Известные приборы для статистического анализа технологических процессов конструктивно сложны и требуют присоединения к электрической или инев.матической сети.
Отличительной особенностью описываемого прибора является применение реечного механизма с системой толкателей и храповых устройств для автоматической записи гистограммы распределения действительных размеров деталей и для определения их среднеарифметического размера.
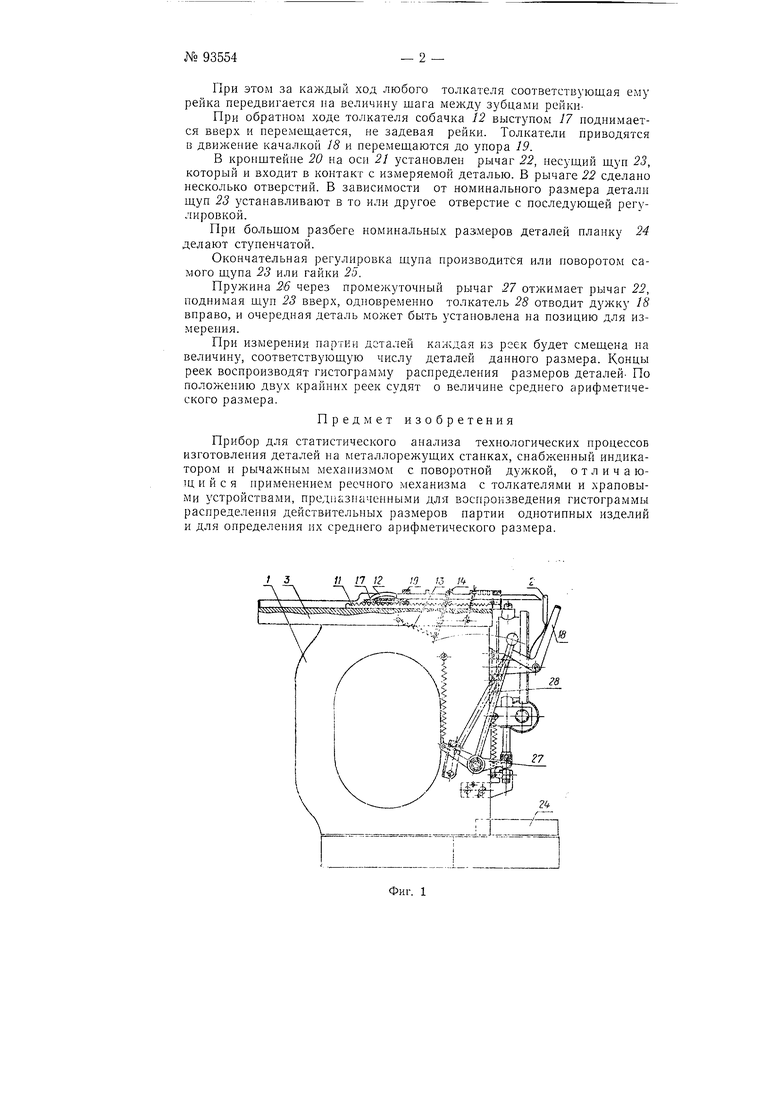
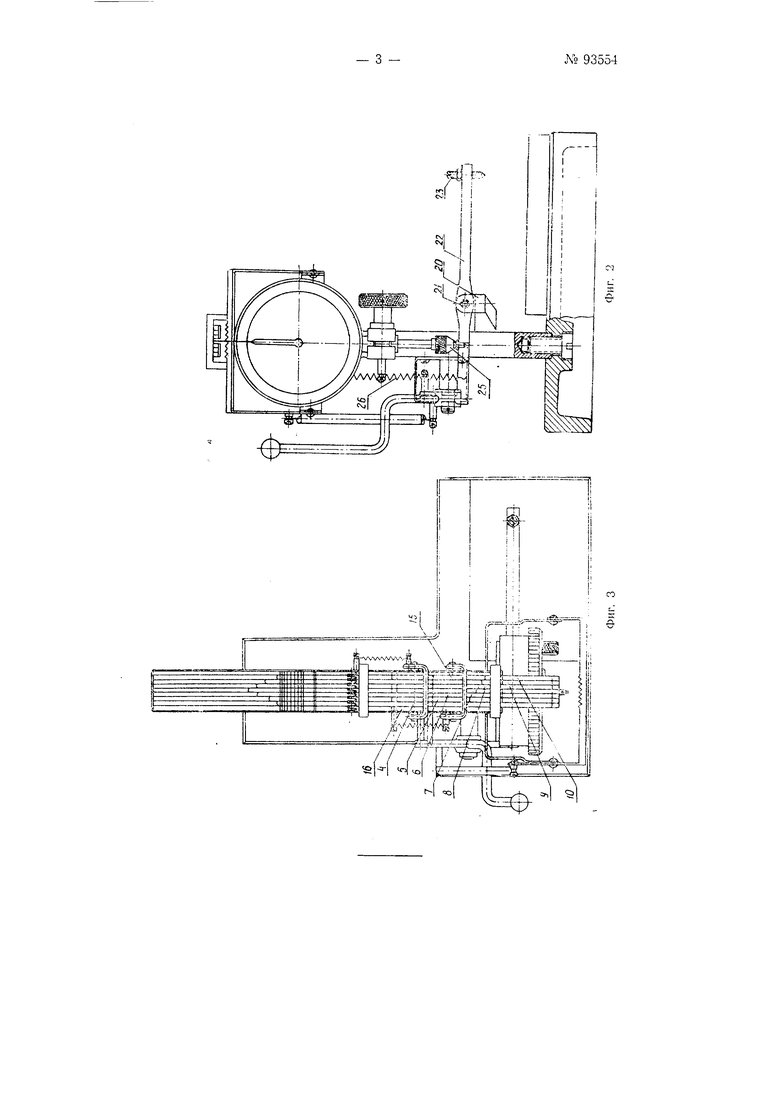
На фиг. 1 изображен прибор, вид сбоку; на фиг. 2-то же, вид спереди; на фиг. 3-вид в плане.
К вертикальпой стойке / крепится стрелочный индикатор. На ось индикатора, взаме: обычной стрелки, устанавливается изогнхтая в верхней части стрелка 2. Сверху на стойке / укреплена планка 3, в которой скользит ряд толкателей 4-10 и реек (на чертеже указана одна рейка 11)Толкатели и рейки разделены между собой тонкими перегородками. Каждый толкатель несет укрепленную шарнирно собачку 12. Нружина 13 через дужку М отжик1ает толкатели вправо. Вторая дужка, наоборот, приводится в движение любым из толкателей.
На всех толкателях ил еются выстуиы, расположенные на разных расстояниях от дужки, поэтому, несмотря на то, что все толкатели сове ;1нают одинаковый ход, дужка перемещается на различную величину в зависимости от того, какой толкатель приведет ее в движение. Эта же д}жка входит в щель между двумя выступами крайнего правого толкателя 15, так что при движении дужки перемещается и толкатель 15.
К;- й лепый толкатель 16 перемещается дужкой 14 всегда на одно и то же расстояние, независимо от того, какой толкатель привел в движение вторую дужку. При перемещении толкателей посредством собачек 12 перемещаются и соответствующие рейки, например рейка И расположенные ниже толкателей.
При этом за каждый ход любого толкателя соответствующая ему рейка передвигается па величину шага мел-еду зубцами рейкиПри обратном ходе толкателя собачка 12 выступом 17 ноднимается вверх и перемендается, не задевая рейки. Толкатели приводятся в движение качалкой 18 и перемещаются до упора 19.
В кронщтейне 20 на оси 21 установлен рычаг 22, несущий щуп 23, который и входит в контакт с измеряемой деталью. В рычаге 22 сделано несколько отверстий. В зависимости от номинального размера детали щуп 23 устанавливают в то или другое отверстие с последующей регулировкой.
При больщом разбеге номинальных раз(меров деталей планку 24 делают ступенчатой.
Окончательная регулировка щупа производится или поворотом самого щупа 23 или гайки 25.
Пружина через промежуточный рычаг 27 отжимает рычаг 22, поднимая щуп 23 вверх, одновременно толкатель 28 отводит дужку 18 вправо, и очередная деталь может быть установлена на позицию для измерения.
При измерении партии деталей каждая из реек будет смещена на величину, соответствующую числу деталей данного размера. Концы реек воспроизводят гистограмму распределения размеров деталей- По положению двух крайних реек судят о величине среднего арифметического размера.
Предмет изобретения
Прибор для статистического анализа технологических процессов изготовления деталей на металлорежущих станках, снабженный индикатором и рычажным механизмом с поворотной дужкой, отличающийся применением реечного механизма с толкателями и храповыми устройствами, предназначенными для воспроизведения гистограммы распределения действительных размеров партии однотипных изделий и для определения их среднего арифметического размера.
; J// /7 J2 /-5, . №
-. rf---J -/Z,
St. .-Ат
