со о ел
Изобретение относится к порошковой металлургии и может быть использовано для нанесения покрытий из металлических порошков на внутренние поверхности деталей, а также для изготовления порошковых изделий, имеюших внутренние полости.
Известен способ получения покрытий на биметаллических подшипниках скольжения, включаюш,ий спекание порошкового слоя под действием центробежных сил 1.
Нед0статком известного способа является значительная остаточная пористость порошкового слоя, обусловленная низкой величиной прилагаемого давления, что снижает физико-механические свойства изделий.
Наиболее близким к предлагаемому по технической сушности и достигаемому результату является способ получения порошковых покрытий на цилиндрических втулках с фигурной внешней поверхностью, включающий загрузку порошка в полость заготовки, вращаюшуюся вокруг продольной оси, и спекание порошка под давлением за счет уплотнения его роликом 2.
Производительность этого способа и физико-механические свойства изделий зависят от усилия прижима ролика при горячей прокатке во время спекания. Значительное превышение усилия прижима ролика способствует образованию значительной высоты волны из порошкового материала, которая перемещается как в осевом, так и в радиальном направлении. Низкая величина усилия прижима ролика приводит к необходимости повторного спекания изделия в печи для уменьшения остаточной пористости, что снижает производительность процесса.
Целью изобретения является повышение производительности процесса.
Поставленная цель достигается тем, что согласно способу получения порошковых покрытий на изделиях, включающему загрузку порошка в полость заготовки, ее врацдение и спекание порошка под давлением путем уплотнения его роликом, давление в процессе спекания увеличивают, причем величина давления рассчитывается из соотношения:
р i(Khp6r(i-Qo) Г gp)
R -tR-- 8) J,
где Зо -начальная толщина порошкового слоя, м;
(5 -текущая толщина порощкового слоя, м;
Я -внутренний радиус заготовки, м
Р -радиус ролика, м;
h -ширина ролика, м;
(OT,-предел текучести при сжатии для материала порошкового слоя в беспористом состоянии, Н/м2;
Е| -модуль упругости при сжатии для материала порошкового слоя в беспористом состоянии, Н/м2;
Qe -начальная пористость порошкового слоя; К 1-Коэффициент запаса.
Сущность способа заключается в следующем.
В полость формы или заготовки через
0 торцовое отверстие загружают порошок и приводят ее во вращение вокруг продольной оси. При этом порошок под действием центробежных сил равномерно распределяется по внутренней поверхности формы или
5 заготовки. Затем нагревают порошок до температуры спекания и прокатывают его роликом, увеличивая усилие прижима в зависимости от текущей толщины порощкового слоя в соответствии с формулой (1), после чего изделие охлаждают, а вращение
0 прекращают.
Поскольку порошковый материал в процессе спекания упрочняется за счет уплотнения и предел текучести его возрастает, то увеличение усилия прижима ролика позволя5 ет поддерживать среднее значение сопротивления деформации порощкового слоя в очаге деформации в течение всего процесса спекания на уровне, близком к пределу текучести. Такой режим нагружения обеспечивает на протяжении всего процесса уплотне0 ния оптимальную величину усилия прижима, максимально возможную без снижения качества изделий, что позволяет интенсифицировать уплотнение порошка и уменьшить остаточную пористость.
Величину усилия прижима, обеспечиБающую среднее значение сопротивления деформации в очаге деформации, равное пределу текучести бу, можно определить из выражения
P 6j,lh, (2) где 1 -длина очага деформации.
Полагая, что при сопротивлении деформации, меньшем предела текучести, порошковый слой представляет собой вязкоупругую среду, для радиуса ролика, малого по сравнению с внутренним радиусом формы или заготовки, выражение для длины очана деформации имеет вид
О)
где Е -модуль упругости при сжатии. Предел текучести пористого материала 3г при горячей обработке давлением выражается через предел текучести беспористого материала бf и пористость & в соответствии с соотношением бт-и-0рб,,(4)
Аналогичное соотношение существует для модулей упругости пористого и беспористого материалов
E (l-9)3Ei, (5) где Е - модуль упругости пористого материала;Б - модуль упругости беспористого материала. Подставив (5) в (3), а затем (3) и (4) в (2), получим Р 1бНг,-а-еУ Воспользовавшись теперь условием постоянства массы порошкового слоя, получим из (6) р- ..а-еь) . rR-()f .,, JTEiLRMk-cJf ) Вводя в (7) коэффициент запаса , получим соотношение (1) для определения величины усилия прижима, обеспечивающей среднее сопротивление деформации на уровне, близком к пределу текучести, но не превышаюшем его. Коэффициент запаса вводится для того, чтобы исключить возможность превышения предела текучести на протяжении всего процесса спекания, а также для учета возможных погрешностей формулы (3). Величину его определяют опытным путем, она составляет 0,8-0,95. Пример. Во внутреннюю полость детали из стали СтЗ с внутренним диаметром 100 мм и длиной 35 мм засыпают порцию порошка бронзы БрОФ10-1 (Sn-G-lP/o; Р0,5-1,056; ,3°/o; , AHO,02%Zn 0,30/0; ,3%; Си - остальное) из расчета .получения в конце спекания покрытия толщиной 1,0 мм и, закрепив деталь в шпинделе токарно-винторгезного станка 1К62, размещают ее в рабочей зоне индуктора высокочастотной индукционной установки ЛПЗ-2-67М. Деталь приводят во вращение со скоростью 1200 об/мин и нагревают до температуры спекания порошка (840°С). При достижении данной температуры во внутреннюю полость детали вводят ролик (0 30 мм и h 35 мм), закрепленный в резцедержателе токарновинторезного станка. Усилие к ролику прикладывают с помощью пневматического регулирующего устройства. Для определения необходимой величины усилия прижима ролика в зависимости но текущей толщины порошкового слоя, по текущей толщины порошкового слоя по формуле (7) используют литературные и экспериментально полученные данные, приведенные в табл. 1. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ армирования поверхности изделий порошковыми материалами | 1991 |
|
SU1794619A1 |
| Способ изготовления биметаллических зубчатых колес | 1988 |
|
SU1579632A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ РЕАКЦИОННЫМ СПЕКАНИЕМ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2119847C1 |
| СПОСОБ НАКАТЫВАНИЯ ЗУБЧАТЫХ ПРОФИЛЕЙ НА БИМЕТАЛЛИЧЕСКИХ СПЕЧЕННЫХ ЗАГОТОВКАХ | 2005 |
|
RU2284241C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С УПЛОТНЕННОЙ ПОВЕРХНОСТЬЮ | 2001 |
|
RU2271263C2 |
| ПУЛЯ, НЕ СОДЕРЖАЩАЯ СВИНЦА (ВАРИАНТЫ) | 1993 |
|
RU2124698C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ МЕДИ | 2006 |
|
RU2342221C2 |
| Способ изготовления спеченных пористых изделий | 1986 |
|
SU1397178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕГО СЕРДЕЧНИКА ОРГАНА РЕГУЛИРОВАНИЯ ЯДЕРНОГО РЕАКТОРА | 2009 |
|
RU2440215C2 |
| Способ изготовления порошковых изделий | 1989 |
|
SU1722691A1 |
СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВЫХ ПОКРЫТИИ НА ИЗДЕЛИЯХ, включаюш,ий загрузку порошка в полость заготовки, ее вращение и спекание порошка под давлением путем уплотнения его роликом, отличающийся тем, что, с целью повышения производительности процесса, давление в процессе спекания увеличивают, причем величина давления рассчитывается из соотношения: Г R(R-&.)M p,16khr6ViCt- ac) L R4R-e) -I , Jt R4R So где Со -начальная порошкотол шин а вого слоя, м; § -текущая толщина порошкового слоя, м; R -внутренний радиус заготовки, м; -радиус ролика, м; г h бт, -ширина ролика, м; -предел текучести при сжатии для материала порошкового слоя в беспористом состоянии, н/м2; -модуль упругости при сжатии для материала порошкового (Л слоя в беспористом состоянии, н/м; Q -начальная пористость порошкового слоя; К 1-коэффициент запаса.
10
0,6
0,0025 0,05
Изменение толщины порошкового слоя фиксируется индукционным датчиком по величине радиального перемещения резцедержателя с закрепленным в нем роликом. Сигнал от датчика поступает на управляющую микроэвм «Электроника-60, связанную с пневматическим регулирующим устройством и задающую необходимое усилие прижима ролика. Исследования проводят на четырех сериях образцов. Во всех случаях спекание оканчивали при достижении покрытием толщины 1,0 мм.
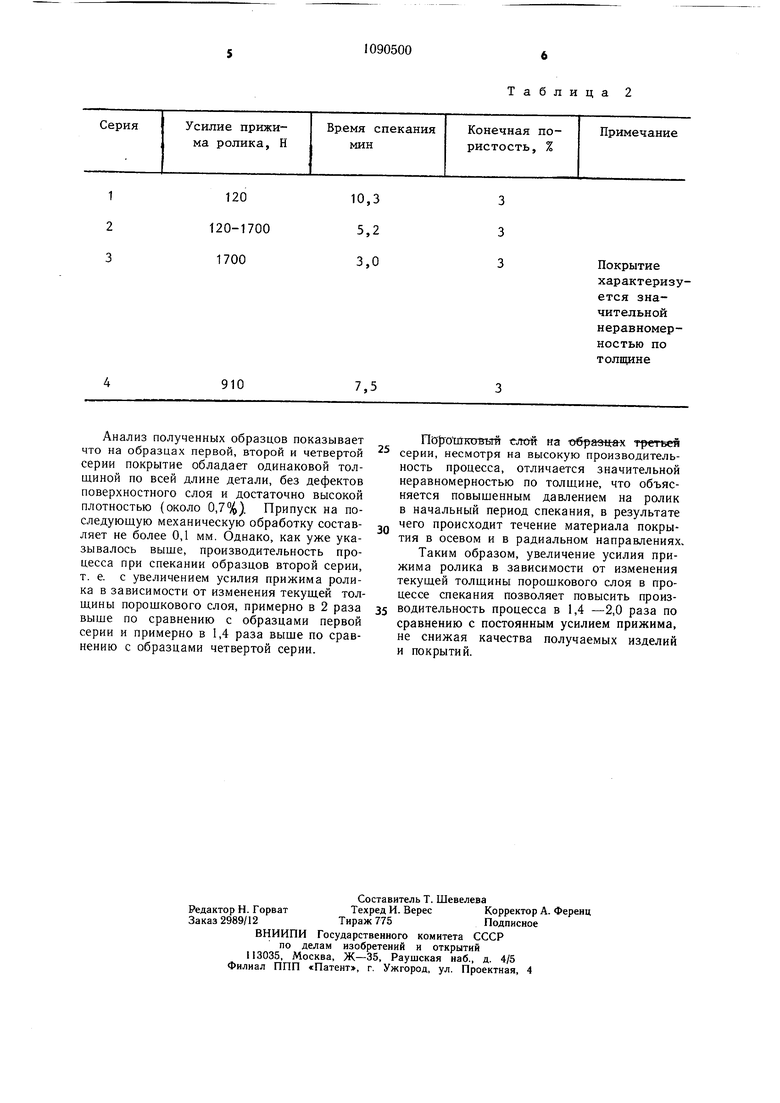
При спекании первой серии образцов первоначальное усилие прижима ролика устанавливают равным Р 120 Н, что соответствует начальной толщине порошкового слоя и оставляют постоянным в течение всего периода спекания. Среднее время спекания одного образца этой серии оказывает ся равным 10,3 мин.
Вторую серию образцов спекают, увеличивая усилие прижима ролика в зависимости от изменения текущей толщины порошкового слоя (согласно формуле (7).
36 10
0,4
0,035 0,030
Среднее время спекания одного образца в этом случае составляет 5,2 мин.
Спекание образцов третьей серии производят при постоянном усилии прижима ролика, равном 1700 Н, что соответствует усадке порошкового слоя на 1,5 мм. Среднее время спекания 3,0 мин.
Четвертую серию образцов спекают при постоянном усилии прижима ролика, равном Р 910 Н, определенным из соотношенияП ... D п Ря + Рк г2
гДб РЯ -усилие прижима ролика, соответствующее начальной толщине порошкового слоя, РВ 120 Н;
-усилие прижима ролика, соответствуюшее конечной толщине порошкового слоя, равной 1,0 мм, Рц 1700 Н. Среднее время спекания образца этой серии составляет 7,5 мин.
Результаты исследований представлены в табл. 2.
910
Анализ полученных образцов показывает что на образцах первой, второй и четвертой серии покрытие обладает одинаковой толщиной по всей длине детали, без дефектов поверхностного слоя и достаточно высокой плотностью (около 0,7%). Припуск на последующую механическую обработку составляет не более 0,1 мм. Однако, как уже указывалось выше, производительность процесса при спекании образцов второй серии, т. е. с увеличением усилия прижима ролика в зависимости от изменения текущей толщины порощкового слоя, примерно в 2 раза выще по сравнению с образцами первой серии и примерно в 1,4 раза выще по сравнению с образцами четвертой серии.
Таблица 2
характеризуется значительнойнеравномерностью по толщине
nojTotJlKcrBb-ra слой на t 6pasita-x третьей серии, несмотря на высокую производительность процесса, отличается значительной неравномерностью по толщине, что объясняется повыщенным давлением на ролик в начальный период спекания, в результате чего происходит течение материала покрытия в осевом и в радиальном направлениях. Таким образом, увеличение усилия прижима ролика в зависимости от изменения текущей толщины порощкового слоя в процессе спекания позволяет повысить производительность процесса в 1,4 -2,0 раза по сравнению с постоянным усилием прижима, не снижая качества получаемых изделий и покрытий.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Федорченко И | |||
| М., Кончаковский В.А | |||
| Центробежная машина для изготовления биметаллических подшипников скольжения.«Порошковая металлургия, 1973, № 7, с.9294 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Злобин Г | |||
| Г | |||
| Формование изделий из порошков твердых сплавов | |||
| М., «Металлургия, 1980, с | |||
| Аппарат для передачи фотографических изображений на расстояние | 1920 |
|
SU170A1 |
