00 ел
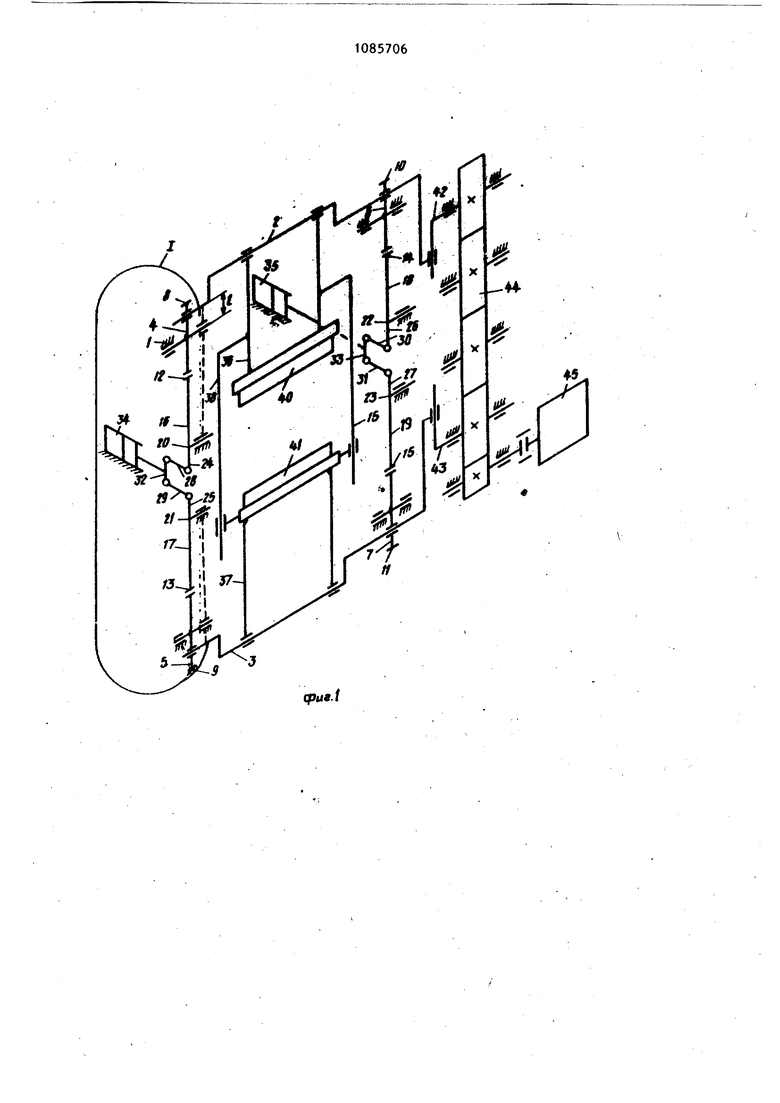
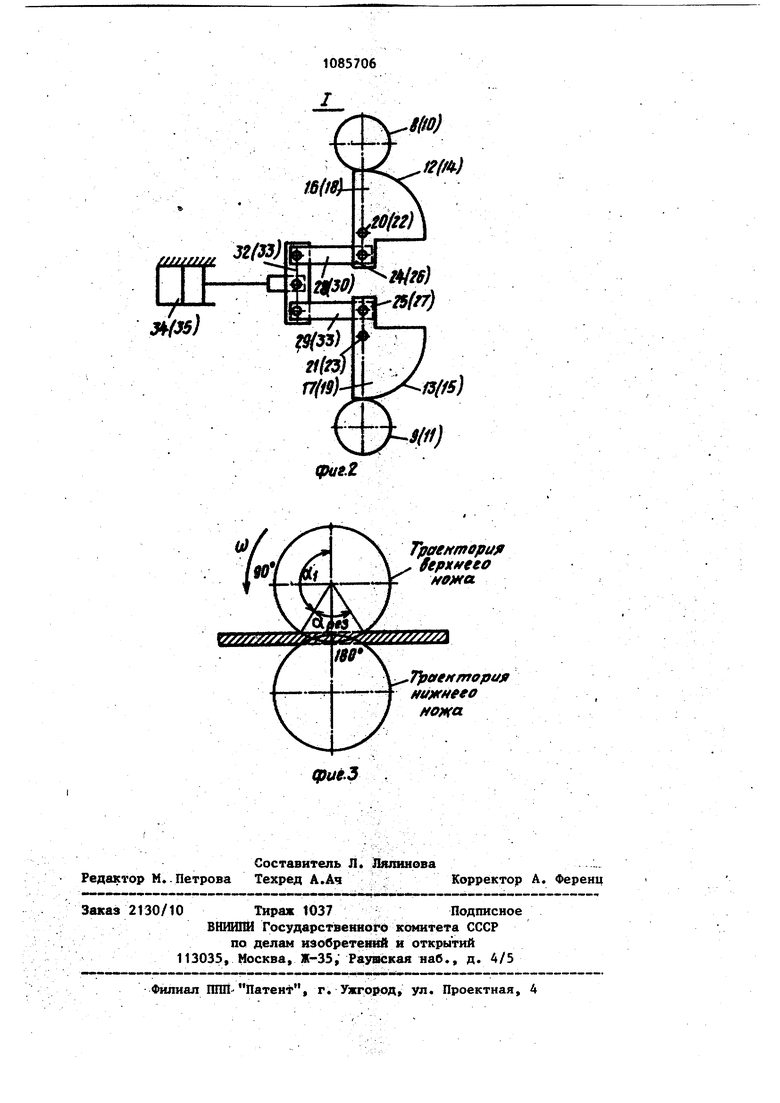
Изобретение относится к обработке металлов давлением и может быть использовано в линиях поперечной резки проката. Известны летучие ножницы, содержащие станину, кривошипные валы, опорные шейки которых смонтированы в опорах, суппорты с ножами, установленные на кривошипных валах, вер тикальные направляющие, закрепленны на одном из суппортов, и привод нож ниц ij. Недостатком известных летучих но ниц является то, что они имеют огра ниченнзпо скорость порезки, до 23 м/с. Это ограничение связано с те что маховые массы ножниц нужно разогнать до заданной скорости на углах 120-150 град. При порезке толст листов и профильного металла имеетс большое перекрытие ножей. Внедрение ножей в металл начинается на углах 60-30 град от вертикальной оси. Раз гон ножниц осуществляется за неболь шой промежуток времени (в пределах десятых долей секунды). В связи с инерционностью электрических цепей и маховых масс ножниц невозможно на углах 120-150 град разогнать ножницы до больших скоростей. Кроме того, увеличение ускорений при разгонах сшзывает существенное увеличение динамических усилий и требует увеличения мощности привода ножниц. Напичяе механических взаимосвязей опор ножниц и привода вызывает значительное увеличение маховых масс ножниц и ухудшения их работоспособности и динамических характеристик кинематических цепей ножниц, что ограничивает скорость резания. Целью изобретения является повышение производительности за счет увеличения скорости резания. Поставленная цель, достигается тем, что летучие ножницы, содержащие станину, кривошипные валы, опорные шейки которых смонтированы в опорах, суппорты с ножами, установленные на кривошипных валах, вертикальные , иаправляпощие, закрепленные на одном из суппортов, и привод ножниц, снабжены зубчатыми колесами, смонтированными в станине со стороны каждой из опорных шеек кривошипных валов, опоры закреплены в зубчатых колесах эксцентрично последним с возможность поворота относительно опорных шебк 062 кривошипных валов, и снабжены механизмом привода их поворота, выполненным в виде силового цилиндра и двуплечих рычагов, одни плечи которых выполнены в виде зубчатых секторов, установленных с возможностью взаимодействия с зубчатыми колесами, а другие плечи двуплечих рычагов посредством шарниров соединены попарно между собой и с силовым цилиндром. На фиг.1 приведена кинематическая схема летучих ножниц; на фиг.2 узел I на фиг.1; на фиг.З - схема реза. Летучие ножницы содержат станину 1, кривошипные валы 2 и 3 ножниц имеют возможность вращения в опорах 4, 5, 6 и 7. Оси вращения кривошипных валов по отношению к осям вращения опор смещены на величину в . Величина 6 выбирается на 1-5 мм больше суммы перекрытия ножей и толщины разрезаемого металла. Опоры имеют возможность вращения вокруг своих осей в стационарных станинах и смонтированы в зубчатых колесах 8, 9, 10 и 11, которые входят в зацепление с зубьями плеч 12, 13, 14 и 15 двупле.чих рычагов t6, 17, 18 и 19 механизма привода эксцентриковых опор. Двуплечие рычаги имеют возможность вращения вокруг осей 20, 21, 22 и 23, закрепленных на стационарных станинах. Плечи 24, 25, 26 и 27 двуплечих рычагов шарнирно соединены со звеньями 28, 29, 30 и 31-. Звенья в свою очередь шарнирно соединены с серьгами 32 и 33, которые соединены с приводами, например силовыми цилиндрами 34 и 35. На кривошипных валах шарнирно посажены суппорты 36 и 37. На одном из суппортов, например верхнем (36), закреплены направляющие 38 и 39, которые с возможностью скольжения установлены в другом суппорте, например , нижнем (37). На суппортах закреплены ножи 40 и 41. Кривошипы соединены посредством кулисных механизмов 42 и 43 с зубчатой передачей 44. Зубчата я передача соединена с электродвигателем 45. . Работа ножниц осуществляется следуницим образом. В исходном положении (фиг.1 и 2) опоры 4 - 7 расположёны так, что оси вращения кривошипов 2 и 3 находятся в одной вертикальной пЛоскости на 31 максимальном удалении друг от друга. Плечи кривошипных валов расположены в одной вертикальной плоскости на максимальном удалении друг от друга. Плечи двуплечих рычагов 18 и 19 расположены в вертикальной плоскости При включении электродвигателя 45 вращение получают зубчатые передачи А4, кулисные механизмы 42 и 43 и кривошипные валы 2 и 3. Кривошипные валы при своем вращении перемещают по круговой траектории суппорты 36 и 37 с ножами 40 и 41. Направляющие 38 и 39 перемещаются совместно с суп портом 36 и совершают возвратнопоступательное движение в отверстиях суппорта 37. Благодаря направляющим суппорты не вращаются вокруг кривошипных валов, а совершают круговое плоскопараллельное движение. Когда кривошипные валы повернутся от исход ного положения на угол 180 , включаю ся в работу силовые цилиндры 34 И 35, которые посредством серьг 32 и 33.звеньев 28 - 31 поворачивают двуплечие рычаги 16 - 19 вокруг осей 20 - 23 на такой угол, чтобы опрры 4-7 повернулись на угол 180. По6ворот опор производится за время, равное времени поворота кривошипов на 270 град. Это необходимо, чтобы до начала процесса резания опоры 4 7 находились в рабочем положении, т.е. оси вращения кривошипов располохошись в одной вертикальной плоскости на минимальном удалении друг от друга. После поворота кривошипов на угол 360 плюс otf (фиг.З) начинается процесс резания металла. Собственно процесс резания осуществляется на углеб ре. (фиг.З). Когда ножи закончат порезку металла (угол 180;, по-, . дается команда на возврат двуплечих рычагов в исходное положение, при этом в исходное положение возвращаются опоры 4-7. Кривошипныевалы 2 и 3 также останавливаются в исходном положении. При последующем разрезании металла процесс повторяется в указанной последовательности. Предлагаемые летучие ножницы позволяют повысить производительность за счет увеличения скорости резания по сравнению с базовик объектом, в качестве которого принят прототип.
АД
2l(tSl
nftsl
fSlfS)
| название | год | авторы | номер документа |
|---|---|---|---|
| Летучие ножницы | 1987 |
|
SU1461589A1 |
| Летучие ножницы | 1981 |
|
SU994161A1 |
| Комбинированные ножницы | 1985 |
|
SU1286350A1 |
| Маятниковые ножницы | 1975 |
|
SU569406A1 |
| Ножницы для резки листового материала | 1983 |
|
SU1139579A1 |
| ЛЕТУЧИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ПРОКАТА | 1991 |
|
RU2019366C1 |
| Ножницы для резки проката | 1983 |
|
SU1136899A1 |
| Летучие ножницы | 1986 |
|
SU1362575A1 |
| Барабанные летучие ножницы | 1981 |
|
SU994162A1 |
| Качающиеся летучие ножницы | 1973 |
|
SU554958A1 |
ЛЕТУЧИЕ НОЖНИЦЫ, содержащие станину, кривошипные валы, опорные шейки которых смонтированы в опорах, суппорты с ножами, установленные на кривошипных валах, вертикальные направляющие, закрепленные на одном из суппортов, и привод ножниц, отличающиеся тем, что, с целью повьвпения производительности за счет увеличения скорости резания, они снабжены зубчатыми колесами, смонтированными в станине со стороны каждой из опорных шеек кривошипных валов, опоры закреплены в зубчатых колесах эксцентрично последним с возможностью поворота относительно опорных шеек кривошипных валов, и снабжены механизмом привода их поворота, выполненным в виде силового цилиндра и двуплечих рычагов, одни плечи которых выполнены в виде зубчатых секторов, установленных с возможностью взаимодействия с зубчатыми колесами, а другие плечи двуплечих рычагов посред(Л ством шарниров соединены попарно между собой и с силовым цилиндром.
(Pijf.3
Tpaefffnopitf
9epжfffeo
/ffffffa
TTpaeM/nopt/jt
ftUftfftffO f/Oflfu
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Летучие ножницы | 1975 |
|
SU524623A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
