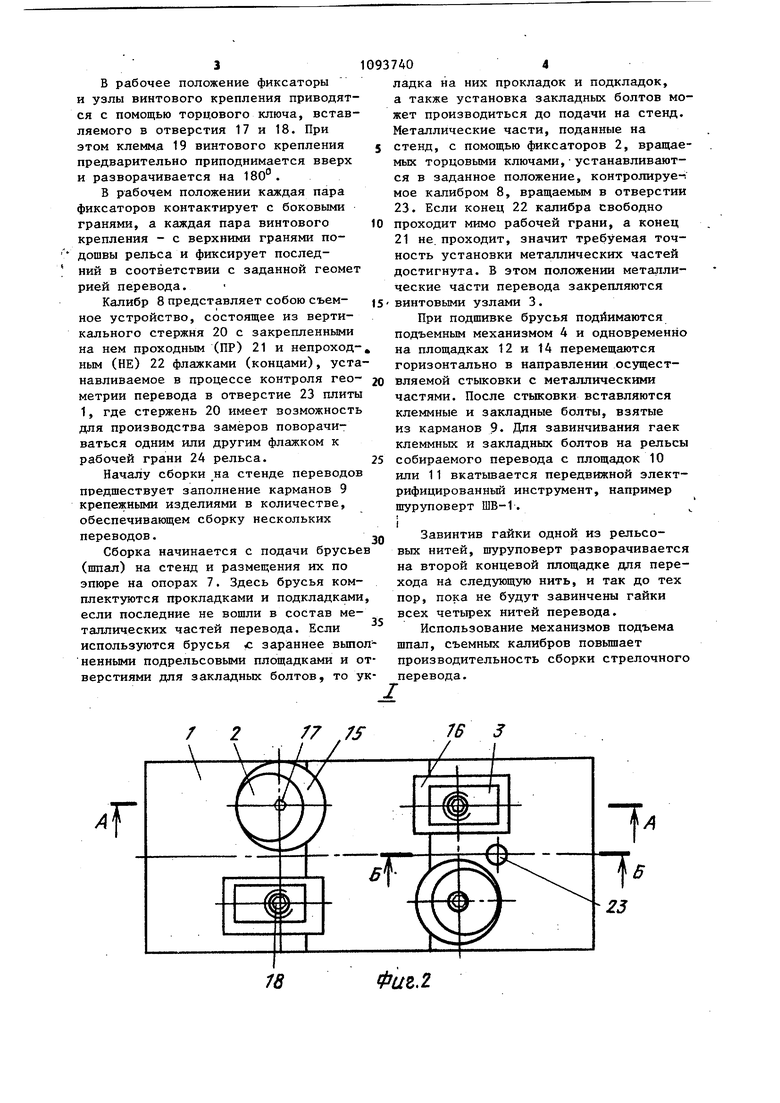
W Б „ Г 7 Изобретение относится к устройствам, применяемым в путевых хозяйствах железнодорожного транспорта для сборки стрелочных переводов. Известен стенд для сборки стрелоч ных переводов, содержащий установлен ные на основании опсфы для металлических частей перевода, балки для ус тановки брусьев и шпал, размещенные по эпюре, смонтированные вдоль последних механизмы подъема брусьев и шпал, концевые упоры для ограничения и контроля длины перевода, элементы контроля геометрии перевода lj . Недостатком известного стенда является невозможность собирать рельсо шпальные решетки с железнодорожными шпалами. Цель изобретения - повьшение производительности. Указанная цель достигается тем, что стенд для сборки стрелочных пере водов, содержащий установленные на основании опоры для металлических частей перевода, балки для установки брусьев и шпал, размещенные на эпюре, смонтированные вдоль последних механизмы подъема брусьев и шпал концевые упоры для ограничения и кон роля длины перевода, элементы контроля геометрии перевода, снабжен концевыми платформами для смещения инструмента с одного пути на другой а механизмы подъема брусьев и шпал выполнены с площадками, смонтированными с возможностью перемещения в горизонтальной плоскости в двух взаимно перпендикулярных направления Кроме того, с целью повьштения то ности сборки, элементы контроля геометрии перевода состоят из установленных на указанных опорах для металлических частей с возможностью поворота относительно вертикальной оси съемных вертикальных стержней, несущих два горизонтальных флажка различной длины. На фиг.1 изображен стенд для сбор ки стрелочных переводов, вид сверху; на фиг.2 - узел X на фиг.1; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг,2; на фиг.З - разрез В-В на фиг.1; на фиг.6 - разрез Г-Г на фиг.1. Стенд для сборки стрелочных переводов содержит опоры 1 для размещения металлических частей перевода, представляющие собой плиты с установ ленными на них фиксаторами 2 и узлами 3 винтового крепления, подъемные механизмы 4 для подъема брусьев и шпал при их подшивке к металлическим частям перевода, задние 5 и передние 6 упоры для ограничения и контроля длины перевода по прямому и боковому пути, опоры 7 для раскладки брусьев и шпал по эпюре, комплект съемных кондукторов 8 для контроля геометрии собираемого стрелочного перевода, карманы 9 расходного запаса крепежных изделий и концевые площадки 10 и 11 для перехода передвижного электрифицированного инструмента с одного пути перевода на другой. Подъемные механизмы 4 установлены в соответствии с эпюрой раскладки шпал и брусьев так, что под каждым их концом имеето я по одному механизму Верхняя часть подъемного механизма выполнена в виде двух подвижных площадок 12 и 13.Площадка 12 позволяет ; в процессе подшивки перемещать брус 14 или шпалу вдоль их продольной оси, а площадка 13 - перпендикулярно продольной оси. Движения могут выполняться независимо одно от другого, и оба независимо от подъема. Настил кондевых площадок 10 и 11 расположен на уровне верха головок рельсов собираемого перевода, что позволяет обслуживающему персоналу в процессе подшивки передвигать инструмент для завинчивания крепежных изделий, с одного пути перевода на площадку, а с площадки - на другой nyTjb, не покидая стенда. Карманы 9 расходного запаса крепежных изделий размещаются в промежутках между подъемниками и крепятся к опорам 7 так, что открытая часть карманов в процессе сборки находится между брусьями (шпалами) под крайними рельсами собираемого перевода и доступна для извлечения из них крепежных изделий. При отсутствии на стенде собираемого перевода карманы доступны для заполнения их крепежнь ми изделиями с помощью любых средств механизации, например крана, оснащенного специальным контейнером. Фиксатор 2, выполненный в виде эксцентрика, размещается в нише 15 так, что в нерабочем положении ни один из его элементов за пределы ниши не выходит. Аналогично размещен в нише 16 узел 3 винтового крепления. в рабочее положение фиксаторы и узлы винтового крепления приводятся с помощью торцового ключа, вставляемого в отверстия 17 и 18. При этом клемма 19 винтового крепления предварительно приподнимается вверх и разворачивается на 180°. В рабочем положении каждая пара фиксаторов контактирует с боковыми гранями, а каждая пара винтового крепления - с верхними гранями подошвы рельса и фиксирует последний в соответствии с заданной геомет рией перевода. Калибр 8 представляет собою съемное устройство, состоящее из вертикального стержня 20 с закрепленными на нем проходным (ПР) 21 и непроходным (НЕ) 22 флажками (концами), уста навливаемое в процессе контроля геометрии перевода в отверстие 23 плиты 1, где стержень 20 имеет возможность для производства замеров поворачиваться одним или другим флажком к рабочей грани 24 рельса. Началу сборки на стенде переводов предшествует заполнение карманов 9 крепежными изделиями в количестве, обеспечивающем сборку нескольких переводов. Сборка начинается с подачи брусье (шпал) на стенд и размещения их по эпюре на опорах 7. Здесь брусья комплектуются прокладками и подкладками если последние не вошли в состав металлических частей перевода. Если используются брусья зараннее вьшо ненными подрельсовыми площадками и о верстиями для закладных болтов, то у 7404 ладка на них прокладок и подкладок, а также установка закладных болтов может производиться до подачи на стенд. Металлические части, поданные на стенд, с помощью фиксаторов 2, вращаемых торцовыми ключами,устанавливаются в заданное положение, контролирует мое калибром 8, вращаемым в отверстии 23. Если конец 22 калибра свободно проходит мимо рабочей грани, а конец 21 не. проходит, значит требуемая точность установки металлических частей достигнута. В этом положении металлические ча;сти перевода закрепляются винтовыми узлами 3. При подшивке брусья подйимаются подъемным механизмом 4 и одновременно на площадках 12 и 14 перемещаются горизонтально в направлении осуществляемой стыковки с металлическими частями. После стыковки вставляются клеммные и закладные болты, взятые из карманов 9. Для завинчивания гаек клеммных и закладных болтов на рельсы собираемого перевода с площадок 10 или 11 вкатывается передвижной электрифицированный инструмент, например шуруповерт ШВ-1. Завинтив гайки одной из рельсовых нитей, шуруповерт разворачивается на второй концевой площадке для перехода НА следующую нить, и так до тех пор, пока не будут завинчены гайки всех четырех нитей перевода. Использование механизмов подъема шпал, съемных калибров повьш1ает производительность сборки стрелочного перевода.
А-А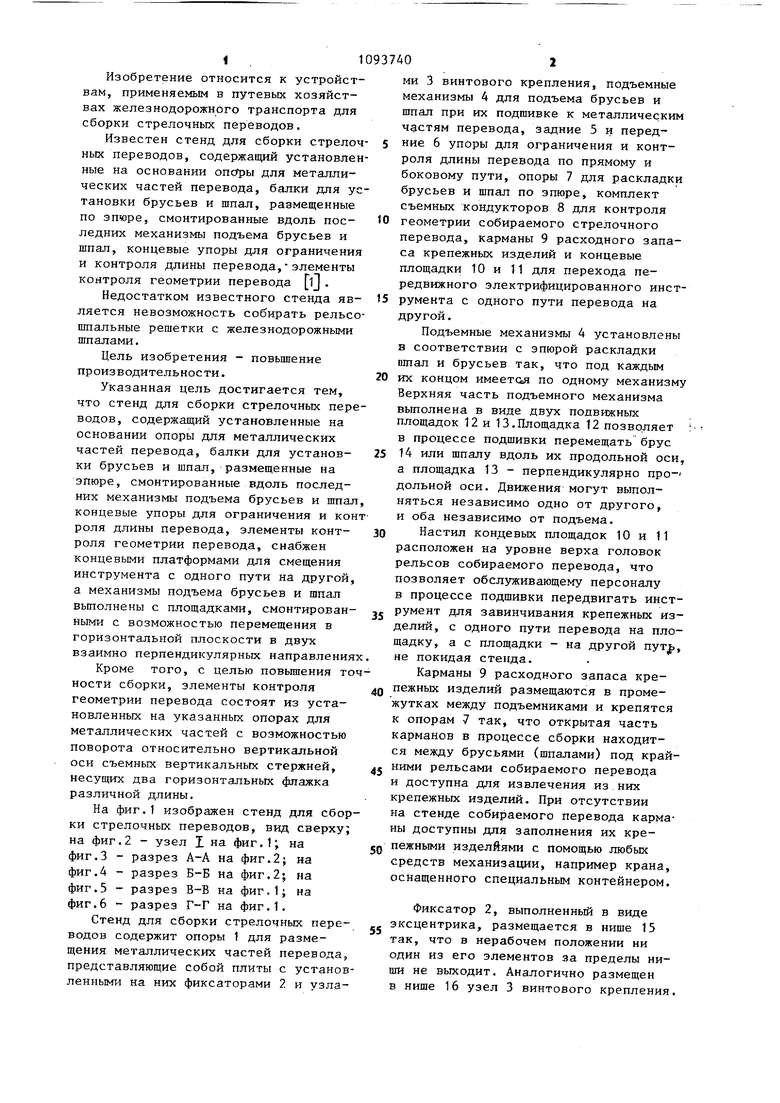
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 1991 |
|
RU2007507C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2373319C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451125C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2385373C1 |
| СПОСОБ ПОТОЧНОЙ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2374377C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНОГО ПЕРЕВОДА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2451124C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2009 |
|
RU2424392C1 |
| ПЕРЕДВИЖНОЕ УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЖЕЛЕЗОБЕТОННЫХ БРУСЬЕВ СТРЕЛОЧНОГО ПЕРЕВОДА ПО ЭПЮРЕ И ОРДИНАТАМ | 2007 |
|
RU2355843C1 |
| СПОСОБ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2008 |
|
RU2382134C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2009 |
|
RU2400590C1 |

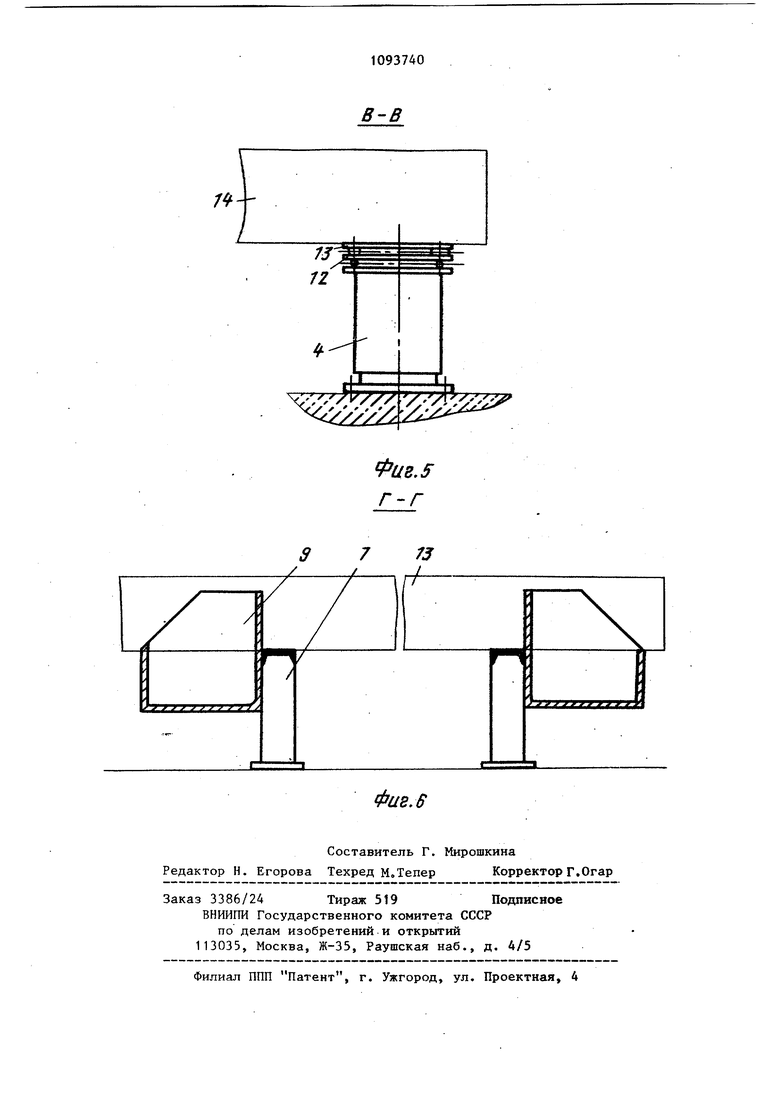
1. СТЕНД ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ, содержащий установленные на основании опоры для металлических частей перевода, балки для установки брусьев и шпал, размещенные по эпюре, смонтированные вдоль последних механизмы подъема брусьев и шпал, концевые упоры для ограничения и контроля длины перевода, элементы контроля геометрии перевода, отличающийся тем, что, с целью повышения производительности, он снабжен концевыми платформами для смещения инструмента с одного пути на другой, а механизмы подъема брусьев и шпал выполнены с площадками, смонтированными с возможностью перемещения в горизонтальной плоскости в двух взаимно перпендикулярных направлениях. 2, Стенд ПОП.1, отличающийся тем, что, с целью повышения точности сборки, элементы контроля геометрии перевода состоят из установленных на указанных опорах (Л для металлических частей с возможностью поворота относительно вертикальной оси съемных вертикальных стержней, несущих два горизонтальных флажка различной длины.
Б-Б
21 8
22
Z. / /
ФавЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СТЕНД ДЛЯ СБОРКИ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 0 |
|
SU317746A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
