Предлагаемое изобретение относится к способу получения волокнистого компонента, в частности асбеста хризотилового, используемого при производстве композиционных материалов, например асбополимерных, таких как пластмасса, теплоизоляционные плиты, полихлорвиниловые плиты, фрикционные материалы и др.
Волокнистый компонент, в частности асбест хризотиловый, вводят в состав композиционных материалов для создания армированной структуры. Одним из важнейших характеристик волокнистого компонента является степень его распушки - наличие (отсутствие) в нем волокнистых агрегатов толщиной более 0,05 мм. Такие агрегаты волокна, имеющиеся в волокнистом компоненте композиционного материала, обуславливают неоднородность композиционного материала, в результате чего снижается степень его армирования и, как следствие, снижаются физико-механические свойства изделий, изготовленных из него.
Известен способ получения волокнистого компонента композиционных материалов, например асбополимерных, включающий деагрегацию волокнистого компонента, в частности асбеста хризотилового, его распушку и обеспыливание [1].
Способ осуществляется следующим образом. Волокнистый компонент, в частности асбест хризотиловый, подвергают деагрегации - расщеплению агрегатов на более тонкие волокна. Это осуществляют в аппарате для деагрегации волокнистого компонента, например в бегунах, с последующей распушкой в дезинтеграторе. Благодаря тому, что прочность связи волокон асбеста в агрегате между собой значительно ниже, чем прочность волокна при растяжении его вдоль оси, при обработке в бегунах под воздействием двух тяжелых чугунных катков, совершающих круговые движения по дну чаши, в которую загружен волокнистый компонент, в частности асбест хризотиловый, происходит разминание асбестовых агрегатов и, как результат, ослабление поперечных связей между волокнами в них. Далее волокнистый компонент, в частности асбест хризотиловый, подают на распушку в дезинтегратор, где происходит расщепление агрегатов асбестовых волокон по ослабленным при разминании на бегунах связям на более тонкие волокна (агрегаты волокон). При обработке волокнистого компонента, в частности асбеста хризотилового, в бегунах одновременно происходит раздавливание примесей пустой породы в пыль, которая поступает вместе с волокном в дезинтегратор и удаляется из него пневмосистемой.
Общими признаками аналога с заявленным изобретением являются операции деагрегации и распушки волокнистого компонента, в частности асбеста хризотилового.
Недостаток данного способа получения волокнистого компонента композиционных материалов, например асбополимерных, состоит в следующем. При производстве композиционных материалов для изготовления разных по функциональному назначению изделий используются волокнистые компоненты, отличающиеся по показателю оптимальной степени распушки для конкретного композиционного материала. Критерием распушки является удельная площадь поверхности волокнистого компонента. Для обеспечения оптимальной степени распушки волокнистого компонента, в частности асбеста хризотилового, известным способом требуется длительная обработка в бегунах и дезинтеграторе. Но при длительной по времени обработке асбестового волокна в бегунах происходит частичное измельчение (укорочение) волокон и вынос мелких фракций волокна в процессе распушки в дезинтеграторе пневмосистемой в отходы вместе с пылью. Это обуславливает потери волокнистого компонента с пылевой фракцией. Уменьшение потерь волокнистого компонента возможно только при снижении интенсивности его обработки в бегунах и, следовательно, уменьшении степени распушки, что отрицательно сказывается на качестве композиционного материала.
Наиболее близким к заявленному изобретению является способ получения волокнистого компонента композиционных материалов, например асбополимерных, включающий деагрегацию волокнистого компонента, в частности асбеста хризотилового, его распушку и классификацию с выделением в просев классифицирующей поверхности мелких агрегатов волокна крупностью менее 5,0 мм, в том числе менее (-1,0) мм и пыли [2].
Способ осуществляется следующим образом. Волокнистый компонент, в частности асбест хризотиловый, подают в аппарат для деагрегации, например в бегуны, где под воздействием тяжелых катков бегунов происходит разминание агрегатов асбестового волокна и ослабление в них поперечных связей между волокнами. Из бегунов асбестовое волокно подают в вертикальный разрыхлитель, где оно подвергается воздействию вращающихся ножей, которые расщепляют размятые на бегунах агрегаты асбестового волокна на более тонкие волокна (агрегаты). Для достижения оптимальной степени распушки асбестовое волокно подвергают 2-3-кратной обработке на вертикальном разрыхлителе. В связи с тем, что вертикальный разрыхлитель снабжен колосниковой решеткой, работающей как классифицирующая поверхность, на ней из распушенного волокна в просев выделяются мелкие агрегаты асбестового волокна класса крупности (-5,0) мм, в т.ч. и менее 1,0 мм, и пыль.
Общими признаками прототипа с заявленным изобретением являются операции деагрегации волокнистого компонента, в частности асбеста хризотилового, его распушки и классификации с выделением в просев классифицирующей поверхности мелких агрегатов волокна крупностью (-1,0) мм и пыли.
В данном способе получения волокнистого компонента композиционных материалов, например асбополимерных, в отличие от аналога распушка волокнистого компонента в вертикальном разрыхлителе ведется более интенсивно, что позволяет повысить степень его распушки при более слабом режиме разминания в бегунах. Применение в производстве асбополимерных материалов (например, паронита) асбестового волокна с оптимальной степенью распушки дает возможность получить гладкую без видимых агрегатов (пучков) волокна поверхность, улучшить показатели качества материала, такие как прочность, степень поглощения сред, упругоэластические свойства.
Однако в данном способе получения волокнистого компонента композиционных материалов, например асбополимерных, поступающий на операцию распушки волокнистый компонент, в частности асбест хризотиловый, который содержит агрегаты волокна разной длины, подвергаются распушке совместно. Исследованиями (табл.1) установлено, что степень распушки агрегатов волокна разной длины различна. Как видно из табл.1, при совместной распушке агрегаты волокон класса крупности (+1,0) мм имеют удельную площадь поверхности 57,9 дм2/г, а агрегаты волокна классов крупности (-1,0+0,5) мм, (-0,5+0,25) мм, (-0,25+0,0) мм соответственно 48,0 дм2/г, 41,5 дм2/г, 15,4 дм2/г.
Кроме того, в вертикальном разрыхлителе через колосниковую решетку, работающую как классифицирующая поверхность, вместе с волокном класса крупностью (-0,1) мм просеивается пыль.
Выделение в известном способе в просев классифицирующей поверхности асбестового волокна класса крупности (-1,0) мм вместе с пылью приводит к насыщению его тонкодисперсной пылью класса (-0,075) мм, наличие которой в волокнистом компоненте в количестве, большем допустимого предела, отрицательно сказывается на качестве ряда композиционных материалов, т.к. ослабляется контакт между волокнистым и связующим компонентами.
Задачей, решаемой данным изобретением и достигаемым техническим результатом, является повышение качества волокнистого компонента за счет оптимизации процесса и степени его распушки.
Названный технический результат достигается тем, что в заявляемом способе получения волокнистого компонента композиционных материалов в отличие от известного, включающего операции деагрегации волокнистого компонента, в частности асбестового волокна, его распушку и классификацию с выделением в просев классифицирующей поверхности мелких агрегатов волокна крупностью (-1,0) мм и пыли, просев фракционируют с получением фракций агрегатов волокна классов крупностью (-1,0+0,5) мм, (-0,5+0,25) мм, (-0,25+0,0) мм, после чего осуществляют опробование фракций, по результату опробования либо все фракции направляют на раздельную дополнительную распушку в пневмороторных распушителях при расходе воздуха 5,0-8,0 тыс.м3/ч, либо при большом насыщении фракций крупностью (-1,0+0,5) мм и (-0,5+0,25) мм тонкодисперсной пылевой фракцией, их перед распушкой раздельно обеспыливают в пневмомеханическом классификаторе с воздействием струй воздуха при расходе 5,0-16,0 тыс.м /ч.
Совокупность названных существенных признаков позволяет решить поставленную задачу повышения качества волокнистого компонента, в частности асбестового волокна, за счет достижения технического результата - оптимизации процесса и степени его распушки.
Это подтверждается нижеследующим.
В заявленном способе получения волокнистого компонента композиционных материалов, например асбополимерных,
- просев классифицирующей поверхности фракционируют с получением фракций агрегатов волокна классов крупностью (-1,0+0,5) мм, (-0,5+0,25) мм, (-0,25+0,0) мм, отличающихся способностью к распушке;
- полученные фракции опробуют;
- по результату опробования
- либо (вариант 1) все фракции направляют на раздельную дополнительную распушку в пневмороторных распушителях при расходе воздуха 5,0-8,0 тыс.м3/ч.
Благодаря этому достигается оптимальная степень распушки агрегатов волокна каждого класса крупности, что позволяет повысить качество волокнистого компонента композиционных материалов, например асбополимерных, за счет получения волокнистого компонента оптимальной степени распушки для разных видов композиционных материалов.
Как видно из табл.2, распушка выше названных фракций агрегатов волокна в пневмороторных распушителях при расходе воздуха менее 5,0 тыс. м3/ч не обеспечивает необходимую степень распушки агрегатов волокна, следствием чего является снижение качества композиционных материалов.
При распушке выше названных фракций агрегатов волокна в пневмороторных распушителях с расходом воздуха более 8,0 тыс. м3/ч удельная поверхность асбеста хризотилового увеличивается до уровня, значительно превышающего оптимальный, следовательно, применение данных режимных параметров технологически необоснованно.
- либо (вариант 2) при большом насыщении фракций крупностью (-1,0+0,5) мм и (-0,5+0,25) мм тонкодисперсной пылевой фракцией волокнистого компонента, предназначенного для производства таких видов композиционных материалов, для которых нормируется содержание тонкодисперсной фракции, их перед распушкой раздельно обеспыливают в пневмомеханическом классификаторе с воздействием струй воздуха при расходе 5,0-16,0 тыс.м3/ч.
Благодаря этому повышается качество волокнистых компонентов крупностью (-1,0+0,5) мм и (-0,5+0,25) мм за счет исключения насыщения их фракцией (-0,075) мм в процессе распушки.
Экспериментально установлено, что именно в режиме струйной подачи воздуха на волокнистый компонент наиболее эффективно идет процесс удаления пыли с поверхности агрегатов асбестового волокна.
Как видно из табл.3, наилучшие результаты обеспыливания фракций агрегатов асбестового волокна классов крупности (-1,0+0,5) мм, (-0,5+0,25) мм обеспечиваются в пневмомеханическом классификаторе с воздействием струй воздуха при его расходе 5,0-16,0 тыс.м3/ч.
При раздельном обеспыливании фракций агрегатов волокна в пневмомеханическом классификаторе с воздействием струй воздуха при его расходе менее 5,0 тыс.м3/ч снижается эффективность операции обеспыливания и не позволяет достичь требуемых показателей качества волокнистого компонента по содержанию тонкодисперсной пыли класса (-0,075) мм, что приводит к снижению качества композиционного материала.
При раздельном обеспыливании фракций агрегатов волокна в пневмомеханическом классификаторе с воздействием струй воздуха при расходе его более 16,0 тыс.м3/ч, как видно из табл.3, содержание фракции 0,075 мм значительно ниже нормативного показателя, что приводит к неоправданному снижению общей массы волокнистого компонента, а следовательно, нерациональному использованию его.
Способ включает следующие операции:
- деагрегацию волокнистого компонента, в частности асбеста хризотилового;
- распушку агрегатов асбестового волокна;
- классификацию с выделением в просев классифицирующей поверхности фракции мелких агрегатов асбестового волокна крупностью (-1,0) мм и пыли;
- фракционирование просева классифицирующей поверхности с получением фракций агрегатов волокна классов крупностью (-1,0+0,5) мм, (-0,5+0,25) мм, (-0,25+0,0) мм;
- опробование фракций, по результату которого
- либо (вариант 1) все фракции направляют на раздельную дополнительную распушку в пневмороторных распушителях при расходе воздуха 5,0-8,0 тыс.м3/ч;
- либо (вариант 2) при большом насыщении фракций крупностью (-1,0+0,5) мм, (-0,5+0,25) мм тонкодисперсной пылевой фракцией их перед распушкой раздельно обеспыливают в пневмомеханических классификаторах с воздействием струй воздуха при расходе 5,0-16,0 тыс.м3/ч.
Существо способа поясняется фигурой, где изображена схема цепи аппаратов получения волокнистого компонента композиционных материалов и схематично используемое оборудование.
Способ реализуется с помощью следующего оборудования:
- вертикальной молотковой мельницы для деагрегации и распушки агрегатов асбестового волокна, включающей футерованный изнутри вертикальный цилиндрический корпус (1), в котором размещен ротор с молотками (2);
- класифицирующей поверхности, например инерционного грохота (3) кругового движения с сеткой (4) (размер отверстий 1 мм) для выделения агрегатов асбестового волокна фракции (-1,0) мм;
- рассева (5) с ситовыми рамками (6) и (7), в которых установлены сетки с размером отверстий соответственно 0,5 мм и 0,25 мм для фракционирования агрегатов волокон асбеста хризотилового на классы крупностью (-1,0+0,5) мм, (-0,5+0,25) мм, (-0,25+0) мм;
- пневмороторного распушителя (8) для раздельной дополнительной распушки полученных фракций агрегатов волокна асбеста хризотилового. Он состоит из рабочей камеры (9) с загрузочным устройством (10), расположенным в нижней части камеры (9). В рабочей камере (9) размещен вертикальный ротор (11), снабженный приводом (на фиг. не показан). На роторе установлены вентиляторное колесо (12), молотки-билы (13) и диспергатор (14), расположенный ниже уровня размещения загрузочного устройства (10). В верхней части рабочей камеры (9) размещено разгрузочное устройство (15), соединенное с пневмотранспортной системой, включающей циклон для осаждения распушенного волокнистого компонента (на фиг. не показано). В нижней части рабочей камеры (9) (под диспергатором (14)) размещен всасывающий патрубок (16);
- пневмомеханического барабанного классификатора (17) для обеспыливания фракций агрегатов волокна асбеста хризотилового классов крупностью (-1,0+0,5) мм, (-0,5+0,25) мм. Пневмомеханический барабанный классификатор (17) включает цилиндрический ситовый барабан (18) размером ячеек 0,2 мм, размещенный в корпусе (19) с загрузочным (20) и разгрузочным (21) устройствами. Внутри ситового барабана (18) находится ротор (22) с рабочими органами (23). В верхней части барабан (20) классификатора (17) снабжен аспирационным патрубком (24), подсоединенным к пневмотранспортной системе (на фиг. не показано) для удаления тонкодисперсной пыли, отделенной от агрегатов асбестового волокна. В нижней части корпуса (19) классификатора (17) под ситовым барабаном (18) размещена струеформирующая (перфорированная) поверхность (25). На корпусе (19) закреплен патрубок (26) с возможностью подачи через него воздуха под струеформирующую поверхность (25).
Пример осуществления способа при средних значениях режимных параметров.
Асбестосодержащий материал подают в вертикальную молотковую мельницу, где под воздействием многократных соударений с футерованным корпусом (1) вращающихся молотков (2), закрепленных на роторе, и происходит деагрегация и первичная распушка агрегатов асбестового волокна. Из мельницы асбестовое волокно подают на инерционный грохот (3) кругового движения, оборудованный ситом (4) с размером отверстий 1 мм. Фракция агрегатов асбестового волокна крупностью (+1.0) мм, не прошедшая через сито (4) инерционного грохота (3), направляется в соответствующий технологический процесс. Фракция агрегатов волокна класса крупности (-1,0) мм поступает для фракционирования на рассев (5), оборудованный ситами (6) и (7) с размером отверстий соответственно 0,5 мм и 0,25 мм. Полученные в результате обработки на рассеве (5) фракции агрегатов асбестового волокна классов крупностью (-1+0,5) мм, (-0,5+0,25) мм, (-0,25+0,0) мм опробуют и по его результатам:
Вариант 1. Все фракции направляются раздельно на дополнительную распушку в рабочую камеру (9) соответствующего пневмороторного распушителя (8) через его загрузочное устройство (10).
В рабочей камере (9) на агрегаты асбестового волокна воздействуют:
- вихревой поток воздуха. Воздух при его расходе 6,5 тыс. м3/ч поступает в рабочую камеру (9) из патрубка (16) и преобразуется под воздействием диспергатора (14) и вентиляторного колеса (12) в вихревой поток, направленный от загрузочного устройства (10) к разгрузочному (15);
- молотки-билы (13), закрепленные на роторе (11).
В результате агрегаты асбестового волокна, продвигаясь от загрузочного устройства (10) к разгрузочному (15) в восходящем вихревом потоке воздуха, подвергаются многократному воздействию молотков-бил (13), распушиваются и через разгрузочное устройство (15) поступают в пневмотранспортную систему и осаждаются в циклоне (на фиг. не показано). При этом агрегаты асбестового волокна каждой из фракций (-1+0,5) мм, (-0,5+0,25) мм, (-0,25+0,0) мм распушиваются до оптимальной величины удельной площади поверхности соответственно 120-250 дм2/г, 110-230 дм2/г, 50-135 дм2/г для получения качественных композиционных материалов соответственно, например, таких как прокладочный материал под блок цилиндров автомобилей, паронит марки ПОН-Б, резина конвейерная огнестойкая.
Вариант 2. Если после фракционирования в рассеве (5) на ситах (6) и (7) по результатам опробования установлено, что фракции агрегатов асбестового волокна классов крупности (-1,0+0,5) мм, (-0,5+0,25) мм насыщены большим количеством тонкодисперсной пылевой фракции (-0,075) мм (более 77% для класса (-1,0+0,5) мм и более 76% для класса(-0,5+0,25) мм), их перед распушкой раздельно подают в ситовые барабаны (18) соответствующих пневмомеханических барабанных классификаторов (17) через загрузочное устройство (20) корпуса (19). В ситовом барабане (18) рабочие органы (23) ротора (22) разрыхляют агрегаты асбестового волокна. Одновременно на них воздействуют струи воздуха, поступающего из патрубка (26) и проходящего через струеформирущую (перфорированную) поверхность (25). Расход воздуха составляет 10,5 м3/ч. Благодаря воздействию струй воздуха на разрыхленные агрегаты асбестового волокна достигается эффект «промывания» их воздухом, при этом пылевая фракция через ячейки размером 0,2 мм ситового барабана выносится посредством аспирационного патрубка (24) в отходы пневмотранспортной системой. Обеспыленные агрегаты асбестового волокна через разгрузочное устройство (21) подаются в операцию дополнительной распушки, как описано выше.
В результате процесс распушки осуществляется в оптимальном режиме, т.к. исключается насыщение агрегатов асбестового волокна пылью, отрицательно влияющей на качество специальных видов композиционных материалов.
Агрегаты асбестового волокна класса крупности (-0,25+0,0) мм не обеспыливаются, т.к. содержащаяся в них пыль (частицы вмещающей породы - серпентинит) является одним из необходимых компонентов для соответствующих композиционных материалов.
Таким образом, в результате осуществления заявленного способа получения волокнистого компонента композиционных материалов за счет обеспечения оптимизации процесса и степени распушки разных фракций крупности волокнистого компонента, в частности асбеста хризотилового, достигается повышение его качества.
Источники информации
1. Шанин Н.П. и др. «Производство асбестовых технических изделий». Л.: «Химия», 1983, с.42. (аналог).
2. Шанин Н.П. и др. «Производство асбестовых технических изделий». Л.: «Химия», 1983, с.186. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВОЙ КОМПЕНСАЦИОННОЙ ПОДУШКИ ДЛЯ ФОРМУЮЩЕГО ПРЕССА | 2002 |
|
RU2235643C2 |
| СОСТАВ РЕАКЦИОННОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕССОВОЙ КОМПЕНСАЦИОННОЙ ПОДУШКИ ДЛЯ ФОРМУЮЩЕГО ПРЕССА | 2002 |
|
RU2220848C1 |
| Установка для обработки мелкодисперсных материалов в потоке аэросмеси | 1987 |
|
SU1512659A1 |
| ПОЛИМЕРНО-АСБЕСТОВАЯ ДИАФРАГМА, КОМПОЗИЦИЯ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИИ | 1992 |
|
RU2027798C1 |
| Гидравлический распушитель волокнистого материала | 1976 |
|
SU766859A1 |
| Способ обогащения полезных ископаемых | 1978 |
|
SU768487A1 |
| Вентиляторный распушитель | 1984 |
|
SU1240444A1 |
| Установка для обработки мелкодисперсного материала в потоке аэросмеси | 1989 |
|
SU1662690A1 |
| Установка для обработки мелкодисперсного материала в потоке аэросмеси | 1990 |
|
SU1783993A3 |
| СПОСОБ АРМИРОВАНИЯ АСФАЛЬТОБЕТОННОЙ СМЕСИ | 2006 |
|
RU2351561C2 |
Изобретение относится к способу получения волокнистого компонента, в частности асбеста хризотилового, используемого при производстве композиционных материалов, например асбополимерных, таких как пластмасса, теплоизоляционные плиты, полихлорвиниловые плиты, фрикционные материалы и др. Способ получения волокнистого компонента композиционных материалов, например асбополимерных, включает деагрегацию волокнистого компонента, в частности асбеста хризотилового, его распушку и классификацию с выделением в просев классифицирующей поверхности мелких агрегатов волокна крупностью (-1,0) мм и пыли. Просев фракционируют с получением фракций агрегатов волокна классов крупности (-1,0+0,5) мм, (-0,5+0,25) мм, (-0,25+0,0)мм, после чего осуществляют опробование фракций. По результату опробования либо все фракции направляют на раздельную дополнительную распушку в пневмороторных распушителях при расходе воздуха 5,0-8,0 тыс. м3/ч, либо при большом насыщении фракций крупностью (-1,0+0,5) мм и (-0,5+0,25) мм тонкодисперсной пылевой фракцией, их перед распушкой раздельно обеспыливают в пневмомеханическом классификаторе с воздействием струй воздуха при расходе 5,0-16,0 тыс. м3ч. Технический результат - повышение степени распушки и качества волокнистого компонента, а также оптимизация процесса. 1 ил., 3 табл.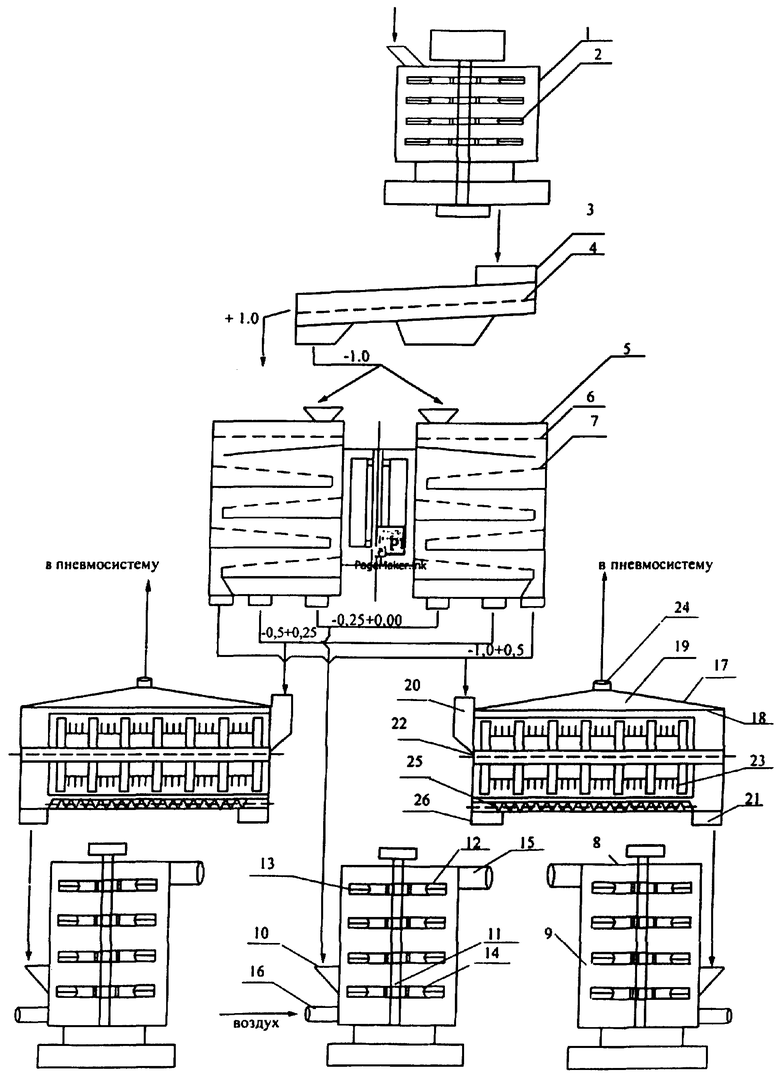
Способ получения волокнистого компонента композиционных материалов, например, асбополимерных, включающий деагрегацию волокнистого компонента, в частности асбеста хризотилового, его распушку и классификацию с выделением в просев классифицирующей поверхности мелких агрегатов волокна крупностью (-1,0) мм и пыли, отличающийся тем, что просев фракционируют с получением фракций агрегатов волокна классов крупности (-1,0+0,5) мм, (-0,5+ 0,25) мм, (-0,25+0,0)мм, после чего осуществляют опробование фракций, по результату опробования либо все фракции направляют на раздельную дополнительную распушку в пневмороторных распушителях при расходе воздуха 5,0-8,0 тыс. м3/ч, либо при большом насыщении фракций крупностью (-1,0+0,5) мм и (-0,5+0,25) мм тонкодисперсной пылевой фракцией, их перед распушкой раздельно обеспыливают в пневмомеханическом классификаторе с воздействием струй воздуха при расходе 5,0-16,0 тыс. м3/ч.
| ШАНИН Н.П | |||
| и др., «Производство асбестовых технологических изделий», Л., «Химия», 1983, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |

