О
х
со
00
оо
f1
Изобретение относится к производству строительных материалов.
Известен способ управления процессом производства асбеста при классификации асбестового волокна в цепи аппаратов путем подбора сит с определенным размером ячеек L1
Недостатком известного способа является то 5 что он рассчитан на асбестовый концентрат определенного качес на. Однако, в практике качество асбестового концентрата подвержено сильным колебаниям. Поэтому известны способ не обеспечивает постоянства фракцисшного состава и, следовательно, качества асбеста заданного сорта
Наиболее близким к предлагаемому по техническому решению является способ управления процессом производства асбеста, включающий измерение содержания крупной фракции волокон асбеста после классификаторов и изменение подачи мелких волокон асбеста Г2.
Однако в данном способе фракционный состав асбеста стабилизируется только по соотношению крупных фракций. Процесс управления не предусматривает стабилизации содержания (соотношения) мелкой тонкодисперсной фракции, например -0,25 или -0,071, или -О,147 мм.
Мелкая фракция (-0,25 или -0,147, или -0,071 мм) является одной из важнейших параметров качества асбеста и регламентируется ГОСТ 12871-67.
Целью изобретения является повышение точности управления процессом производства асбеста.
Поставленная цель, достигается тем, что согласно способу управления процессом производства асбеста,включающему измерение содержания крупной фракции волокон асбеста после классификаторов и изменение подачи мелких волокон асбеста, при измерении содержания крупной фракции измеряют содержание мелкой фракции волокон асбеста и изменяют скорость вращения ротора классификатора,, корректирун при этом подачу мелких волокон асбеста.
Способ управления процессом производства асбеста содержит следующие операции: классификацию асбестового концентрата на крупный и мелкий продукты в классифицирующих аппаратах; смешивание продуктов классификации
382
в соотношении, зависящем от измеренного значения содержания крупной контрольной фракции волокон асбеста; измерение содержания мелкой контрольной фракции волокон асбеста; изменение скорости движения промежуточного продукта в центробежном пневматическом аппарате в соответствии с измеренным значением содержания мелкой тонкодисперсной фракции в асбесте с корректировкой расхода мелких волокон асбеста.
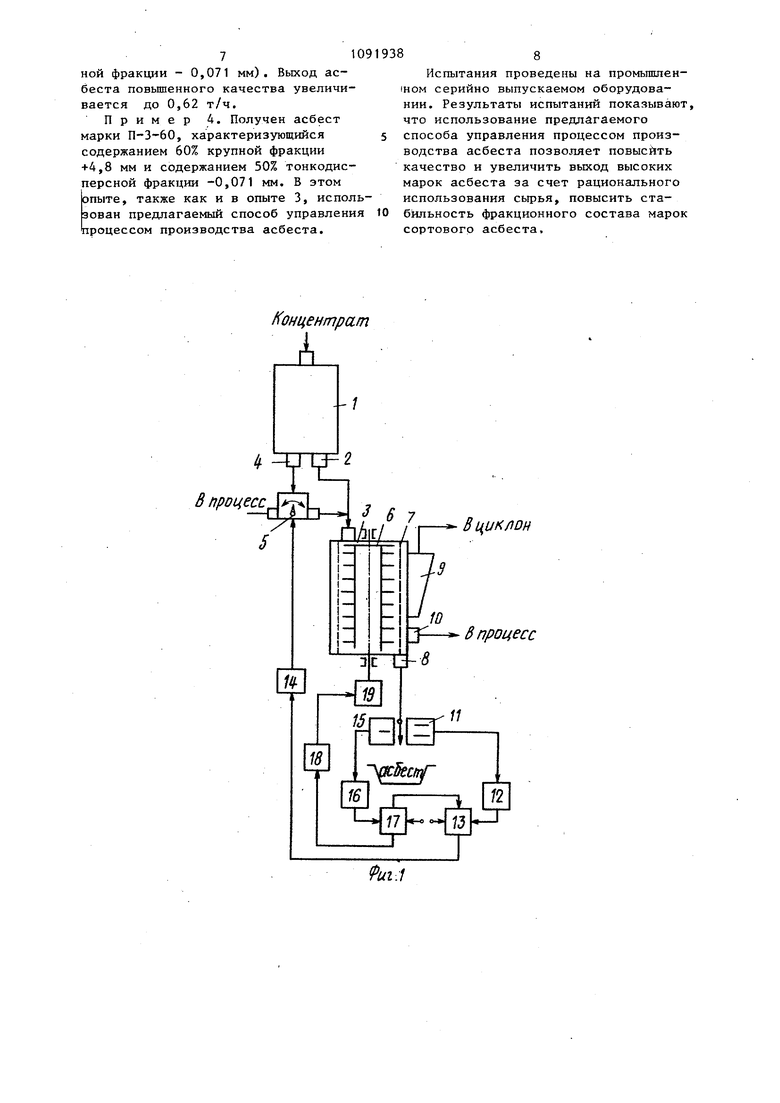
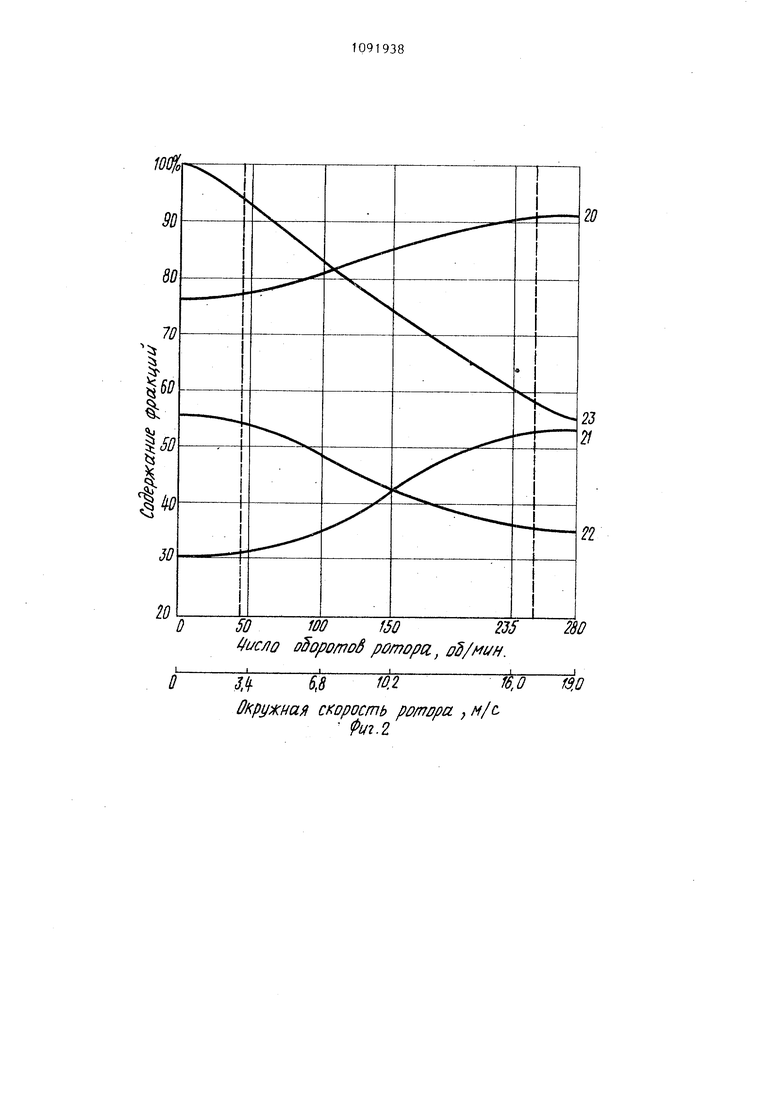
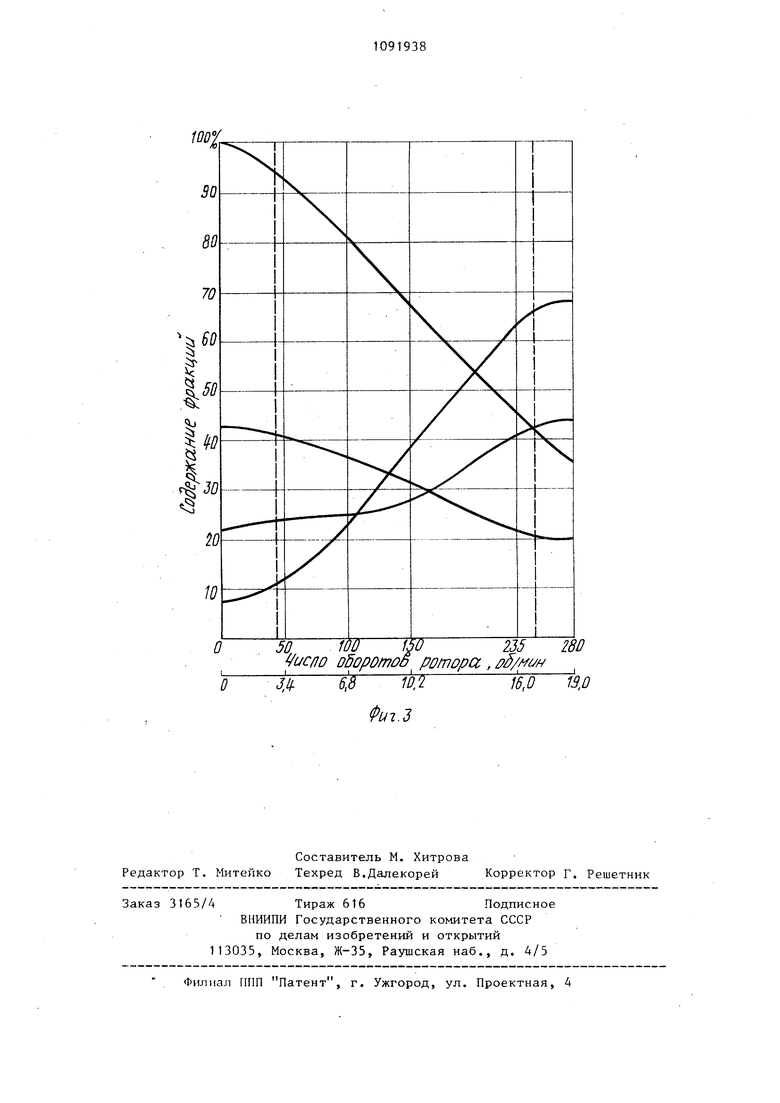
На фиг.1 приведена схема управления процессом производства асбеста; на фиг.2 - зависимость фракционного состава асбеста от окружной скорости ротора классификатора при изготовлении асбеста 3 сорта; на фиг.З зависимость фракционного состава асбеста от окружной скорости ротора классификатора при изготовлении асбеста 4 сорта.
Асбестовый концентрат на линии 1, содержащей барабанные горизонтальные грохоты, разделяют на крупный и мелкий продукты. Крупный продукт через разгрузочное устройство 2 поступает в классификатор - центробежный пневматический аппарат 3, а мелкий продукт через разгрузочное устройство 4 - в делитель 5, где делится на две части. Одна часть поступает на смешивание с крупным продуктом на входе в центробежный пневматический аппарат 3, а другая - на дальнейшую обработку в процесс.
В центробе июм пневматическом аппарате 3 смешанный продукт подвергается пневматической обработке при движении в пространстве, между ротором 6 и сетчатым барабаном 7. Надрешетный продукт - асбест заданного сорта центробежного пневматического аппарата 3, разгружают через разгрузочное отверстие 8. Подрешетный продукт аппарата 3 через отверстие 9 частично выносится потоком воздуха в циклон, осаждается в нем и поступает дальше в процесс обработки. Оставшаяся часть подрешетного продукта ппарата 3 через отверстие 10 постуает в процесс на дальнейшую обработу.
Управление процессом производства сбеста осуществляют следуюш;им обраом.
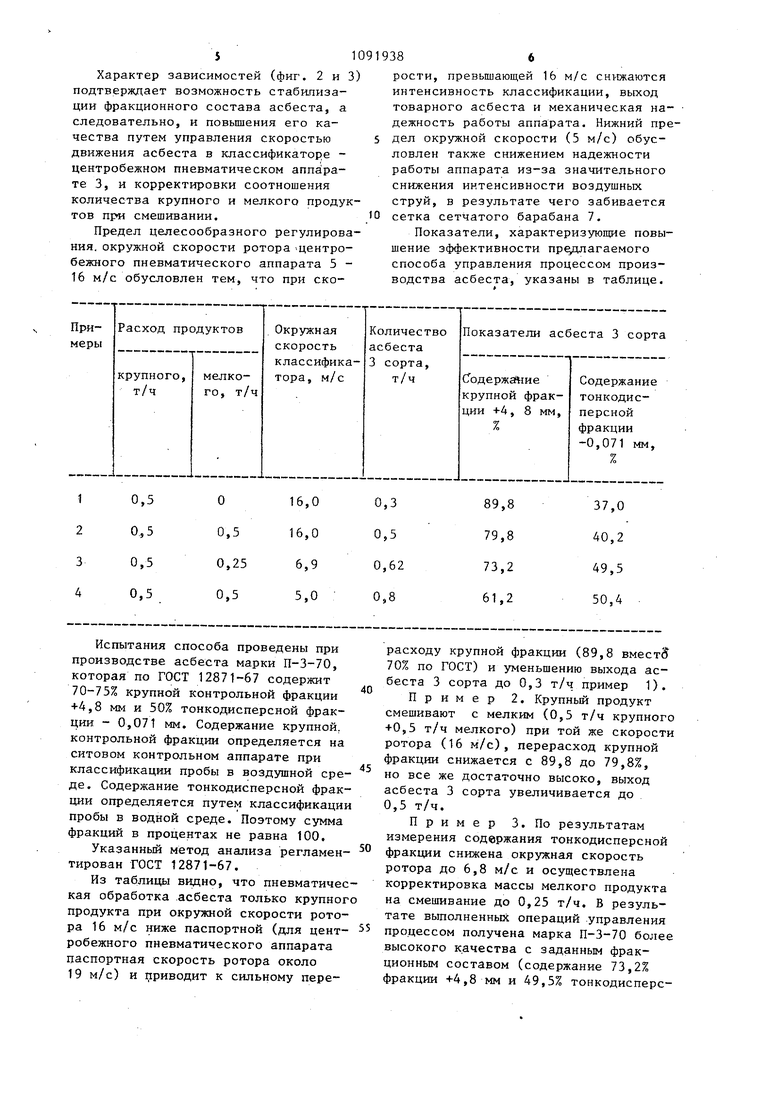
После центробежного пневматичесого аппарата 3 содержание крупной контрольной фракции волокон асбеста измеряют, например, ситовым анализатором 11 фракционного состава. В соответствии с получеиньм сигна лом на приборе 12 изменяют положение регулирующего органа делителя 5 чере регулятор 13 и исполнительный механизм 14. Таким образом изменяют расход мелкого продукта для смешивания до тех пор, пока не ликвидируют отклонение содержания крупной контрольной фракции от заданного значения. При содержании крупной контрольной фракции в асбесте, превышающем задан ное количество мелкого продукта, с помощью делителя 5 увеличивают и, наоборот при содержании крупной конт рольной фракции меньше заданного значения уменьшают количество мелкого продукта на смешивание. Одновременно анализатором 15 измеряют содер жание мелкой тонкодисперсной фракции (например -0,25 или --0,071 кли -0,147 мм в зависимости от требований ГОСТ). Результат измерения, полученный на вторичном приборе 16, сравнивают с заданным значением, и по сигналу рассогласования изменяют скорость движения смешанного промежуточного продукта в центробежном пневматическом аппарате. При содерж нии тонкодисперсной фракции больше (меньше) заданного значения увеличи вают (уменьшают) скорость движения смешанного продукта путем увеличени (уменьшения) окружной скорости ротора 6. Для этого через регулятор 17 и, например, тиристорный преобразователь 18 увеличивают (уменьшают) количество оборотов двигателя 19,при водящего во вращение ротор 6. Перемещение смешан 1ого продукта между ,ситовым барабаном 7 и ротором 6 кла сификатора 3 происходит по винтовой линии сверху вниз. При этом продукт интенсивно обрабатывается воздушными струями, исходящими из продольных щелей ротора 6, а также потоками воздуха, организованными противодей ствием периферийных элементов (колков) ротора 6 воздушной среде. Чем выше (ниже) окружная скорость ротора 6, тем с большей (меньшей) скоростью перемещает он продукт и последний интенсивней или слабее обра батывается воздушными потоками. При этом часть мелкого продукта, содержащего преимущественно мелкодисперс ную фракцию, как бы вымывается воздушными потоками и за счет центробежных сил переходит в подрешетное пространство (между корпусом аппарата 6 и ситовым барабаном 7), вычосигся через отверстия 9 в циклоп, а через отверстия 10 - в просгвной продукт и поступает на дальней;1 ую обработку в процесс. Повьш ение скорости движения смешанного продукта в классификаторе 3 уменьи ает количество мелких и тонкодисперсных фр11кций в асбесте, что автоматически приводит к возрастангао содержа 1ия крупной контрольной фракции и оно может превысить заданную величину. Поэтому в соответствии с отклонением сигнала о содержании тонкодисперсной фракции от заданной величины, передаваемого с регулятора 17 на регулятор 13, корректируют количество мелкого продукта на смешивание путем изменения положения регулирующего органа делителя 5 в сторону увеличения количества мелкого продукта на смешивание. В процессе исследования застабилизированы: нагрузка концентрата на аппарат ,5 т/ч, расход аспирационного воздуха Vg 1500 через выхлопное отверстие 10, Кривая 20 отображает зависимость содержания крупной контрольной фракции +4,8 мм, кривая 21 - содержание крупной контрольной фракции +1,17 мм кривая 22 - содержание тонкодисперсной фракции - 0,071 мм в асбесте от окружной скорости ротора центробежного пневматического аппарата. Выбор контроля крупных контрольных фракций (+4,8 или +1,17 мм) определяется потребителем асбеста. Из графиков видно, что с возрастанием окружной скорости ротора, а следовательно с возрастанием скорости движения смешанного продукта в классификаторе уменьшается содержание тонкодисперсной фракции (-0,071 мм) в асбесте (кривая 22), возрастает содержание крупной контрольной фракции (кривая 20 или 21) и может возникнуть необходимость корректировать расход мелкого продукта на смешивание по сигналу о содержании тонкодисперсной фракции (-0,071 мм), Кривая 23 показывает изменение выхода асбеста заданного сорта. 51 Характер зависимостей (фиг. 2 и 3 подтверждает возможность стабилизации фракционного состава асбеста, а следовательно, и повышения его качества путем управления скоростью движения асбеста в классификаторе центробежном пневматическом аппа рате 3, и корректировки соотношения количества крупного и мелкого продук тов при смешивании. Предел целесообразного регулирова ния, окружной скорости ротора -центробежного пневматического аппарата 5 16 м/с обусловлен тем, что при ско8рости, превышаюш;ей 16 м/с снижаются интенсивность классификации, выход товарного асбеста и механическая надежность работы аппарата. Нижний предел окружной скорости (5 м/с) обусловлен также снижением надежности работы аппарата из-за значительного снижения интенсивности воздушных струй, в результате чего забивается сетка сетчатого барабана 7. Показатели, характеризующие повышение эффективности предлагаемого способа управления процессом производства асбеста, указаны в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО КОМПОНЕНТА КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2004 |
|
RU2284230C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШИХТЫ ДЛЯ СИНТЕЗА НИТРИДА КРЕМНИЯ | 2010 |
|
RU2465197C2 |
| Установка для производства сортового асбеста | 1975 |
|
SU545372A1 |
| Центробежный классификатор | 1990 |
|
SU1731298A1 |
| Способ управления процессом получения смеси заданного качества | 1990 |
|
SU1710109A1 |
| Способ измельчения нитратов целлюлозы | 2018 |
|
RU2685662C1 |
| ПОРОШОК АКТИВИРОВАННОГО АЛЮМИНИЯ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И БЛОК УПРАВЛЕНИЯ УСТРОЙСТВОМ | 2007 |
|
RU2371284C2 |
| УСТАНОВКА ИЗМЕЛЬЧЕНИЯ И СОРТИРОВКИ МАТЕРИАЛОВ ПОВЫШЕННОЙ ТВЕРДОСТИ, НАПРИМЕР МЕТАЛЛИЧЕСКОГО ХРОМА | 2003 |
|
RU2251457C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО РЕГЕНЕРАТИВНОГО ПРОДУКТА С ПРИМЕНЕНИЕМ ВАЛЬЦОВОГО КОМПАКТОРА | 2014 |
|
RU2576438C1 |
| СПОСОБ ПОДГОТОВКИ ВАНАДИЙСОДЕРЖАЩЕЙ ШЛАКОСОДОВОЙ ШИХТЫ К ОКИСЛИТЕЛЬНОМУ ОБЖИГУ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2365650C1 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОИЗВОДСТВА АСБЕСТА, включающий измерение содержания крупной фракции волокна асбеста после классификаторов и изменение подачи мелких волокон асбеста, отличающийся тем, что, с целью повьшения точности управления процессом производства асбеста, при измерении содержания крупной фракции измеряют содержание мелкой фракции волокон асбеста и изменяют скорость вращения ротора классификатора, корректируя при этом подачу мелких волокон асбеста. g
Испытания способа проведены при производстве асбеста марки П-3-70, которая по ГОСТ 12871-67 содержит 70-75% крупной контрольной фракции +4,8 мм и 50% тонкодисперсной фракции - 0,071 мм. Содержание крупной, контрольной фракции определяется на ситовом контрольном аппарате при классификации пробы в воздушной среде. Содержание тонкодисперсной фракции определяется путем классификации пробы в водной среде. Поэтому сумма фракций в процентах не равна 100, Указанный метод анализа регламентирован ГОСТ 12871-67. Из таблицы видно, что пневматичес кая обработка асбеста только крупног продукта при окружной скорости ротора 16 м/с ниже паспортной (для центробежного пневматического аппарата паспортная скорость ротора около 19 м/с) и приводит к сильному перерасходу крупной фракции (89,8 вмест 70% по ГОСТ) и уменьшению выхода асбеста 3 сорта до 0,3 т/ч пример 1). Пример 2. Крупный продукт смешивают с мелким (0,5 т/ч крупного +0,5 т/ч мелкого) при той же скорости ротора (16 м/с), перерасход крупной фракции снижается с 89,8 до 79,8%, но все же достаточно высоко, выход асбеста 3 сорта увеличивается до 0,5 т/ч. Пример 3. По результатам измерения содержания тонкодисперсной фракции снижена окружная скорость ротора до 6,8 м/с и осуществлена корректировка массы мелкого продукта на смешивание до 0,25 т/ч. В результате вьшолненных операций управления процессом получена марка П-3-70 более высокого качества с заданным фракционным составом (содержание 73,2% фракции +4,8 мм и 49,5% тонкодисперс7109
ной фракции - 0,071 мм). Выход асбеста повьшенного качества увеличивается до 0,62 т/ч.
Пример 4. Получен асбест марки П-3-60, характеризующийся содержанием 60% крупной фракции ,8 мм и содержанием 50% тонкодисперсной фракции -0,071 мм. В этом опыте, также как и в опыте 3, использован предлагаемый способ управления процессом производства асбеста.
{Концентрат
Ч t S процесс
19388
Испытания проведены на промьшшенIHOM серийно выпускаемом оборудовании. Результаты испытаний показывают что использование предлагаемого 5 способа управления процессом производства асбеста позволяет повысить качество и увеличить выход высоких марок асбеста за счет рационального использования сырья, повысить ста10 бильность фракционного состава марок сортового асбеста.
6,8
Q
ЗЛ
Окружная скорость ротара у м/с .2
fS,0
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Софронов Ф.П | |||
| Практика обогащения асбестовых руд | |||
| М., Недра, 1975, с | |||
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматическая установка для смешивания асбестового волокна | |||
| Предложение фирмы Ситко (Италия) на закупку установки непрерывного действия дщя получения готового продукта (асбестовой смеси) однородного качества по степени распушки и длине волокна, 12.01.80 (прототип). | |||
