Известны универсальные пневмопоплавковые многодиапазонные датчики. Однако известные датчики не обеспечивают необходимой точности измерений.
В описываемом датчике для повышения точности измерений при автоматизации процессов контроля и сортировки применен токопроводящий поплавок или подвешенный к поплавку токопроводяший элемент, предназначенный для бесконтактного замыкания цепей исполнительного органа.
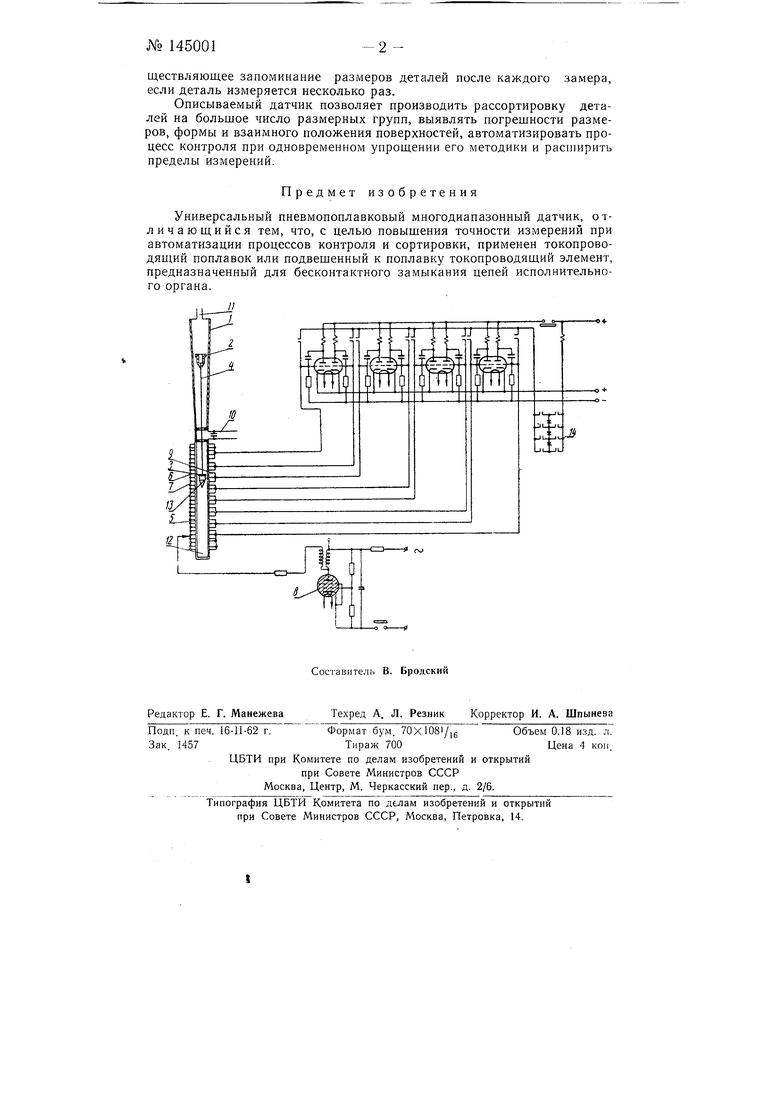
На чертеже изображена схема датчика.
Универсальный пневмо-поплавковый многодиапазонный датчик состоит из конусной индикаторной трубки 1, поплавка 2, токопроводящего элемента 3, подвешенного на нити 4 к поплавку 2, и коммутатора 5, сквозные контакты 6 которого объединены общей шинной 7, к которой от источника 8 подводится высокое направление малой силы тока, а сквозные контакты 9 объединяются в группы в зависимости от вида осуществляемого с помощью датчика контроля. Трубка 10 соединяет датчик со стабилизатором давления воздуха, а трубка //-с пнев.матической измерительной оснасткой.
При проведении измерений с помощью, например, пневматического калибра поплавок 2 занимает, в зависимости от измеряемой величины, то или иное положение внутри трубки /, а связанный с ним и перемещающийся в канале 12 коммутатора 5 элемент 3 располагается на уровне каких-то контактов (J и 9. Происходит их искровое замыкание через воздушный промежуток 13, раз.меры которого значительно у.меньшаются благодаря наличию элемента 3. В результате замыкания срабатывает исполнительный орган, например, осуществляющий рассортировку деталей по результатам их из epeния. уМежду датчиком и исполнительным органом может быть включено контактно-релейное устройство 14, осу
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программирования линейных перемещений на заданную величину | 1958 |
|
SU119723A1 |
| Устройство для автоматического контроля и сортировки однотипных изделий по размерам | 1958 |
|
SU125893A1 |
| Способ фиксации положения исполнительного органа станка | 1958 |
|
SU126712A1 |
| Устройство для контроля и автоматической сортировки по размерам однотипных изделий | 1957 |
|
SU114350A1 |
| Прибор для вычисления среднего арифметического размера при имерении партии деталей | 1958 |
|
SU123717A1 |
| Автомат для проекционного контроля и сортировки деталей по их линейным размерам | 1955 |
|
SU108904A1 |
| Способ электровысадки заготовок | 1968 |
|
SU287831A1 |
| Сигнализатор уровня жидкости | 2022 |
|
RU2787690C1 |
| Способ измерения размеров вращающихся деталей | 1954 |
|
SU108908A1 |
| Поплавковый плотномер | 1978 |
|
SU785686A1 |
