Изобретение относится к машиностроению, в частности к системам управления прокатным оборудованием.
Цель изобретения - увеличение коэффициента использования проката за счет повышения точности работы устройства.
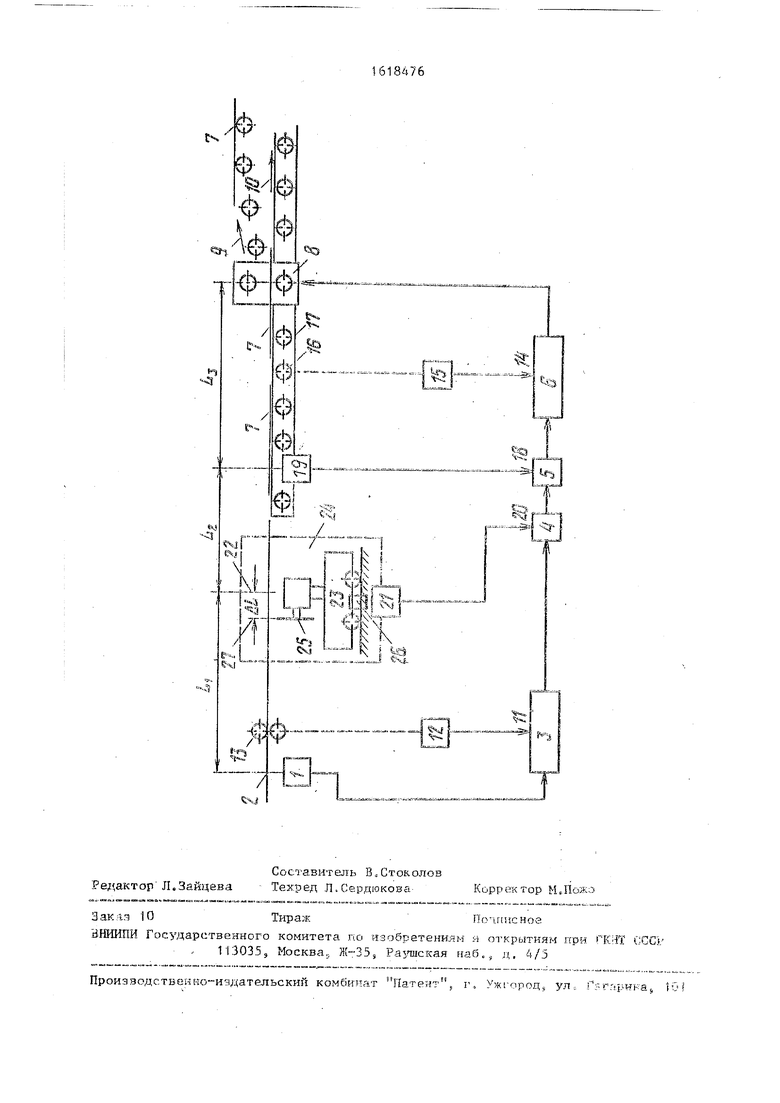
На чертеже приведена блок-схема устройства.
Устройство содержит соединенные последовательно контрольный прибор 1 качества проката 2, первый сдвигаг ющий регистр 3, содержащий информацию о дефектах проката 2, первый 4 и второй 5 блоки памяти дефектов проката, второй сдвигающий регистр 6, содержащий информацию о качестве
отрезанных заготовок 7,и переключатель 8 потока заготовок, осуществляющий переключение отрезанных загото- вок 7 в потоки 9 и 10 сортного или бракованного проката, при зтом управляющий (тактовый) вход 11 первого сдвигающего регистра 3 подключен к выходу датчика 12 перемещения проката, кинематически связанного со следящими роликами 13, управляющий (тактовый) вход 14 второго сдвигающего регистра 6 подключен к выходу датчика 15 перемещения отрезанных заготовок, кинематически связанного с одним из роликов 16 рольганга 17, считывающий вход 18 второго блока 5 памяти дефектов прокаО
о
Ј
.
та подключен к выходу датчика 19 положения отрезанных заготовок, а считывающий вход 20 первого блока 4 памяти дефектов проката подключен к выходу бесконтактного датчика 21 фиксированного положения 22 каретки 23 отрезного механизма 24 с режущим инструментом 25. Б качестве фиксированного положения 22 срабатывания датчика 21 от ответного элемент 26 выбирается положение, которое каретка 23 проходит при движении вперед заведомо со скоростью, синхронной скорости проката 2 на всем диапазоне рабочих скоростей и для всех типоразмеров отрезаемых заготовок. Положение 27 соответствует исходному положению кар.етки 23 перед запуском на рез. Число рабочих разрядов блока 3 сопровождения информации о дефектах проката с учетом дискретности импульсов датчика 12
соответствует расстоянию 1ц от кснт- рольного прибора 1 до режущего инструмента 25 в положении 22 каретки 23, фиксируемом датчиком 21.
Датчик 19 положения отрезаемых заготовок располагается на рольганге 17 так, чтобы расстояние Lg от него до положения 22 каретки 23 удовлетворяло условию
(1)
где 1« - длина отрезаемых заготовок. Число рабочих разрядов второго сдвигающего регистра 6 с учетом дискретности импульсов датчика 15 соответствует расстоянию LJ от датчика 1.9 до переключателя 8.
Расстояние ДЬ между положением 22 срабатывания датчика 21 и исходным положением 26 каретки 23 определяется следующим неравенством

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической разбраковки проката | 1985 |
|
SU1324697A1 |
| Устройство для автоматической разбраковки проката | 1982 |
|
SU1044439A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| Устройство для автоматической разбраковки листов | 1978 |
|
SU753509A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ РАЗБРАКОВКИ ЛИСТОВ | 1965 |
|
SU175027A1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |
| Система для автоматической отбраковки труб | 1983 |
|
SU1101308A1 |
| Устройство для автоматизации разбраковки проката | 1977 |
|
SU659219A1 |
Изобретение относится к машиностроению, в частности к системам управления прокатным оборудованием. Цель изобретения - увеличение коэффициента использования проката за счет повышения точности работы устройства. Цель достигается за счет использования бесконтактного датчика положения каретки обрезного механизма на участке его движения со скоростью, равной скорости проката. Это позволяет Фиксировать прохождения линии реза проката мимо заданной стационарной позиции, которая находится на расчетном неизменном расстоянии от контрольного прибора качества проката, /{ля переноса информации о качестве проката и отрезанных заготовок используются два сдвигающих регистра, управляемых от датчиков положения. Это обеспечивает строгое сопровождение дефектов проката сдвигающим регистром, независимо от закона разгона каретки и ноод-г нозначности ее исходных положении. 1 ил. Ј
+ tpe, V4MM4 UL g-tJMWsli. к, (2)
1 Оf- А и ,1 u
МИН
ДЬ - координата размещения датчика;O v (АЩЦ наибольшая и наименьшая
скорости перемещения проката ;
Н а-МШс Г наименьшее и наибольшее возможные ускорения движения каретки отрезного механизма в процессе его запусков; . К - поправочный коэффициент9 учитывающий возможную нестабильность исходного положения каретки перед очередным запуском (К ОС Ы,1 - 1,2);
T4Q
- время синхронного движения каретки и проката в процессе цикла (запуск - рез - реверс - остановка) движения отрезного устройства.
Устройство работает следующим образом.
С контрольного прибора 1 инфор- мация о дефекте проката 2 записывается в регистр 3. По мере перемеще- гия дефектного участка проката 2 информация о нем под действием импульсов датчика 12 перемещается в регистре 3 or входа к выходу. После того, как дефектным участком прокаtJMW
и ,1 u
МИН
0
та будет пройден путь, равный информация о дефекте переписывается из регистра 3 в первый блок 4 памяти дефекта проката, где хранится до поступления сигнала с выхода датчика 21. При каждом запуске отрезного механизма 24 в процессе разго- на каретка 23 из исходного положения 26 перемещается по направлению перемещения проката 2, и при прохождении положения 22 срабатывает датчик 21, сигналом с выхода которого ранее записанная в блок 4 памяти информация 0 ,
о дефекте проката переписывается
во второй блок 5 памяти дефекта проката „
Указанный перенос информации о дефекте проката из первого блока 4 памяти во второй блок 5 памяти означает, что заготовка, которая будет отрезана после данного запуска отрезного механизма на рез, классифицируется как бракованная, посколъ.-
0 Ку в блоке 4 памяти дефекта была записана информация о дефекте, т.е. с аналогичного момента на предыдущем разгоне позицию 22 прошел хоть один дефектный участок проката. .
5 в момент срабатывания датчика 21 и переноса информации о дефекте из блока 4 з блок 5 передний конец заготовки, которая будет отрезана по
5
окончании разгона каретки 23, еще не дошел до датчика 19 в соответствии с условием (1), а передний конец отрезанной предыдущим резом заготовки позицию датчика 19 уже прошел .
I
После окончания разгона каретки 23 и реза очередной заготовки 7 в момент подхода передней кромки этой заготовки к датчику 19 информация о ее качестве переписывается из второго блока 5 памяти дефектов в регистр 6, По мере продвижения отрезанных заготовок 7 по рольгангу 17 информация об их качестве перемещается в регистре 6 от входа к выходу. При подходе отрезанной заготовки к переключателю 8 потоков в соответствие,. с информацией на выходе регистра 6 осуществляется рассортировка заготовок 7 на два потока 9 и 10 - кондиционных и бракованных заготовок.
Поскольку в качестве положения 22 каретки, фиксируемого датчиком 21 выбирается положение, которое каретка проходит заведомо синхронизированными скоростями каретки и проката, то сечение проката, находящееся в момент срабатывания датчика 21 против режущего инструмента 25 и есть будущая линия реза, т.е. граница двух соседних отрезанных штук проката (заготовок).
Таким образом использование сигнала датчика 21 позволяет фиксировать прохождение будущей линии реза проката мимо заданной стационарной позиции, находящейся на известном и неизменном расстоянии от контрольного прибораs что обеспечивает строгое сопровождение дефектов проката
регистрами с неизменным числом рабочих разрядов независимо от закона разгона каретки и неоднозначности ее исходных положений от запуска к запуску. Этим достигается эффективность использования устройства.
Формула изобретения
Устройство для автоматической разбраковки заготовок нарезанных из проката, содержащее отрезной механизм с кареткойэ соединенные последовательно контрольный прибор качества проката, -первый) сдвигающий ре гистр, дв блока памяти дефектов прокатаs второй сдвигающий регистр и переключатель потока згготовок,
а также датчик перемещения прокат;., подключенный к управляющему входу первого сдвигающего регистра,, датчик- перемещения нарезанных заготовок, подсоединенный к упрявляющему вхо
ДУ второго сдвигающего регистра..,
датчик положения нарезанных заготовок s соединенный с считывающгтм входом второго блока памяти дефектов проката., о т л и ч г. ю щ е е с я
0
фициента использования прокат; за счет повышения точности работы устройства, оно снабжено бесконтактным датчиком положения каретки отрезного механизма на участке ее движения со скоростью, равной скорости .проката, выход которого подключен к считывающему входу первого блока памяти дефектов, причем этот бесконтактный датчик жестко закреплен на отрезном механизме, а ответный элемент установлен на каретке отрезного механизма.
| Устройство для автоматической разбраковки проката | 1985 |
|
SU1324697A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
