2. Устройство для формирования многослойного картонного псхпотна, содержащее нож для поперечной резки гофрированного полотна на отдельные отрезки, средство для установки отдельных отрезков в одной плоскости вдоль оси плоского полотна, включающее конвейер, и средство для соединения отдельных отрезков с плоским полотном, отличающееся тем, что с целью повышения качества полотна, оно имеет сред ство для соединения соседних отрезков. 63 3.Устройство по п. 2, отличающееся тем, что средство для установки отдельных отрезков в одной плоскости вдоль оси плоского полотна включает расположенный перед конвейером толкатель и уста.новленный над конвейером поворотный . Ьункерный накопитель отрезков с механизмами подачи и вывода отрезков. 4.Устройство по п. 2, отличающееся тем, что средство для соединения соседних отрезков содержит клеенаносящий механизм с прижимными валиками.

| название | год | авторы | номер документа |
|---|---|---|---|
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО КАРТОНА | 2011 |
|
RU2575082C2 |
| Устройство для изготовления многослойного гофрированного картона | 1990 |
|
SU1726281A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Способ изготовления конструкционного ячеистого материала | 1981 |
|
SU985215A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КАРТОНА И КАРТОННЫЙ ПРОДУКТ | 2001 |
|
RU2262444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| Устройство для изготовления двухслойного картона | 1989 |
|
SU1729793A1 |
1. Способ формирования многослойного картонного полотна, заключакяцийся в формировании крайних слоев с поперечно направленными гофрами, формировании среднего слоя с продольно направленными гофрами путем образования поперечно гофриро. Iванного полотна, склейки его с плоским полотном, разрезки склеенного полотна на отрезки, ориентировании отрезков с продольным направлением гофров и склеиваний крайних и средних слоев между собой, отличающийся тем, что, с целью повьшения качества полотна, склейку поперечно гофрированного полотна с плоским полотном осуществляют со смещением поперечно гофрирован- , ного полотна относительно плоского в направлении гофров, а отрезки среднего слоя после ориентирований соединяют между собой посредством склеивания смещенного с одной стороны гофрированного участка одного отрезка с гофрированным участком другого отрезка, а плоского участка одного отрезка со смещенным плоским участком другого отрезка. ЭО О СП) ю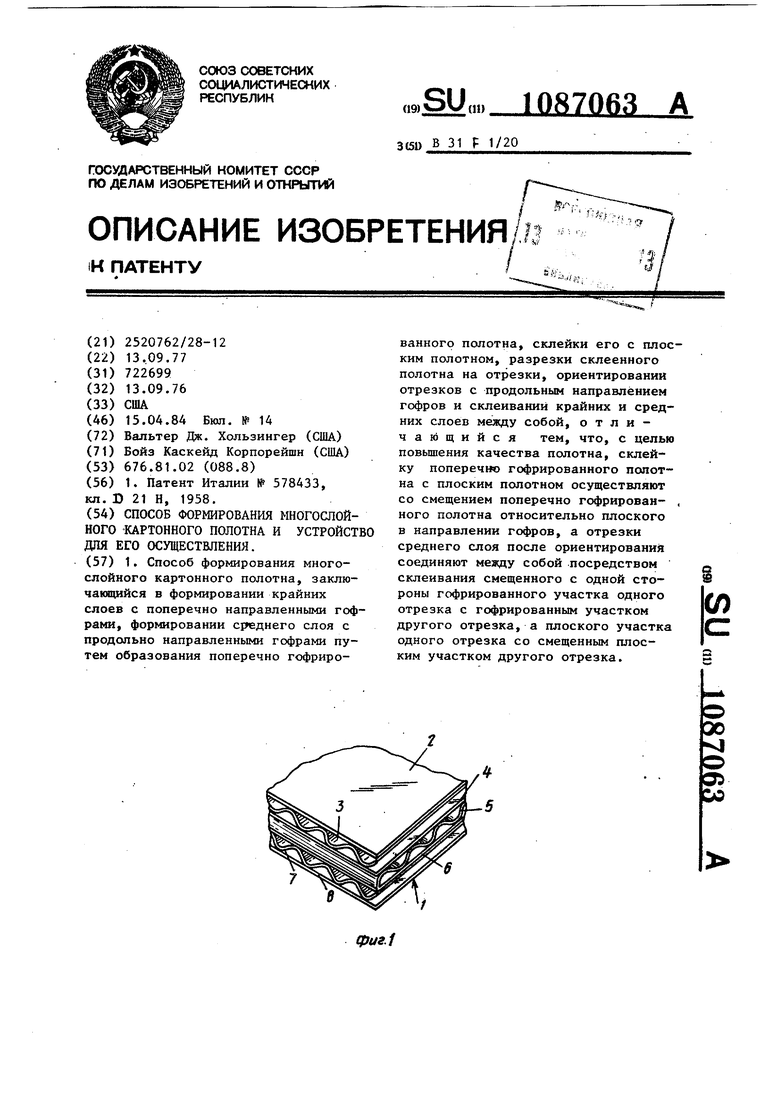
1
Изобретение относится к способам и устройствам для формирования многослоимых картонных полотен.
Известен способ формирования много слойного картонного полотна, заключающийся в формировании крайних слоев с поперечно направленными гофрами, формировании среднего слоя с продольно направленными гофрами путем образования поперечно гофрированного полотна, склейку его с плоским полотном, разрезку склеенного полотна на отрезки, ориентирование отрезков с продольным направлением гофров и скле ивание крайних и средних слоев йежду собой.
Известно устройство для формирования многослойного картонного полотна, содержащее нож для поперечной резки гофрированного полотна на отдельные отрезки, средство .для установки отдельных отрезков в одной плоскости вдоль оси плоского полртна, включающее конвейер, и средство для соединения отдельных отрезков с itnpcКИМ полотном l .
Однако известный способ и устройство характеризуются недостаточно высоким качеством полотна.
Цель изобретения - повьшение качества полотна.
Поставленная цель достигается тем, что согласно способу формирования многослойного картонного полотна, заключающемуся в формировании крайних слоев с поперечно направленными гофрами, формировании среднего слоя с
продольно направленными гофрами путем образования поперечно гофрированного полотна, склейки его с плоским полотном, разрезки склеенного полотна на отрезки, ориентировании отрезков с продольным направлением гофров и склеивании крайних И средни слоев между собой, склейку поперечно гофрированного полотна с плоским полотном осуществляют со смещением поперечно гофрированного полотна, относительно плоского в направлении гофров, а отрезки среднего слоя посл ориентирования соединяют между собой посредством склеивания смещенного с одной стороны гофрированного участка одного отрезка с гофрированным участком другого отрезка, а плоског участка одного отрезка со смещенн1лм плоским участком другого отрезка.
Устройство для формирования многослойного Kaj)TOHHoro полотна, содержащее нож для поперечной резки гофрированного полотна на отдельные отрезки, средство для установки отдельных отрезков в одной плоскости вдоль оси плоского полотна, включающее конвейер, и средство для соединения отдельных отрезков с плоским полотном, имеет также средство для соединения соседних отрезков.
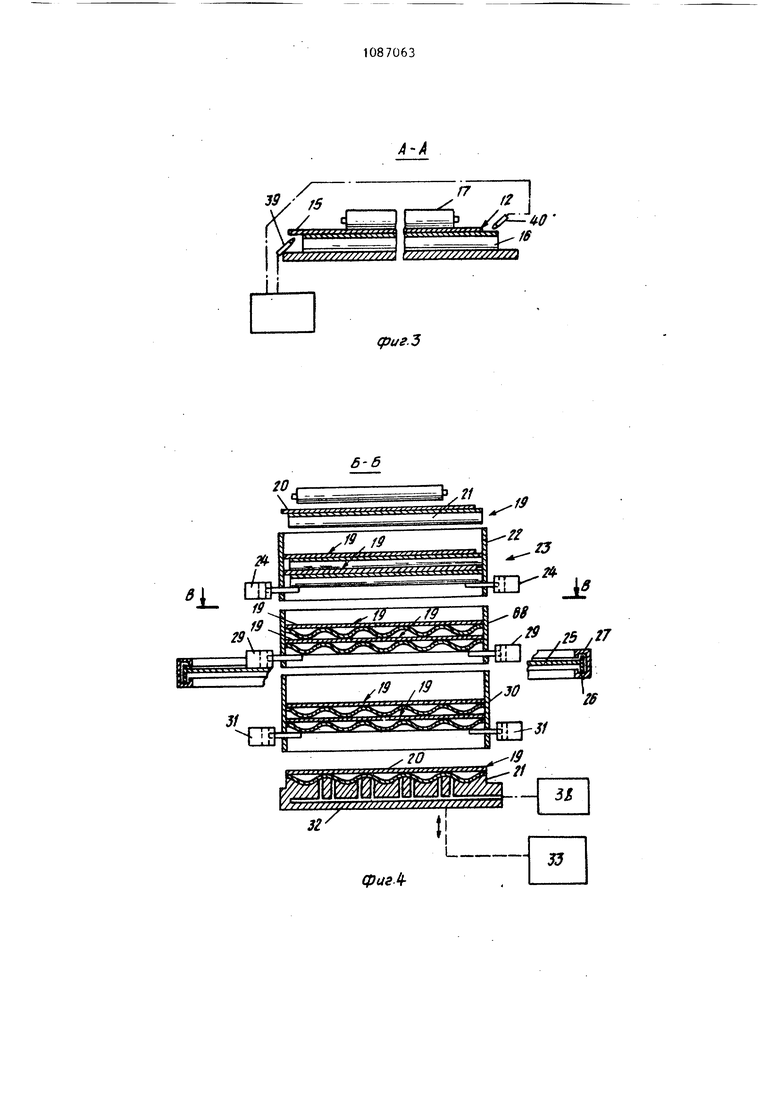
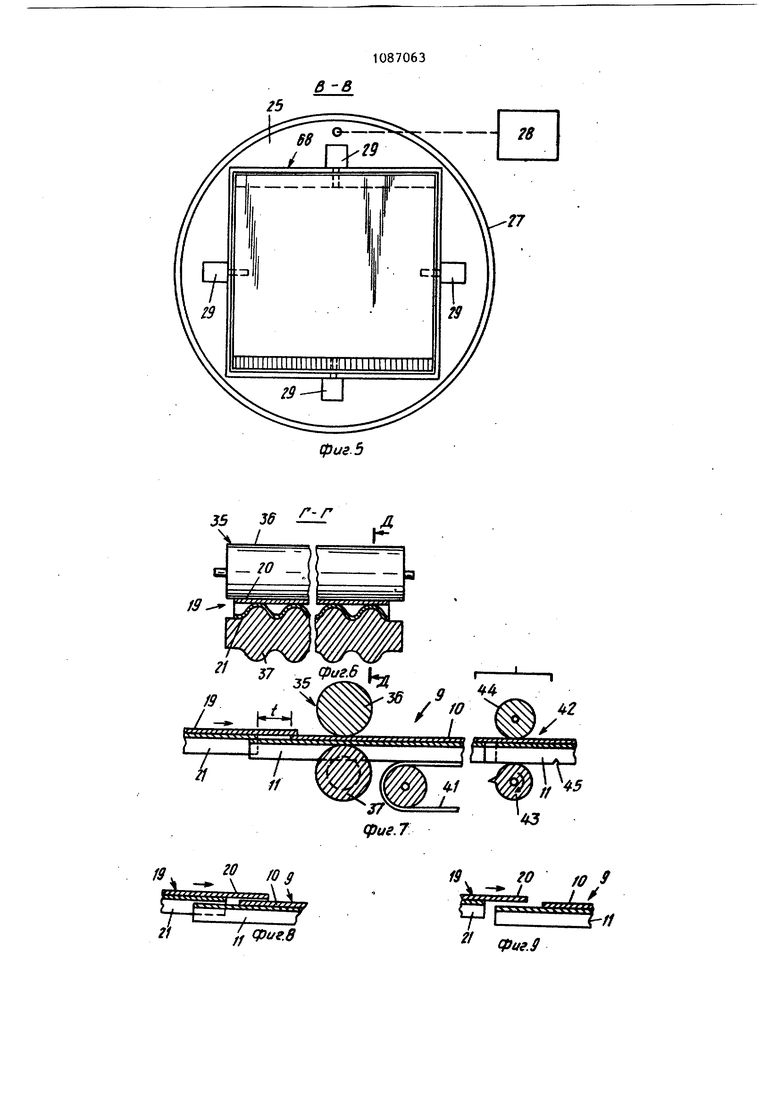
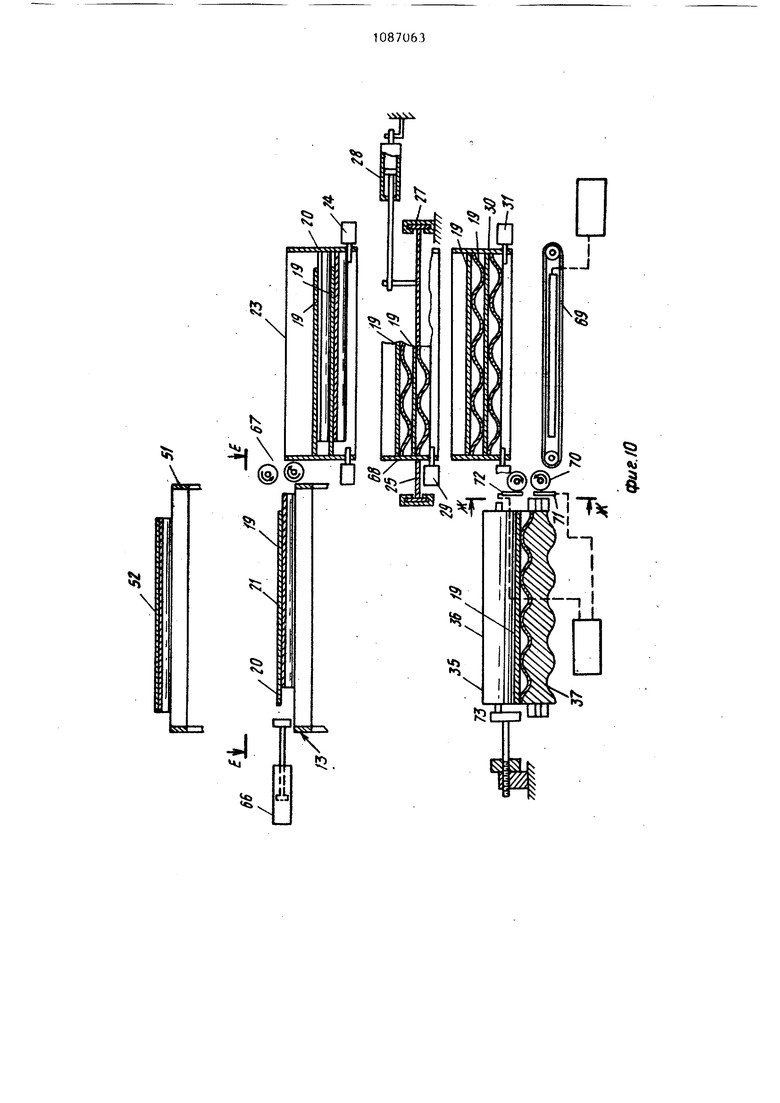
Средство для установки отдельных отрезков в одной плоскости вдоль оси плоского полотна включает расположенный перед конвейером толкатель и установленный над конвейером поворотный бункерный накопитель отрезков с механизмами подачи и вывода отрезков. Средство для соединения соседних отрезков содержит клеенаносящий механизм с прижимными валиками. На фиг. 1 изображено многослойно картонное полотно; на фиг. 2 - устройство для изготовления многослойного картонного полотна; на фиг. 3 - сечение А-А на фиг. 2; на фиг. А - сечение Б-Бнафиг.2; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - сечение Г-Г на фиг.2; на фиг. 7 - сечение Д-Д на фиг. 6; на фиг. 8 и 9 - показаны варианты способов склеивания в местах разрезанных отрезков полотна; на фиг. 10 вариант исполнения накопителя отрезков на фиг. 4; на фиг. 11 - сече .ние Е-Е на фиг. 10; на фиг. 12 сечение Ж-Ж на фиг. 10; на фиг. 13 вариант исполнения устройства по фиг. 2, в котором второе полотно подается перпендикулярно вертикальной плоскости, содержащей ось первого полотна. Многослойное картонное полотно 1 (фиг. 1) содержит первый плоский сл 2 и гофрированный слой 3, второй плоский слой 4 и гофрированный слой 5, третий плоский слой 6 и гофрированный слой 7 и четвертый плоский слой 8.Крайние слои 3 и 7 нмрют поперечно направленные гофры, а средний слой продольно направленные гоф ры. Первое полотно 9 (фиг. 2 и 3) им ет плоский верхний слой 10 и нижний гофрированный слой 11, гофры которо го располагаются продольно полотну. Первое полотно 9 состоит из множества склеенных отрезков, полученн путем разрезания второго полотна 12 подаваемого на промежуточный мостик 13 с помощью гофрирующего средства Второе полотно 12 имеет верхний плоский слой 15, смещенный по отношению к нижнему гофрированному слою 16, гофры которого располагаются поперек отрезков полотна 12. Второе полотно 12 подается на промежуточный мостик 13 с помощью транспортера 17 вакуумного типа в сторону вращающегося ножа 18, разрезающего второе полотно 12 на отрезки 19 одинаковой длины (фиг. 4). На концах каждого отрезка 19 верхний плоский слой 20 смещен относительно гофрированного 0634 слоя 21. Последовательно отрезаемые отрезки 19 располагаются в неподвижной верхней части 22 поворотного бункерного накопителя 23; Отрезки 19 размещаю1ся в накопителе 23 в виде вертикального штабеля и удерживаются в нем с помощью средств 24. Средства 24 удерживают и подают отрезки 19 в верхнюю 22 накопителя 23. Верхняя часть 22 накопителя 23 расположена на круглой плите 25, по наружной кромке которой имеется кольцевой фланец 26, взаимодействующий при вращении с неподвижт ной направляющей 27. Плита 25 и кольцевая направляющая 27 обеспечивают вращение верхней части 22 накопителя 23 вокруг ее вертикальной оси на угол 90 с помощью средств вращения 28 известного типа. При повороте верхней части 22 накопителя 23 на угол 90, гофры отрезков 19 располагаются параллельно продольным осям первого 9 и второго 12 полотен. Отрезки 19 удерживаются в верхней части 22 накопителя 23 и освобождаются механизмами подачи 29. Отрезки 19 поступают в нижнюю часть 30 накопителя 23 с помощью механизмов вывода 31 и вертикально движущихся поддерживающих штанг 32. Вертикальное перемещение штанг 3.2 обеспечивается средством 33 (фиг.4). Профиль верхней поверхности каждой штанги 32 соответствует нижней поверхности гофрированного слоя 21 отрезка 19. Когда отрезок 19 опускается в положение, кампланарное с первым полотном 9, приводится в действие толкатель 34, средства для установки отрезков в одной плоскости вдоль оси плоского полотна, смещающие отрезок 19 в сторону средства для соединения соседних отрезков 35, содержащего клеенаносящий механизм с прижимными валиками 56 и 37 (фиг. 6 и 7). Верхний прижимной валик 36 имеет цилиндрическую форму и взаимодействует с плоским верхним слоем 20 отрезка 19. Нижний прижимной валик 37 имеет форму, соответствующую нижней гофрированной поверхности слоя 21 отрезка 19. Отрезок 19 линейно перемещается под действием толкающих средств 38 так, что передний участок слоя 20 перекрывает гофрированный слой 11 первого полотна 9. Около продольных кромок второго полотна 12 установлены сопла 39 и 40 для нанесения клея на нижнюю поверхность выступающей части верх него слоя 15 и на верхнюю поверхность выступающей части гофрированного слоя 16, Когда второе полотЛо 12 разрезается на отрезки 19, поворачивающиеся на 90 накопителем 23, то на каждый отрезок будет нанесен клей на нижнюю поверхность передней выступающей части плоского слоя 20 и на верхню поверхность заднего выступанщего г рированного слоя 21. Когда отрезки 19 поступают в средство для соединения соседних отрезков 35 (фиг. 7), на нижнюю поверхность выступающей части плос кого слоя 20 и на вершины гофр выступающей части гофрированного сло 11 первого полотна 9 наносится кле Между первым полотном 9 и отрезком 19 происходит соединение между прижимными валиками 36 и 37, и вза модействуюа1ие поверхности выступаю щего плоского и гофрированного сло склеиваются. Скорость движения отрезка 19 по отношению к скорости, с которой первое полотно 9 перемещается конвейером 41 средства для установки отдельных отрезков в одной плоскос вдоль оси плоского полотна, должна быть такой, чтобы по крайней мере участке гофрированного слоя 21 отр ка 19 было межгофровое сцепление с выступающим участком гофрированного40 слоя 11 первого полотна 9 (фиг. 7). Благодаря межгофровому сцеплению между гофрированными слоями 11. и 2t образующееся первое полотно 9 облада ет большой прочностью. Отрезки 19 могут смещаться в продольном направлении на значительно . большее расстояние (фиг. 8), чем на-фиг. 7. В результате этого длина участка гофрированного слоя 21, находящегося в межгофровом сцеплении с выступающей задней частью слоя 11 первого полотна 9, значительно увеличивается. Можно производить склеивание, при котором гофры слоя 21 не будут находиться в межгофровом сцеплении с гофрами выступающей задней части слоя 11 первого полотна 9 (фиг. 9). 636 Продольная.жесткость первой секции 9 может быть уменьшена путем поперечного рифления нижних вершин гофров нижнего гофрированного слоя 11. Первое полотно 9 (фиг. 7) пропускается через средство рифления 42, включающее ролики 43 и 44. Ролик 44 наносит продольные борозды 45 на участках нижних вершин гофр слоя 11. Затем на нижние участки вершин гофр гофрированного слоя 11 наносится клей. Если от гофрирующего средства 14 поступает бракованное полотно, то транспортер 46 подает его в приемник 47, Третье однолицевое полотно 48, имеющее плоский верхний и гофрированный нижний слой, боковые кромки которого выравнены, подается из однолицевого гофрирующего средства 49 и с помощью транспортера 50 укладывается на верхний мостик 51. Затем третье полотно 48 перемещается транспортером 52 через нагревательное средство 53 и средство нанесения клея 54, которое наносит клей на нижнюю поверхность нижнего гофрированного слоя 55 третьего полотна 48. Затем первое полотно 9 и третье полотно 48 подаются в средство 56, в котором из них получают четвертое полотно, гофры гофрированных которого располагаются слоев которого располагаются под углом 90 относительно друг друга. Пятое полотно 57, имеющее плоскую верхнюю поверхность и гофрированную нижнюю поверхность, боковые кромки которого выравнены, проходит через гофрирующее средство 58, направляется к нижнему мостику 59 и подается транспортером 60 к средству нанесения клея 61, где на нижнюю поверхность гофрированного слоя 62 пятого полотна 57 наносится клей. . Затем пятое полотно 57 подается в средство 56, в котором оно прикрепляется к нижней поверхности четвертого полотна. Плоский лицевой слой 63 тоже подается в средство 56 и крепится к нижней поверхности гофрированного слоя 62 для образования шестого полотна 64, гофры чередукнцихся гофрированных слоев которого расположены перпендикулярно друг к другу. Затем шестое полотно 64 проходит через паровой чан 65, в котором происходит окончательное затвердевание клея и скрепление всех слоев полотна.
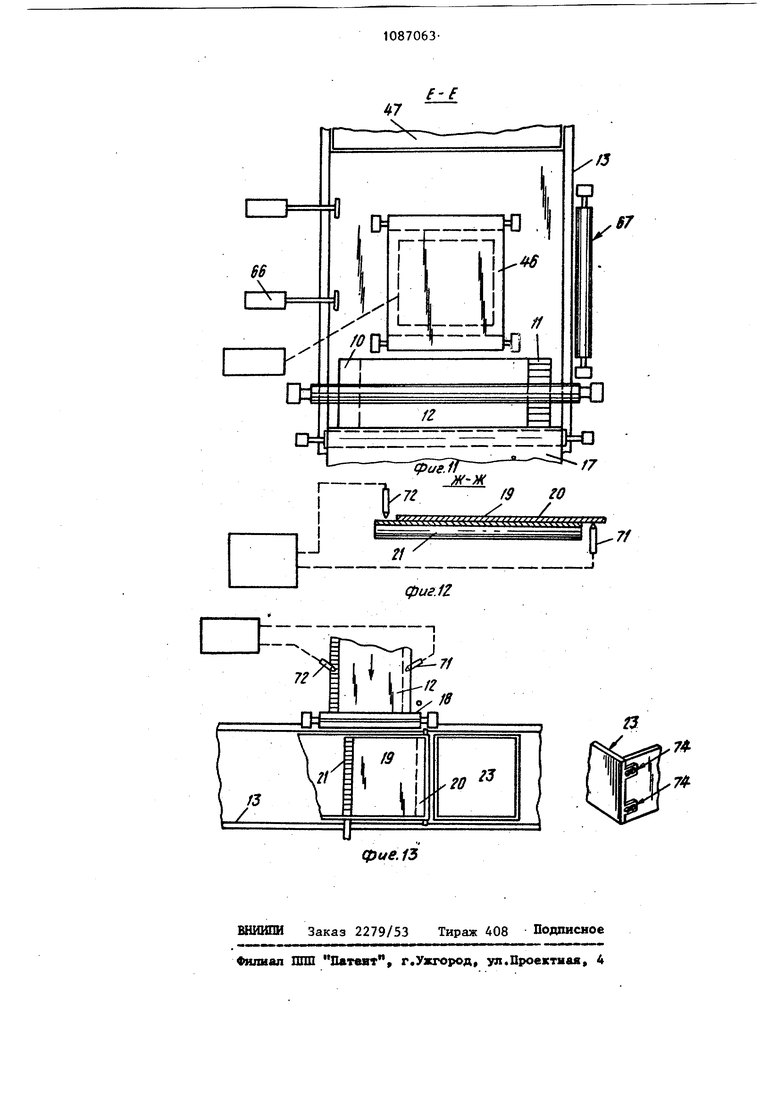
На фиг. 10 и 11 показано, что бункерный накопитель 23 смещен относительно продольных осей первого 9 и второго 12 полотен. Боковые толкатели 66 служат для поперечного смещения отрезков 19 на промежуточный мостик 13. Подающий валик 67 укладывает отрезки 19 на верхнюю . часть 22 накопителя 23.
При включении удерживающих средст 24 отрезки 19 укладываются на вращающуюся часть 68 накопителя, которая вращается с помощью средства 28. Гофры отрезков 19 располагаются параллельно продольной оси первого полотна 9. Затем отрезки 19 механизмами подачи 29 устанавливаются на ва куумный транспортер 69 поперечно к подающим валикам 70. Сопла 71 и 72 подают клей на нижнюю поверхность вытупающего плоского слоя 20 и на верхнюю поверхность выступающего гофрированного слоя 21 после того, как отрезок 19 возвратится в положение, в котором он выранен с продольной осью первого полотна 9. Следовательно, отрезки 19
возвращаются в положение, в котором они взаимодействуют со стопором 73, результате чего отрезки 19 продольно смещаются под действием толкателя в сторону валиков 36 и 37 средства для соединения соседних отрезков 35.
На фиг. 13 показано, что второе полотно 12 располагается перпендикулярно вертикальной плоскости, содержащей продольную ось первого полотна 9, следовательно, полотно разрезается поперечно ножом 18 на отрезки 19, которые устанавливаются на промежуточный мостик 1Д, а затем размещаются в неподвижной части 22 накопителя 23.
Поскольку гофры второго полотна 12 располагаются параллельно продольной оси первого полотна 9, то гофры разрезанных отрезков 19 будут также проходить параллельно продольной оси первого полотна 9. Отрезки 19 последовательно удаляются из основания штабеля накопителя 23 и подаются к средству для соединения соседних отрезков 35.
1
Горизонтальные размеры накопителя 23 могут регулироваться, т.е. его стенки соединены с помощью болта 74 и паза.
4
&C9 . /Г
(риг.Ъ
fS го fo У -.А. / /
3-//
Фиг.З
5ч
«и
СГЭ
I1.1.11 ii-- zr.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для селективной изоляции участников ствола скважины | 1975 |
|
SU578433A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
