Известные в измерительной технике способы контроля размеров вращающихся деталей не гарантируют достаточную точность контроля, так как биение деталей вызывает обычно дополнительные погрешности.
Предложенный, согласно изобретению, способ измерения вращающихся деталей свободен от этого недостатка.
Сущность этого способа заключается в том, что скобу, например, с двумя емкостными датчиками, передвигают в перпендикулярном к оси детали направлении до достижения заданного зазора между одним из датчиков и деталью, после чего этот датчик подает импульс другому датчику, мгновенно измеряющему ве.шчину зазора между ним и деталью.
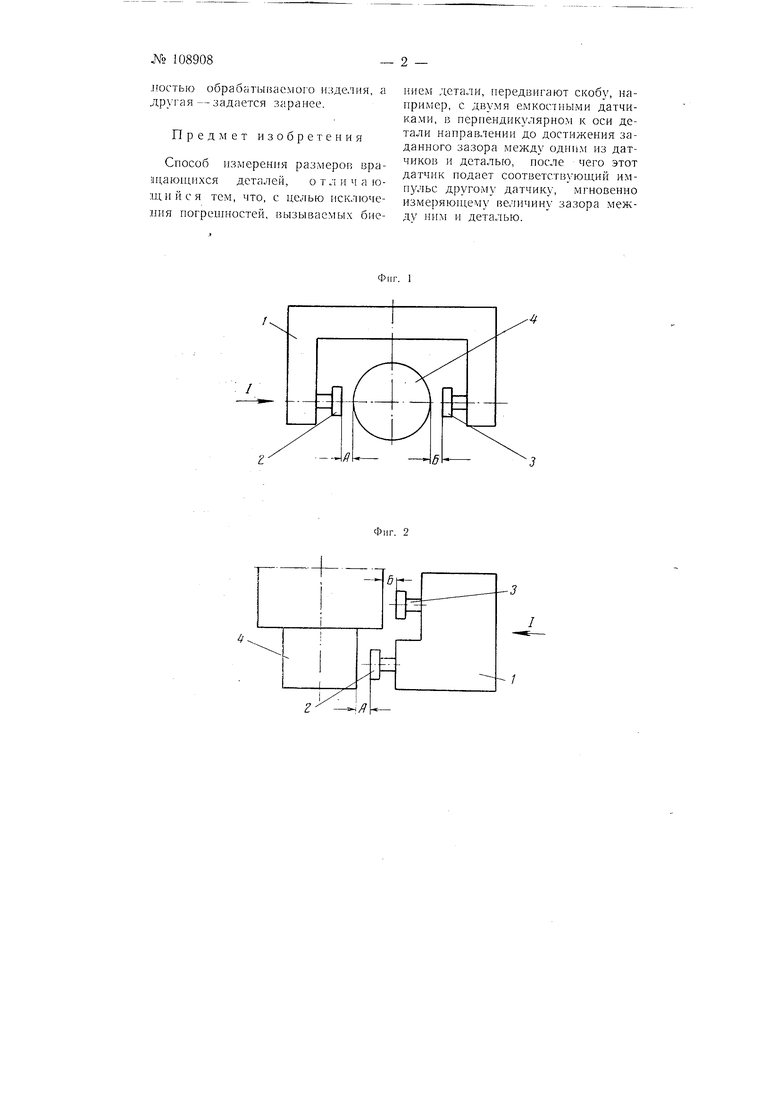
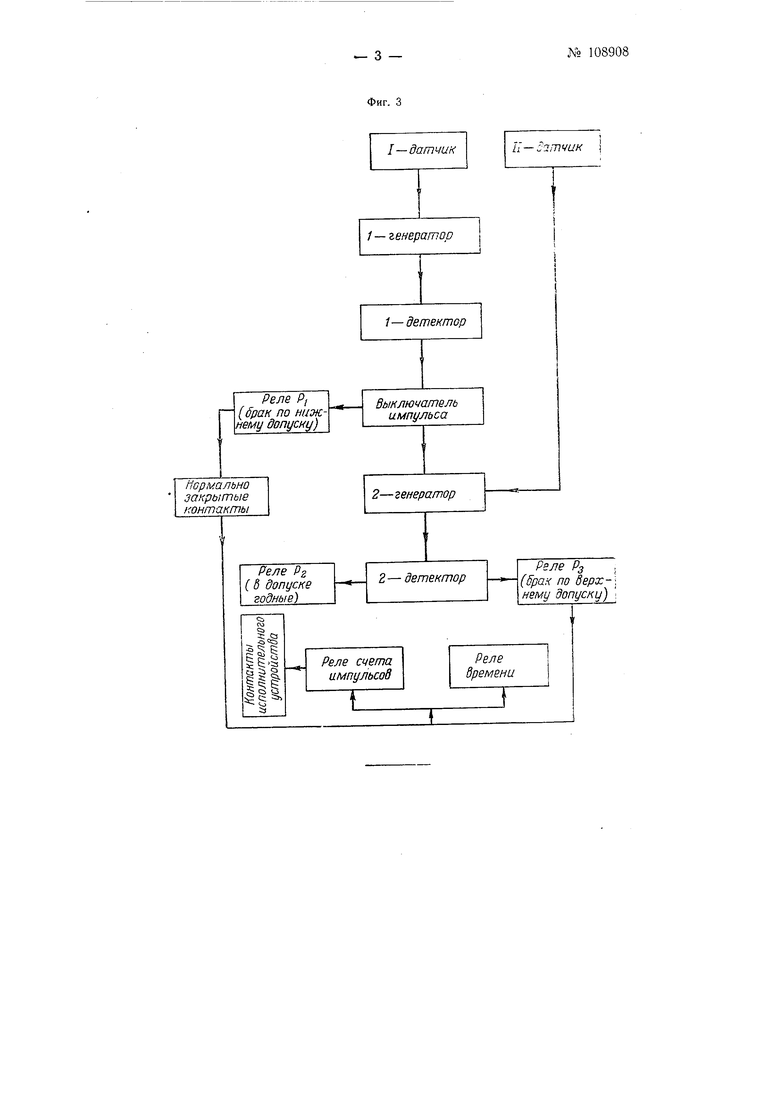
На фиг. 1 схематически изображено по/южение датчиков при измерении диаметров вращающихся деталей; на (jjiir. 2 - то же, при измерении их уступов; на фиг. 3-скелетная схема электпонной части устройства д.ля осуществления этого способа.
На скобе / установлены, например, емкостпые датчики 2 и J. В процессе контроля вращающихся
деталей скобу с датчиками перемеHiaiOT в направлении стрелки I так, что зазоры А и Б между датчикамиУ контролируемой деталью 4 изменяются. Датчик 2 при достижении заданного зазора А между ним и деталью подает импульс другому датчику 3, мгновенно измеряюП1ему величину зазора Б между ним и деталью. Датчщч 3 может подавать также пмпульс в сортировочное зстройство на отбраковку контролируемой детали, если в момент контроля зазор Б оказывается больше или меньше заданных допустимых пределов. . Емкостпые датчики, работающие при помощи безынерционной электронной схемы, срабатывают практически мгновенно и одновременно, благодаря чему биение детали во время контроля не вызывает дополнительных погреннюстей контроля.
Электронная схема состонт в основном из двух генераторов (фиг. 3), 5ык.ночате.1я импульсов, двух детекторов и реле.
Работа схемы основана на принципе биения двух частот, одна из которых зависит от емкости между одним из датчиков и поверх№ 108908
лостыо обрабатывасмого изделия, а другая - задается заранее.
Предмет изобретения
Способ измерения размеров вра 1цаюи1,ихся деталей, о т л и ч а ющийся тем, что, с целью исключения погрешностей, вызываемых бне2
нием детали, передвигают екобу, например, с двумя емкостиыми датчиками, в периеидикулярном к оси детали направлении до достижения заданного зазора между одним из датчиков и деталью, после чего этот датчик подает соответствующий импульс другому датчику, мгновенно измеряюи1,ему величину зазора между ним и деталью.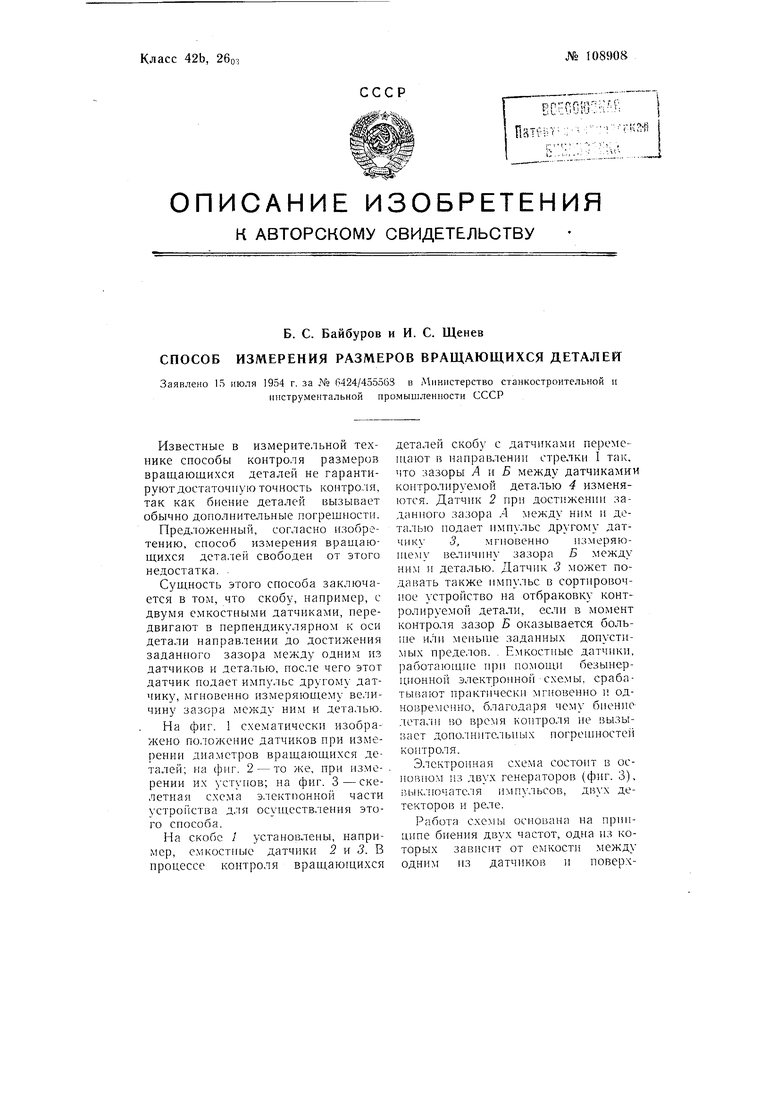
I-датчик
LL - оатчик
1 - генератор
