Изобретение относится к машиностроению и может быть использовано при обработке деталей в центрах на металлообрабатывающих станках, например круглошлифовальных.
Целью изобретения является расширение технологических возможностей путем закрепления деталей различных диаметров.
На фиг. 1 представлено устройство, осевой резрез; на фиг. 2 - разрез А-А на фиг. 1.
Поводковое устройство содержит корпус 1, установленный на станочной планшайбе 2, которая смонтирована в корпусе его передней бабки (не показана). В плпншайбе 2 размеш,ен неподвижный базовый центр 3, на котором свободно размещена конусная втулка 4, жестко закрепленная в корпусе 1. На направляющих щтырях 5, закрепленных одними концами в корпусе I, поджата пружиной 6 дополнительная планшайба 7 с возможностью осевого перемещения ее относительно неподвижного базового центра 3. В радиальных пазах планшайбы 7 размещены сухари 8, подпружиненные упругим элементом 9. В поперечных расточках сухарей 8 установлены оси 10 зажимных кулачков 11. Деталь 12 устанавливается на центр 3 и поджимается задним центром 13 бабки 14.
Патрон работает следующим образом.
В исходной позиции пружина 6, упираясь одним торцом в дополнительную планшайбу 7, а другим - в корпус 1 патрона, перемещает ее по направляющим щтырям 5 вкрайнее переднее положение до упора корпуса планщайбы 7 в буртики щтырей 5. В этом положении зажимные кулачки 11 находятся в.раскрытом состоянии, а подпружиненные сухари 8 под воздействием щарнирно установленного С-образного упругого элемента 9 подводятся к неподвижному базовому центру 3 до упоров. Обрабатываемая деталь 12 центром 13 задней бабки 14 подводится до упора в сухари 8 и при дальнейшем поджиме задним центром 13 перемещает планщайбу 7 относительно неподвижного базового центра 3 в осевом направлении, сжимая пружину 6. В этом положении зажимные кулачки 1 1, скользя по конусной поверхности втулки 4, зажимают деталь 12. После окончательного зажима детали, остается зазор между центровым отверстием обрабатываемой детали и неподвижным базовым центром 3, обрабатываемая деталь 12 досылается задним центром до полного выбора зазора. При этом подпружиненные сухари 8 радиально раздвигаются от неподвижного центра 3 и, преодолевая усилие С-образного упругого элемента 9, раздвигают его концы. При неконцентричном расположении центрового отверстия в обрабатываемой детали по отношению к наружному диаметру подпружиненные сухари 8 раздвигаются неравномерно, С-образный упругий элемент 9 самоустанавливается, разворачиваясь одновременно вокруг шарнира.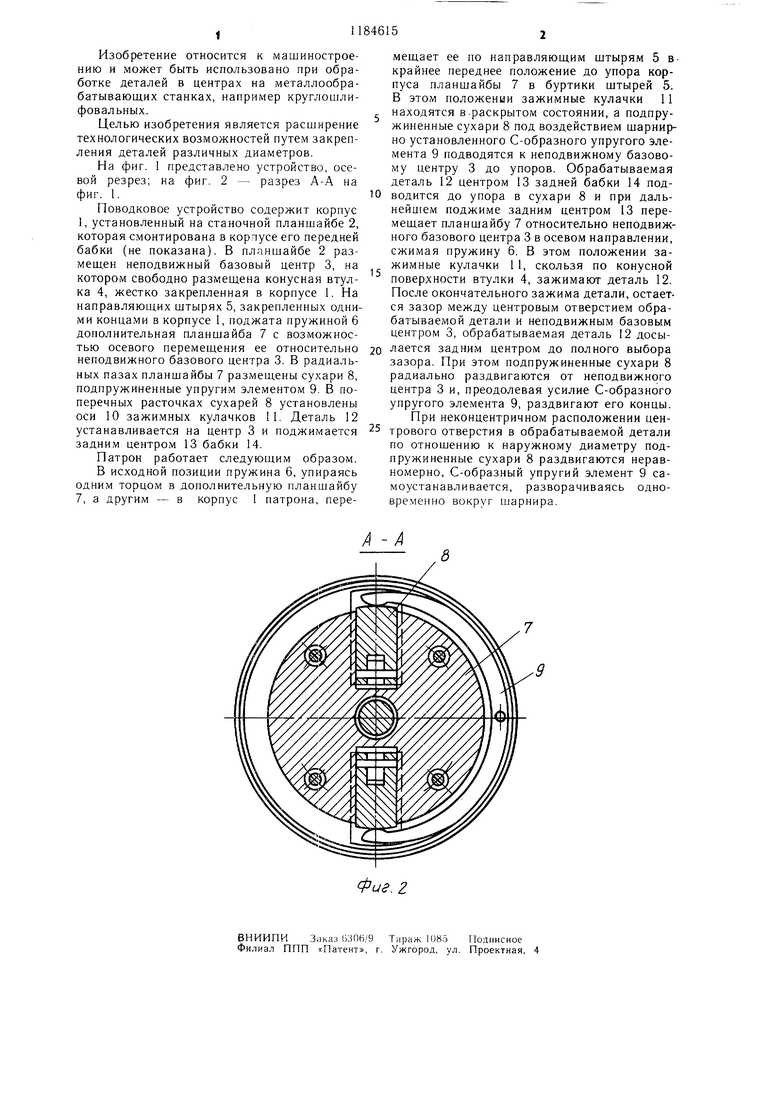
| название | год | авторы | номер документа |
|---|---|---|---|
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Поводковый самозажимной двухкулачковый патрон | 1983 |
|
SU1144797A1 |
| Поводковый патрон | 1987 |
|
SU1511005A1 |
| Центробежный подводковый патрон | 1976 |
|
SU595086A1 |
| Поводковый патрон | 1988 |
|
SU1683889A1 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |
| Поводковый патрон | 1989 |
|
SU1712070A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Патрон токарный поводковый | 1953 |
|
SU104346A1 |
| Токарный самоцентрирующий патрон | 1981 |
|
SU1017438A1 |
ПОВОДКОВОЕ УСТРОЙСТВО, в корпусе которого расположен неподвижный центр с конической втулкой и планшайба, в которой Hcj осях установлены зажимные рычаги, одними концами контактирующие с конической втулкой, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено размешенными в радиальных пазах планшайбы сухарями, в которых установлены оси рычагов и С-образным упругим элементом, предназначенным для взаимодействия с сухарями. S (Л 1 12 15 00 4 05 СП I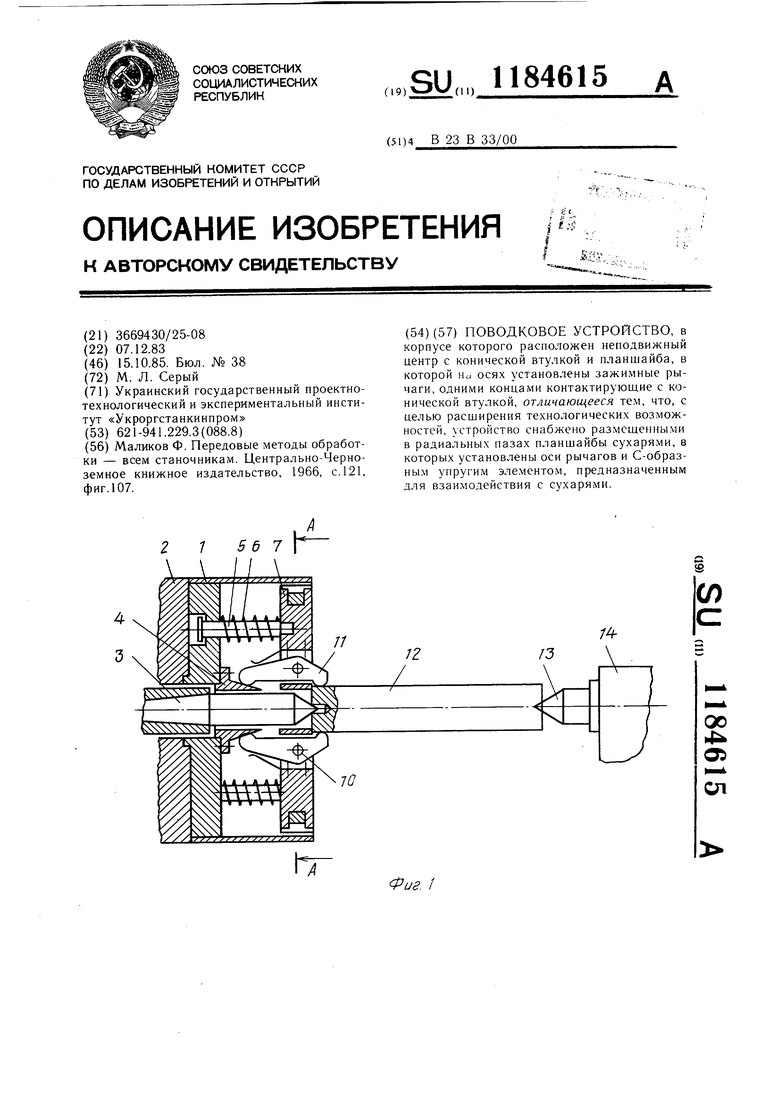
| Маликов Ф | |||
| Передовые методы обработки - всем станочникам | |||
| Центрально-Черноземное книжное издательство, 1966, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
