(54) ПРЕСС-ФОРМА ДЛЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ВНЕШНЕЙ РЕЗЬБОЙ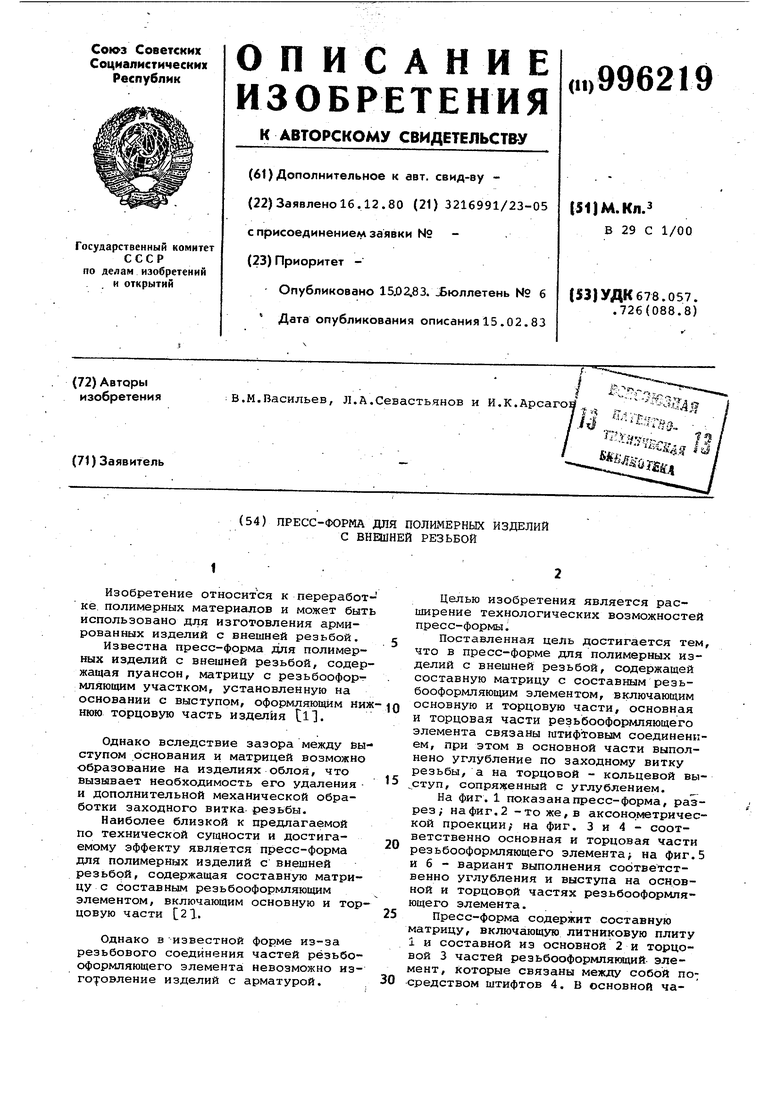
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбооформляющий элемент | 1983 |
|
SU1087326A1 |
| Пресс-форма для изготовления полимерных изделий с резьбой | 1980 |
|
SU956278A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ"^-^ | 1973 |
|
SU375198A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для изготовления полимерных изделий (ее варианты) | 1985 |
|
SU1256980A1 |
| Устройство для защиты резьбы,устройство для съема полимерных резьбовых изделий с резьбооформляющего элемента и литьевая форма для их изготовления | 1981 |
|
SU1068347A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Пресс-форма для полимерных изделий с резьбами | 1981 |
|
SU1007996A1 |
| Универсальный блок для литьевого прессования изделий из полимеров | 1985 |
|
SU1549766A1 |

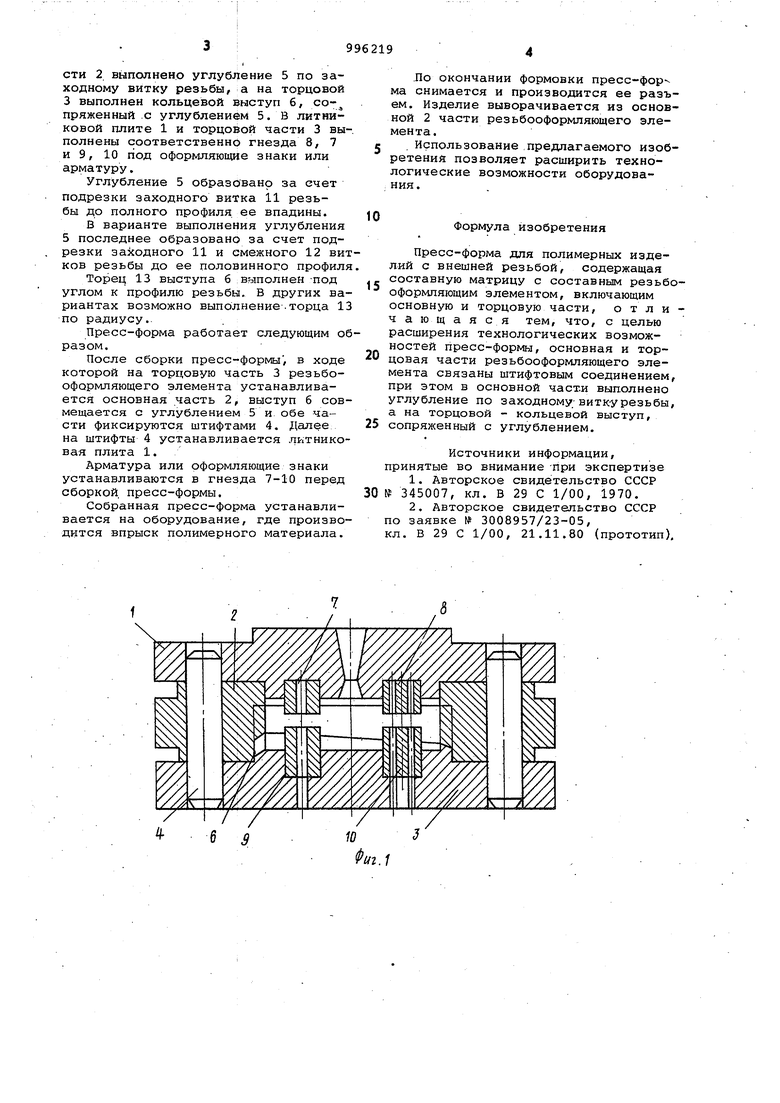
Изобретение относится к переработ ке, полимерных материалов и может быт использовано для изготовления армированных изделий с внешней резьбой. Известна пресс-форма для полимерных изделий с внешней резьбой, содер жащая пуансон, матрицу с резьбоофорт мпяющим участком, установленную на основании с выступом, оформляющим ни нюю торцовую часть изделия tl. Однако вследствие зазора между вы ступом основания и матрицей возможно образование на изделиях облоя, что вызывает необходимость его удаления и дополнительной механической обработки заходного витка- резьбы. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является пресс-форма для полимерных изделий с внешней резьбой, содержащая составную матрицу с составным резьбооформляющим элементом, включающим основную и тор цовую части 21. Однако в известной форме из-за резьбового соединения частей рёзьбооформляющего элемента невозможно изго овление изделий с арматурой. Целью изобретения является расширение технологических возможностей пресс-формы. Поставленная цель достигается тем, что в пресс-форме для полимерных изделий с внешней резьбой, содержащей составную матрицу с составным резьбооформляющим элементом, включающим основную и торцовую части, основная и торцовая части резьбооформляющего элемента связаны штифтовым соединением, при этом в основной части выполнено углубление по заходному витку резьбы, а на торцовой - кольцевой вы.ступ, сопряженный с углублением. На фиг.1 показанапресс-форма, разрез; на фиг. 2 -то же, в аксоно.метрической проекции; на фиг. 3 и 4 - соответственно основная и торцовая части резьбооформляющего элементаj на фиг.5 и 6 - вариант выполнения соответственно углубления и выступа на основной и торцовой частях резьбооформляющего элемента. Пресс-форма содержит составную матрицу, включающую литниковую плиту 1 и составной из основной 2 и торцовой 3 частей резьбооформляющий- элемент. Которые связаны между собой посредством штифтов 4. в основной части 2 выполнено углубление 5 по заходному витку резьбы, а на торцовой 3 выполнен кольцевой внступ б, сопряженный .с углублением 5. В литниковой плите 1 и торцовой части 3 выполнены соответственно гнезда 8, 7 и 9, 10 под оформляющие знаки или арматуру.
Углубление 5 образовано за счет подрезки заходного витка 11 резьбы до полного профиля, ее впадины.
В варианте выполнения углубления 5 последнее образовано за счет подрезки заходного 11 и смежного 12 витков резьбы до ее половинного профиля
Торец 13 выступа б выполнен -под углом к профилю резьбы, В других вариантах возможно выполнение.торца 13 по радиусу..
Пресс-форма работает следующим образом.
После сборки пресс-Формы, в ходе которой на торцовую часть 3 резьбооформляющего элемента устанавливается основная часть 2, выступ б совмещается с углублением 5 и обе части фиксируются штифтами 4. Далее на штифты 4 устанавливается литниковая плита 1.
Арматура или оформляющие знаки устанавливаются в гнезда 7-10 перед сборкой, пресс-формы.
Собранная пресс-форма устанавливается на оборудование, где производится впрыск полимерного материала.
.По окончании формовки пресс-фор ма снимается и производится ее разъем. Изделие выворачивается из основной 2 части резьбооформляющего элемента.
Использование предлагаемого изобретения позволяет расширить технологические возможности оборудования.
Формула изобретения
Пресс-форма для полимерных изделий с внешней резьбой, содержащая составную матрицу с составным резьбооформляющим элементом, включающим основную и торцовую части, отличающаяся тем, что, с целью расширения технологических возможностей пресс-формы, основная и торцовая части резьбооформляющего элемента связаны штифтовым соединением, при этом в основной части выполнено углубление по заходному витку резьбы, а на торцовой - кольцевой выступ, 5 сопряженный с углублением.
Источники информации, принятые во внимание -при экспертизе
кл. В 29 С 1/00, 21.11.80 (прототип).
13
5 ,
