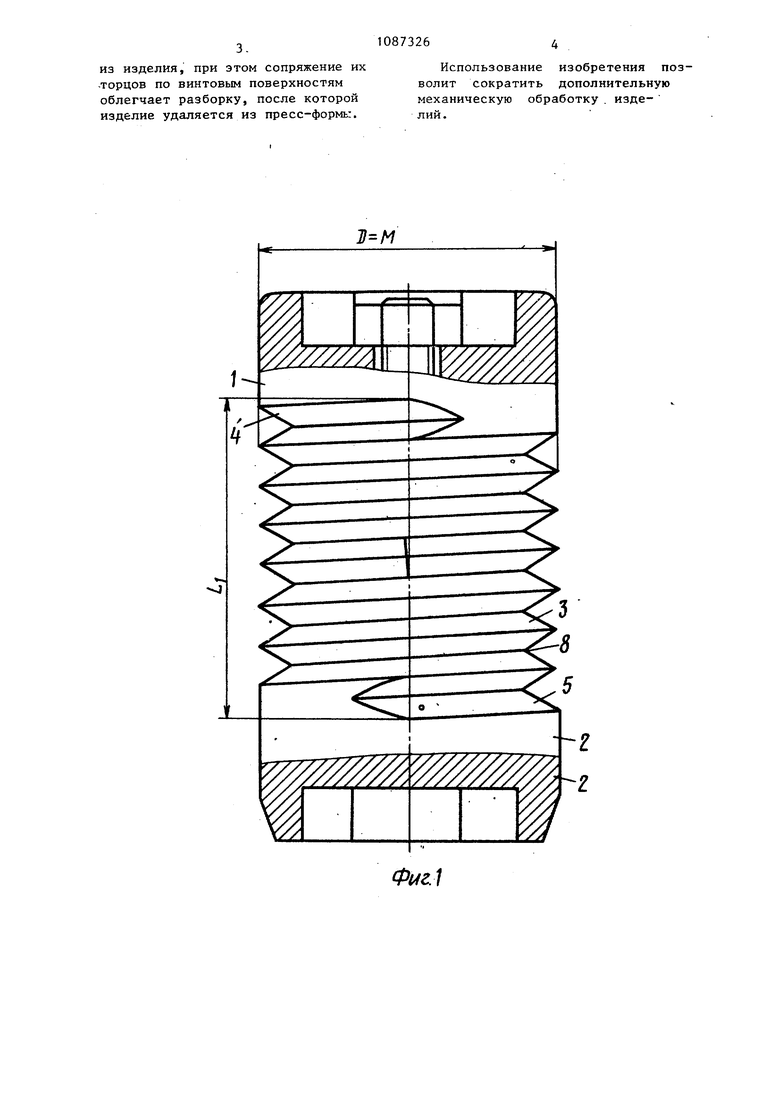
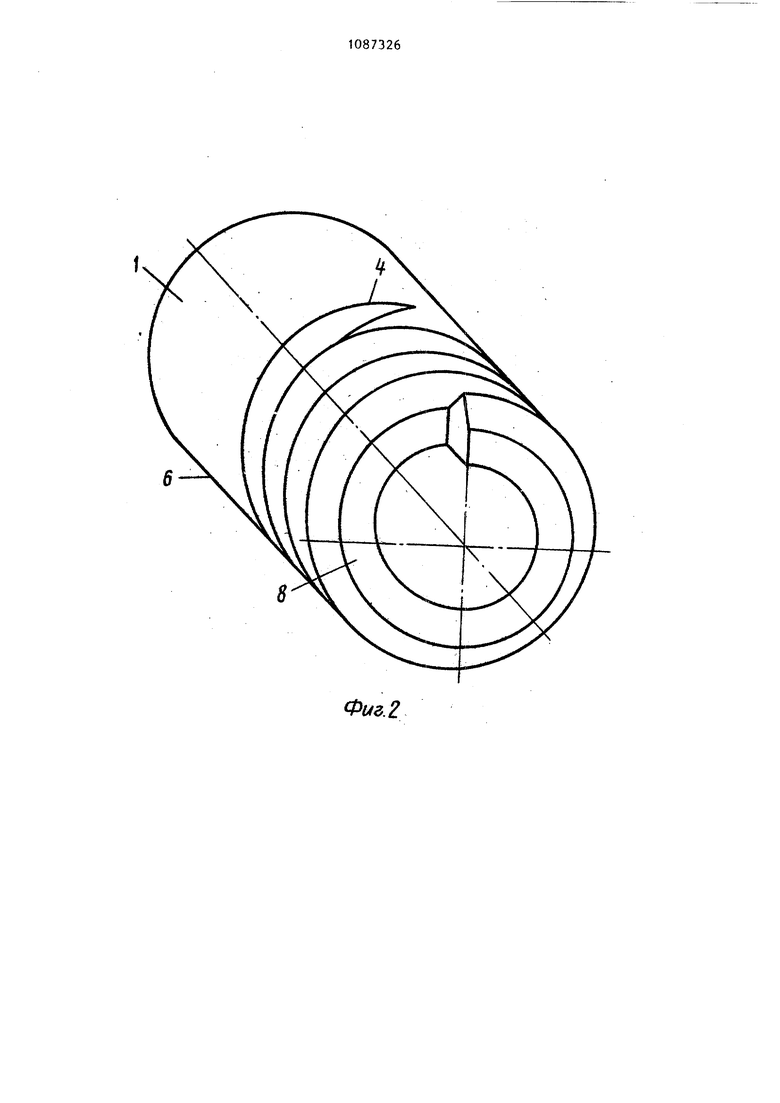
Изобретение относится к перерабо ке полимерных материалов и мозкет быть использовано для изготовления изделий со сквозным резьбовым отвер тием. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является резьбооформля ющий элемент, содержащий гладкие и расположенный между ними .резьбовой участки, при этом концевые нитки резьбы затылованы 1 . При использовании известного резьбооформляющего элемента для оформления глухого резьбового отверстия в изделии дополнительной механической обработки последнего не требуется, так как резьбооформля ющий элемент свободно из него вывин чивается. Этому не препятствует гладкий участок, диаметр .которого равен наружному диаметру резьбы. При изготовлении изделия со сквозным отверстием, его торец, оформленный гладким участком с диам ром, равным внутреннему диаметру резьбы, подрезают. Заходной виток резьбы изделия получается тонким, выкрашивается. Для предотвращения этого его подрезают до наружного диаметра резьбы, и профиль резьбы затыловывают. Целью изобретения является сокра щение дополнительной механической обработки изделий со сквозным резьбовым отверстием. Поставленная цель достигается те что резьбооформляющий элемент, содержащий гладкие и расположенный между ними резьбовой участки, при этом концевые нитки резьбы затылованы, выполнен составным по резьбов му участку, причем диаметр гладких участков равен наружному диаметру резьбы. Кроме того, торцы составных ч&ст резьбооформляющего элемента сопряже между собой по винтовым поверхностя Такое конструктивное решение позволяет при расположении концевых витков резьбы на гладких участках резьбооформляющего элемента равных по диаметру наружному диаметру резь производить беспрепятственно раздел ное вывинчивание частей резьбооформ ляющего элемента, исключив вследств этого механическую обработку издели по торцу и концевому витку резьбы. так как отпадает необходимость в припуске по торцу резьбового отверстия . Сопряжение составных частей резьбооформляющего элемента по винтовым поверхностям упрощает его разъединение. На фиг. 1 показан резьбооформляющий элемент в сборе; на фиг. 2 и 3 - составные части резьбооформляющего элемента; на фиг. 4 - резьбооформляющие элементы, установленные в пресс-форме, Резьбооформляющий элемент содержит гладкие 1,2 и расположенный между ними резьбовой 3 участки. Концевые витки 4 и 5 резьбы затылованы, Резьбооформляющий элемент выполнен составным по резьбовому участку 3, Диаметр D гладких участков 1 и 2 равен наружному диаметру М резьбы. Расстояние от концевых витков 4 и 5 резьбы до соответствующих торцов резьбового отверстия выполнено равным а. Общая длина Ь резьбооформляющего элемента выбирается из условия L L , + 2а, где L -длина резьбового участка, Торцы составных 6 и 7 частей резьбооформляющего элемента сопряжены между собой по винтовым поверхностям 8 и 9, которые могут быть расположены или по вершине профиля резьбы или по его впадине. Угол подъема винтовых поверхностей 8 и 9 равен углу подъема оформляемой резьбы, Для установки резьбооформпякнцего элемента в пресс-форму в ней должны быть предусмотрены посадочные гнезда 10 и 11 в плитах 12 и 13, образующих формующую полость, Резьбооформляющий элемент используется следующим образом. После соединения составньк частей 6 и 7 резьбооформляющий элемент устанавливается в пресс-форму и фиксируется в посадочных гнездах 10 и 11 посадочных 12 и 13, . . D Далее производится заполнение формующей полости полимерным материалом и формование изделия. Вслед за этим пресс-форма снимается с оборудования, плиты 12 и 13 удаляются, после чего составные части 6 и 7 резьбооформляющего элемента раздельно вывинчиваются
3.
из изделия, при этом сопряжение их -торцов по винтовым поверхностям облегчает разборку, после которой изделие удаляется из пресс-формы.
1087326
Использование изобретения позволит сократить дополнительную механическую обработку . изделий.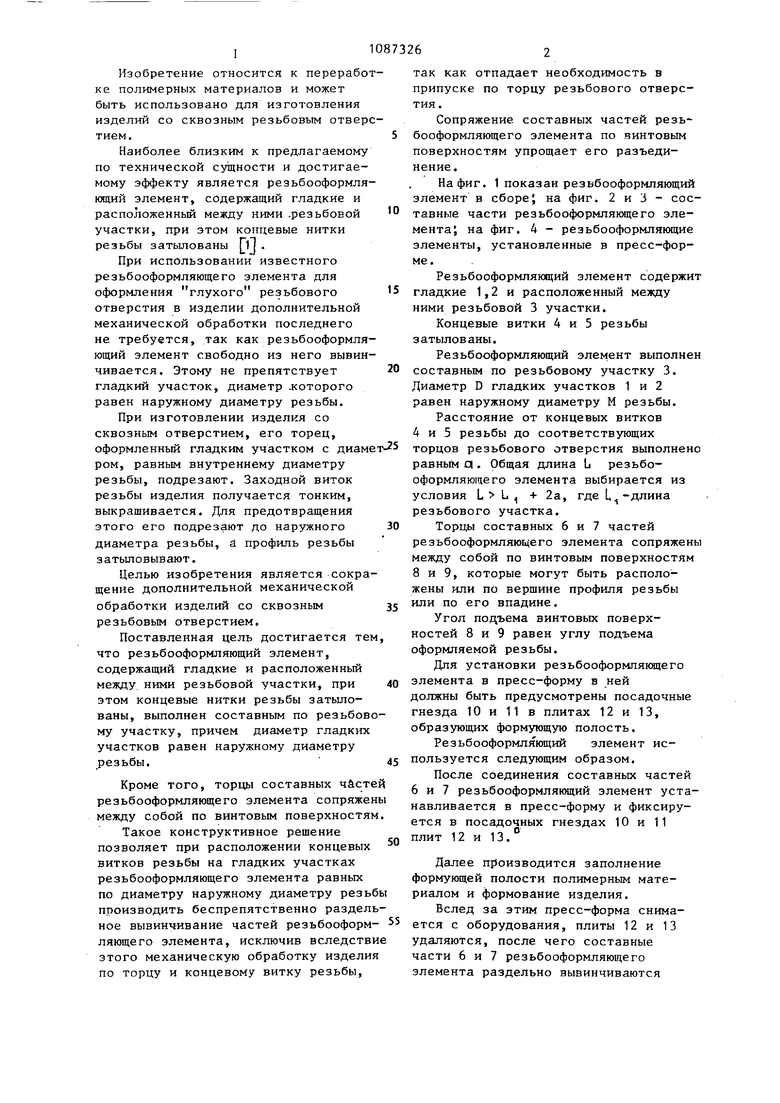
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления полимерных изделий с резьбой | 1980 |
|
SU956278A1 |
| Пресс-форма для полимерных изделий с внешней резьбой | 1980 |
|
SU996219A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НАРУЖНОЙ РЕЗЬБОЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU345007A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Метчик для нарезания точных резьб | 1979 |
|
SU814615A1 |
| УСТРОЙСТВО ДЛЯ ОСЕВОЙ ПОДПРЕССОВКИ ОБМОТОК ТРАНСФОРМАТОРОВ | 1991 |
|
RU2069403C1 |
| Дентальный имплантат и способ его изготовления | 2015 |
|
RU2624169C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ КОРНЕВИЩ КОРНЕОТПРЫСКОВЫХ СОРНЯКОВ, ПРЕИМУЩЕСТВЕННО КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ, И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2160524C1 |
| КАЛИБР РЕЗЬБОВОЙ ДЛЯ КОНТРОЛЯ НАРУЖНЫХ РЕЗЬБ | 1999 |
|
RU2174211C2 |
| УЗЕЛ СОЕДИНЕНИЯ И ШТУЦЕР ДЛЯ НЕГО | 2009 |
|
RU2408814C1 |

1. РЕЗЬБООФОРМЛЯЮЩИЙ ЭЛЕМЕНТ, содержащий гладкие и расположенный между ними резьбовой участки, при этом концевые нитки резьбы затыло- ваны, отличающийся тем, что, с целью сокращения дополнительной механической обработки изделий со сквозным резьбовым отверстием, резьбооформляющий элемент выполнен сое-.: тавным по резьбовому участку, причем диаметр гладких участков равен наружному диаметру резьбы. 2. Элемент по п. 1, отличающийся тем, что торцы составных частей резьбооформляющего элемента сопряжены между собой по винтовым поверхностям.
Фд/г/
Фые.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением | |||
| Каталог-сплавочник | |||
| М., НИИинформмаш, 1967, ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
