная цель достигается за i счет того, что секции с сопряженными торцами вьщерживают 1-30 мин, затеи их разъединяют и повторно свинчивают до сопряжения торцов с усилием затяжки 0,1-1-,О тем. На чертеже представлена схема сборки электродной свечи по предлагаемому способу. Способ сборки электродной свени осуществляется следующим образом. Ниппель ввинчивается одной своей половиной в резьбовое гнез/ о одного из электродов, затем второй половиной в резьбовое гнездо другого электрода до соприкосновения сопрягаемых торцов между собой. В этом положении соеди нение алектродов выдерживают в течение некот-орого промежутка времени. 3 необходимого для того, чтобы темпера туры электродов уравнялись или имели допустимую разность. По истечении 130 мин электроды разъединяют и свинчивают до сопряжения их торцов с необходимым усилием затяжки, зависящим от размеров соединения, диаметров электродов и ниппелей, размеров резь бы и других условий и находящимся в пределах 0,1-1,0 тем. Пример 1. Электродная свеча с верхним электродом 1 находится в печи 2, над сводом печи расположен лишь торец с резьбовым гнездом 3. Се чение электрода равно 710 мм. Торец электрода 1 имеет высокую температуру, достигающую 800°С. Электрод с гнездом 5 и ниппель 6 находятся в сталеплавильном цехе н складе электродной продукции и имеют темпеоатуру 20°С. Для осуществления непрерывной работы печи необходимо нарастить электродную свечу. Мостовым краном при помощи фальшниппеля, ввинчиваемого в одно из гне электрода k, последний транспортируется к печи. Там ниппель 6 ввинчивается одной половиной в гнездо 5 элек трода k, затем другой половиной - в гнездо 3 электрода 1 , электрод 4 при этом вращается .вместе с ниппелем 6. Свинчивание электродов 1 и k осущест вляется до соприкосновения их торцов В таком положении электродь выдерживаются в течение 30 мин. Верхний электрод 4 при этой начинает нагреваться от нижнего электрода 1 путем теплопроводности и конвенции. После выдержки электроды разъединяют, снимая тем самым термомеханические напряжения, обусловленные разностью температур соединяемых электродов, а затем их окончательно свинчивают до соприкосновения торцами, выдерживая при этом усилие свинчивания электродов,травное 700-800 кгсм. Пример 2. Сборка электродно свечи осуществляется в той же послед вательности, что и в примере 1. Сече ние электродов равно 75 мм. Торец электрода 1 имеет температуру . Выдержка электродов в предварительно собранном положении равна 1 мин, пос ле чего их разъединяют и вновь свин чйвают с усилием затяжки 20 кгсм. Пример 3. Сборка электродной свечи осуществляется в той же по следовательности, что и в примере 1. 2 Сечение электродов равно 350 мм. Торец электрода 1 имеет температуру 00°С. Выдержка электродов в предварительно собранном положении равна 10 мин, затем их разъединяют и вновь свинчивают с усилием затяжки 300 кгсм. Оптимальный режим сборки электродов в настоящее время привести не представляется возможным по следующим причинам. В СССР и за рубежом существуют десятки конструкций электродуговых печей, которые отличаются мощностью, эксплуатационными режимами, наличием и отсутствием уплотнений . Минимальный промежуток времени, равный 1 мин, в соответствии с примером 2 возможен для электродов минимального сечения для электропечи небольшой мощности. Ниже указанного предела сборка свечи не целесообразна ввиду того, что термомеханические напряжения имеют значительные величины. Максимальный промежуток времени, равный 30 мин, в соответствии с примеррм 1 возможен для мощных печей с |электродами 710 мм и выше при выплав;ке спецсталей высокого качества, об:рывы электродов в данном случае долж:ны быть исключены. Сверхмаксимальный .промежуток времени не целесообразен, :так как увеличиваются непроизводительные простои печи. Положительный эффект от применения предлагаемого технического решения заключается в повышении надежности соединения вследствие исключения или уменьшения влияния тепловых ударов в стыке электродов. Предварительная сборка электродов выравнивает температуру сопрягаемых электродов и ниппеля, при этом ниппель, нагреваясь, расширяется, стремясь разорвать гнездо. Разборка соединения и последующая сборка значительно уменьшают термомеханические напряжения при эксплуатации свечи, а также вероятность обрывов свечи. Кроме того, происходит приработка сопрягаемых участков резьбы и торцов, улучшающая электропроводность, соединения. Это уменьшает непроизводительные простои печи, улучшает электропроводность стыка электродов и расход электродов на тонну выплавляемой стали. Изобретение обеспечивает уменьшение расхода электродов на тонну выплавляемой стали вследствие обрывов свечи с 10 до 5 от общего расхода.

| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения секций полого углеграфитового электрода дуговой электропечи | 1990 |
|
SU1774528A1 |
| СОЕДИНЕНИЕ ЭЛЕКТРОДОВ С ПОКРЫТИЕМ НА КОНТАКТНЫХ ПОВЕРХНОСТЯХ | 2003 |
|
RU2335099C2 |
| Способ восстановления электродов и устройство для контроля качества резьбы элементов электродов | 1992 |
|
SU1838071A3 |
| Способ сборки электрода | 1978 |
|
SU678731A1 |
| УСТРОЙСТВО КЛИНОВОГО СОЕДИНЕНИЯ ЭЛЕКТРОДОВ | 2007 |
|
RU2334377C1 |
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
| РЕЗЬБОВОЙ НИППЕЛЬ, УГОЛЬНЫЙ ЭЛЕКТРОД И ЭЛЕКТРОДНЫЙ УЗЕЛ | 2007 |
|
RU2395178C2 |
| ЗАМОК ДЛЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2669018C2 |
| УСТРОЙСТВО ДЛЯ ВВИНЧИВАНИЯ ТЯЖЕЛЫХ НИППЕЛЕЙ В ЭЛЕКТРОД | 2008 |
|
RU2398367C2 |
| НИППЕЛЬ ДЛЯ СОЕДИНЕНИЯ ЭЛЕКТРОДОВ ЭЛЕКТРОДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2226752C1 |
