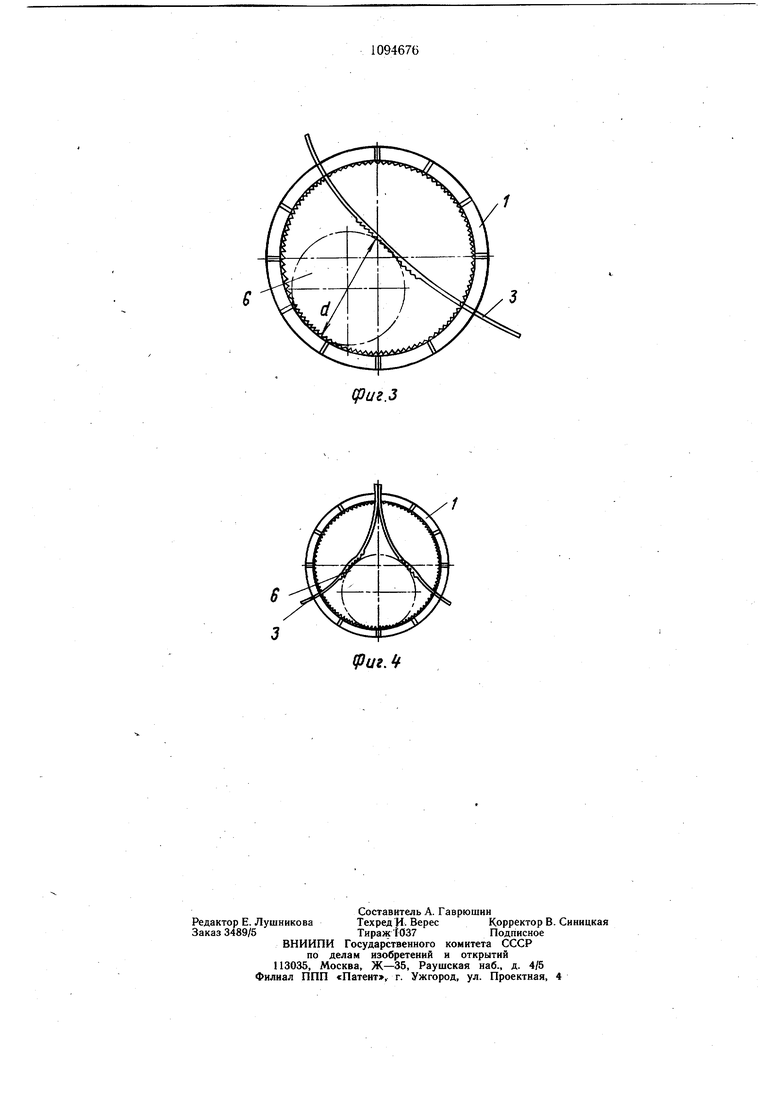
фцг.1 Изобретение относится к станкостроению, а более конкретно - к устройствам для передачи крутящего момента на деталь в станках шлифовальной группы. Известен поводковый хомутик, содержащий корпус и зажимной элемент 1. Недостатками известного поводкового хомутика являются низкое быстродействие зажима и относительная сложность конструкции. Цель изобретения - повышение быстродействия зажима и упрощение конструкции. Поставленная цель достигается тем, что в поводковрм хомутике, содержащем корпусь и зажимной элемент, корпус выполнен в виде втулки с равномерно расположенными по окружности осевыми прорезями, а зажимной элемент - в виде упругой пластины, установленной в прорезях корпуса и выгнутой в сторону оси вращения корпуса. На,фиг. 1 показан хомутик, осевой разрез,на фиг. 2 - вид А на фиг. 1, частичный; на фиг. 3 - зажим детали наименьшего диаметра одной пластиной; на фиг. 4 - зажим детали наименьшего диаметра двумя пластинами. Хомутик состоит из корпуса 1, выполненного в виде втулки с радиальными прорезями 2, и зажимных элементов в виде упругих пластин 3, установленных в прорезях. В зависимости от размеров корпуса число пластин может быть различным: четным (фиг. 4) и нечетным. Контактные поверхности Kopnycia и пластин выполнены фрикционными, например, снабжены насечкой или накаткой 4. Корпус 1 имеет поводок 5 для зацепления с выступом патрона. Работа устройства заключается в следующем. Цилиндрическая деталь 6 заводится
Вид А
иг.2 в корпус 1 между внутренней его поверхностью 4 и рабочей поверхностью пластины 3 и устанавливается в центрах. Изогнутая поверхность пластины 3, обращенная к детали 6, упруго деформируется и прижимает радиальной силой деталь к корпусу. Величина упругого прижима, с учетом фрикционного контакта, определяет передаваемый крутящий момент на деталь от патрона 7 через штифт 8 на поводок 5 корпуса 1. Конструкция устройства позволяет быстро закреплять и снимать в определенном диапазоне диаметров детали без перестановки зажимных пластин. Упругий прогиб пластин компенсирует перепад диаметров. При значительном изменении размеров деталей от наибольшего диаметра D до наименьшего d производится перестановка пластин в прорези, приближающие сопрягаемые контактные поверхности (фиг. 3 и 4). Благодаря упругим пластинам устройство пригодно для зажима деталей .и по коническим поверхностям небольшой конусности. Симметричная установка в корпусе нескольких пластин позволяет свести к минимуму дисбаланс, улучшить динамические характеристики и ликвидировать ударные нагрузки при переходных процессах. Это позволяет использовать устройство для высокоскоростных способов обработки. В настоящее время изготовлено устройство в виде втулки с внутренним диаметром D 22 мм и 8 прорезями и зажимных пластин, толщиной до 0,5 мм, шириной 20 мм и длиной 60 мм. Устройство предназначено для зажима деталей в диапазоне диаметров от 20 мм до 6 мм.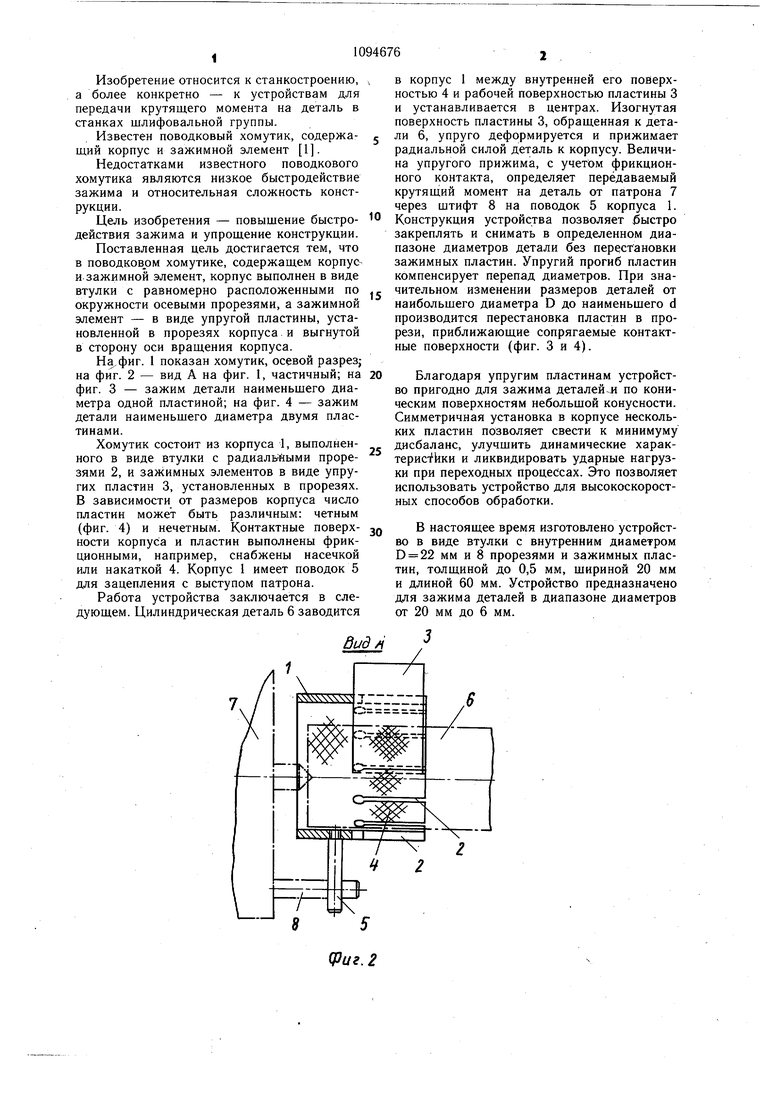
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1981 |
|
SU1077712A1 |
| Зажимное устройство для закрепления изделий | 1972 |
|
SU473340A3 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Поводковое устройство | 1979 |
|
SU887070A1 |
| Поводковый патрон | 1979 |
|
SU891246A2 |
| Поводковое устройство | 1983 |
|
SU1184615A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Поводковый токарный патрон | 1972 |
|
SU450651A1 |
| ЗАЖИМНОЙ ПАТРОН | 1971 |
|
SU291752A1 |
| Поводковый патрон | 1976 |
|
SU701741A1 |
ПОВОДКОВЫЙ ХОМУТИК, содержаш.ий корпус и зажимной элемент, отличающийся тем, что, с целью повышения быстродействия зажима и упрош,ения конструкции, корпус выполнен в виде втулки с равномерно расположенными по окружности осевыми прорезями, а зажимной элемент - в виде упругой пластины, установленной в прорезях корпуса и выгнутой в сторону оси вращения корпуса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горошкин А | |||
| К | |||
| Приспособления для металлорежущих станков | |||
| М., «Машиностроение, 1979, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
