Изобретение относится к электротермии, конкретнее к дуговым сталеплавильным печам и агрегатам комплексной обработки стали, в частности к устройствам перемещения электродов.
Целью изобретения является увеличение производительности печи за счет повышения ремонтоспособности устройства и снижения непроизводственных простоев плавильного агрегата.
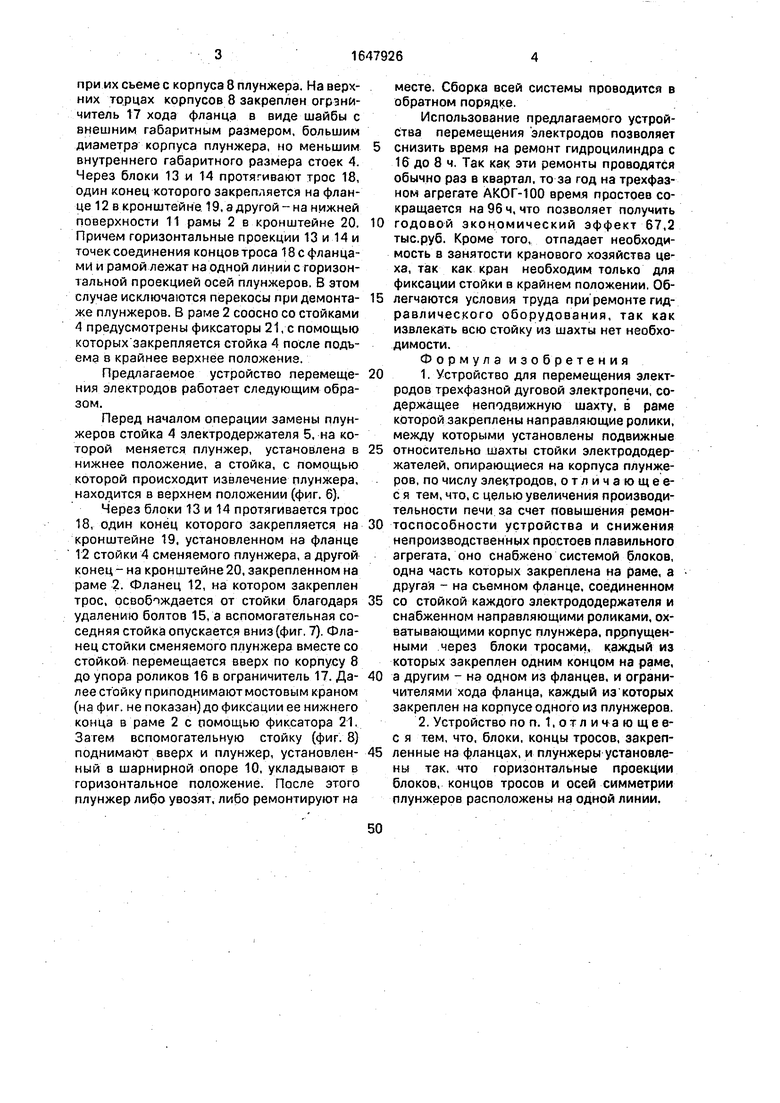
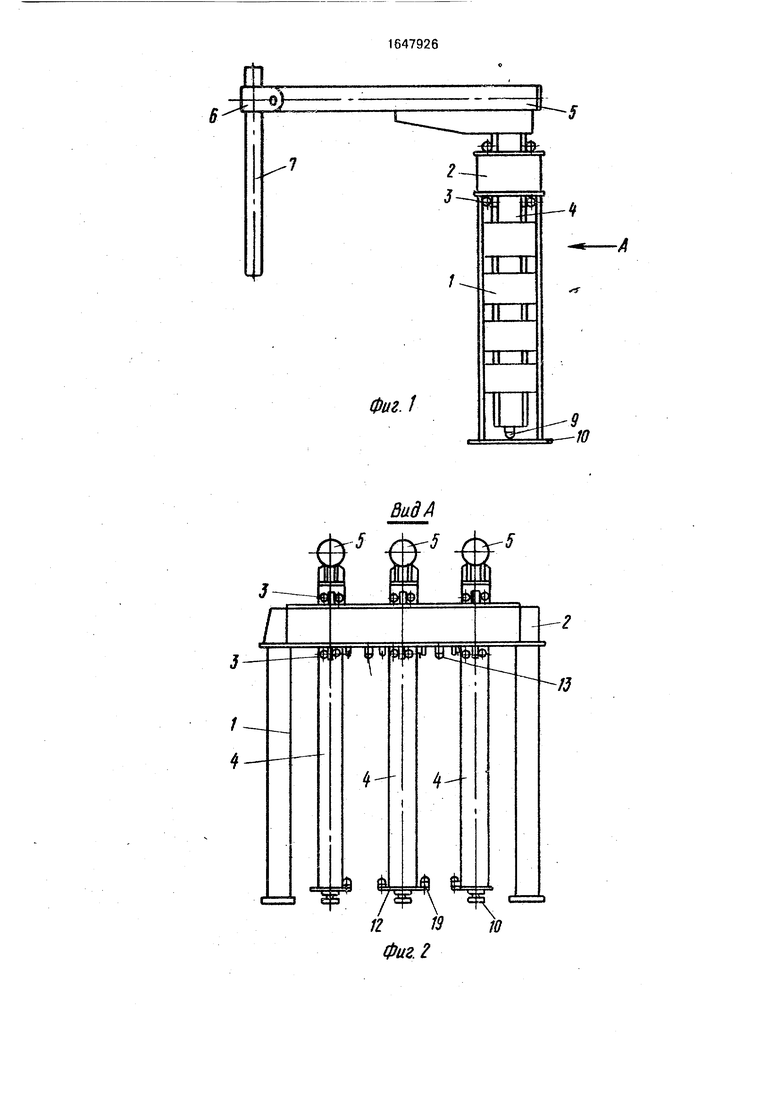
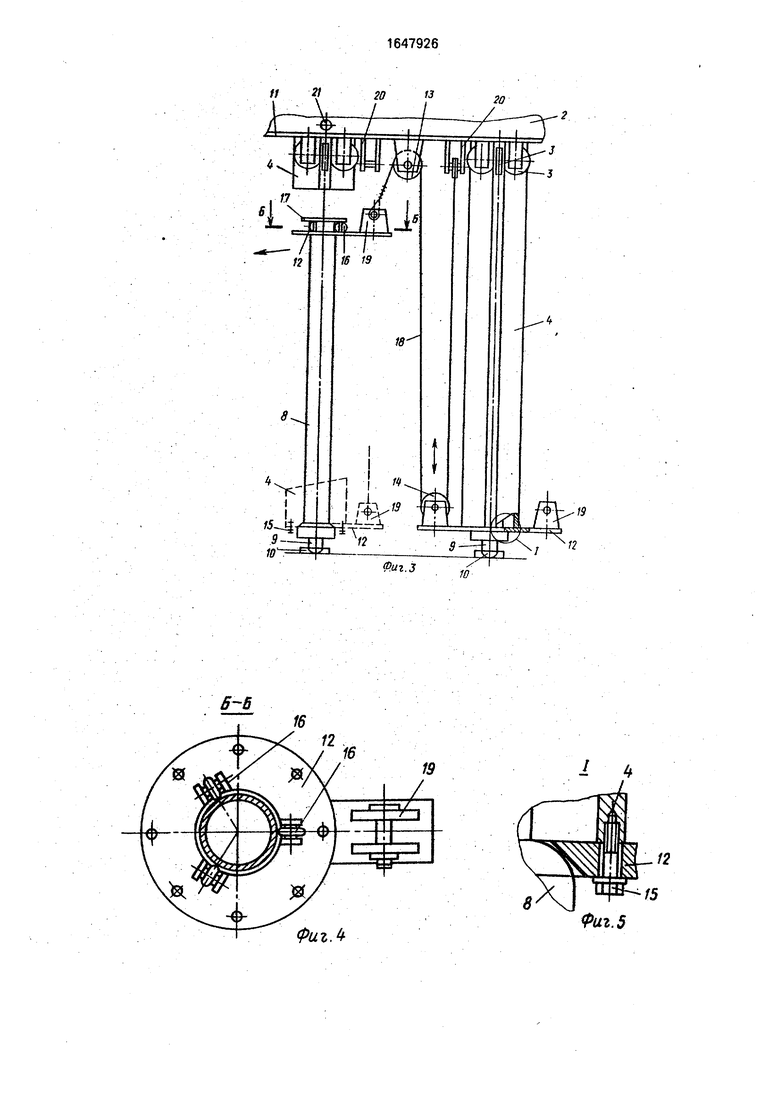
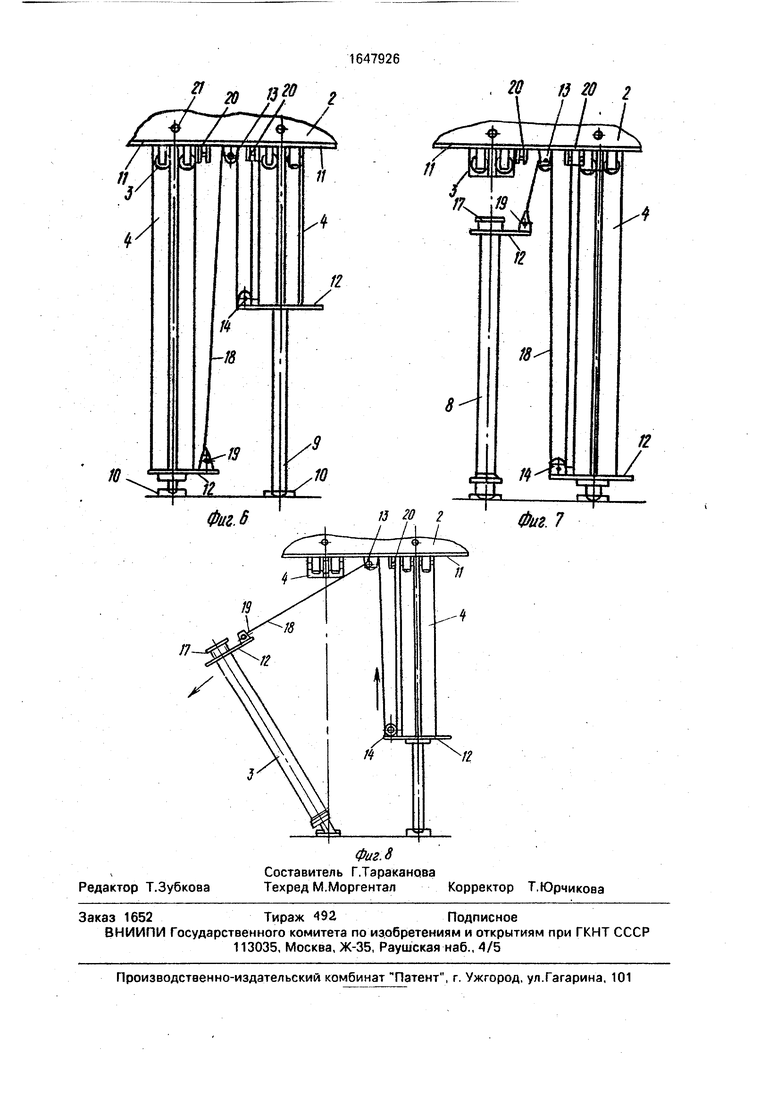
На фиг. 1 схематично изображено предлагаемое устройство, вид сбоку; на фиг. 2 - вид А на фиг. 1; на Фиг. 3 - устройство в момент извлечения пл/нжера одной из стоек электрододержателя; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - узел 1 на фиг. 3; на фиг. 6 - устройство в начальный момент извлечения плунжера крайней стойки; на фиг. 7 - то же, в конечный момент извлечения плунжера; на фиг. 8 - то же, в момент
укладки плунжера в горизонтальное положение.
Устройство для перемещения электродов содержит неподвижную шахту 1, в верхней раме 2 которой установлены направляющие ролики 3. Между роликами 3 введены стойки 4 электрододержателей 5, в головках 6 которых закрепляются графити- рованные электроды 7. Каждая стойка 4 опирается на корпус 8 плунжера, шток 9 которого установлен в шарнирной опоре 10. На нижней поверхности 11 рамы 2 между стойками 4 и на съемных фланцах 12 установлены блоки 13 и 14 соответственно. Фланцы 12 закреплены на нижних торцах стоек 4 с помощью болтов 15 (фиг, 5). На фланцах закреплены ролики 16, контактирующие с поверхностью корпуса 8 плунжера и обеспечивающие более плавный, без заеданий и затираний от перекосов ход стоек 4
О
го о
при их съеме с корпуса 8 плунжера. На верхних торцах корпусов 8 закреплен ограничитель 17 хода фланца в виде шайбы с внешним габаритным размером, большим диаметра корпуса плунжера, но меньшим внутреннего габаритного размера стоек 4. Через блоки 13 и 14 протягивают трос 18, один конец которого закрепляется на фланце 12 в кронштейне 19, а другой-на нижней поверхности 11 рамы 2 в кронштейне 20. Причем горизонтальные проекции 13 и 14 и точек соединения концовтроса 18сфланца- ми и рамой лежат на одной линии с горизонтальной проекцией осей плунжеров, В этом случае исключаются перекосы при демонта- же плунжеров. В раме 2 соосно со стойками 4 предусмотрены фиксаторы 21, с помощью которых закрепляется стойка 4 после подъема в крайнее верхнее положение.
Предлагаемое устройство перемеще- ния электродов работает следующим образом.
Перед началом операции замены плунжеров стойка 4 электродержателя 5, на которой меняется плунжер, установлена в нижнее положение, а стойка, с помощью которой происходит извлечение плунжера, находится в верхнем положении (фиг. 6).
Через блоки 13 и 14 протягивается трос 18, один конец которого закрепляется на кронштейне 19, установленном на фланце 12 стойки 4 сменяемого плунжера, а другой конец - на кронштейне 20, закрепленном на раме 2. Фланец 12, на котором закреплен трос, освобождается от стойки благодаря удалению болтов 15, а вспомогательная соседняя стойка опускается вниз (фиг, 7). Фланец стойки сменяемого плунжера вместе со стойкой перемещается вверх по корпусу 8 до упора роликов 16 в ограничитель 17. Да- лее стойку приподнимают мостовым краном (на фиг. не показан) до фиксации ее нижнего конца в раме 2 с помощью фиксатора 21. Затем вспомогательную стойку (фиг. 8) поднимают вверх и плунжер, установлен- ный в шарнирной опоре 10, укладывают в горизонтальное положение. После этого плунжер либо увозят, либо ремонтируют на
месте. Сборка всей системы проводится в обратном порядке.
Использование предлагаемого устройства перемещения электродов позволяет снизить время на ремонт гидроцилиндра с 16 до 8 ч. Так как эти ремонты проводятся обычно раз в квартал, то за год на трехфазном агрегате АКОГ-100 время простоев сокращается на 96 ч,что позволяет получить годовой экономический эффект 67,2 тыс.руб. Кроме того, отпадает необходимость в занятости кранового хозяйства цеха, так как кран необходим только для фиксации стойки в крайнем положении, Облегчаются условия труда при ремонте гидравлического оборудования, так как извлекать всю стойку из шахты нет необходимости.
Формула изобретения
1.Устройство для перемещения электродов трехфазной дуговой электропечи, содержащее неподвижную шахту, в раме которой закреплены направляющие ролики, между которыми установлены подвижные относительно шахты стойки электрододер- жателей, опирающиеся на корпуса плунжеров, по числу электродов, отличающее- с я тем, что, с целью увеличения производительности печи за счет повышения ремон- тоспособности устройства и снижения непроизводственных простоев плавильного агрегата, оно снабжено системой блоков, одна часть которых закреплена на раме, а другая - на съемном фланце, соединенном со стойкой каждого электрододержателя и снабженном направляющими роликами, охватывающими корпус плунжера, пропущенными через блоки тросами, каждый из которых закреплен одним концом на раме, а другим - на одном из фланцев, и ограничителями хода фланца, каждый из которых закреплен на корпусе одного из плунжеров.
2.Устройство по п. 1,отличающее- с я тем, что, блоки, концы тросов, закрепленные на фланцах, и плунжеры установлены так, что горизонтальные проекции блоков, концов тросов и осей симметрии плунжеров расположены на одной линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОПЕЧЬ ДЛЯ НАГРЕВА И ПЛАВКИ МЕТАЛЛА | 2009 |
|
RU2448317C2 |
| Электрододержатель дуговой электропечи | 1990 |
|
SU1750067A1 |
| ТРИАНГУЛИРОВАННЫЙ СИЛЬНОТОЧНЫЙ ТОКОПОДВОД | 2013 |
|
RU2550338C2 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ ИЗ СТОПЫ | 1990 |
|
RU2006436C1 |
| Устройство для перепуска электрода дуговой электропечи | 1980 |
|
SU907881A1 |
| Устройство для центрирования электрододержателей дуговой электропечи | 1976 |
|
SU616716A1 |
| Шахтно-отражательная печь для переплава металла | 2019 |
|
RU2727374C1 |
| Установка для комплексной обработки металла | 1990 |
|
SU1740436A1 |
| ШИРОКОЗАХВАТНЫЙ ПОЧВООБРАБАТЫВАЮЩИЙ СКЛАДЫВАЮЩИЙСЯ МОДУЛЬ | 2016 |
|
RU2621021C1 |
| Пост технического обслуживания транспортных средств | 1985 |
|
SU1369950A1 |
Изобретение относится к электротехнике. Цель изобретения - увеличение производительности печи за счет повышения ремонтоспособности устройства и снижения непроизводительных простоев плавильного агрегата. Устройство снабжено системой блоков 13 и 14, которые размещены на раме 2 и на съемных фланцах 12. Через блоки протянуты тросы 18, каждый из которых закреплен одним концом на раме 2, а другим - на одном из фланцев 12. Ограничители 17 хода фланцев закреплены на корпусе 8 одного из плунжеров, Использование устройства позволяет снизить время на ремонт гидроцилиндра с 16 до 8 ч, 8 ил., 1 з.п. ф-лы.
1
4
2 JФиг. /
ВидА
f
f
12 19 фиг. 2
Ю
// 21
/5Г4Т
фиъЛ
2013
п
(риг.З
19
/
8
15
Фиг. 5
| Крамаров А.Д., Соколов А.Н | |||
| Электрометаллургия стали и ферросплавов | |||
| М.: Металлургия, 1976, с | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Зинуров И.Р | |||
| и др | |||
| Дуговые сталеплавильные печи: Атлас | |||
| М,: Металлургия, 1974, с | |||
| Говорящий кинематограф | 1920 |
|
SU111A1 |
