Изобретение относится к области машиностроения, в частности к приспособлениям для крепления деталей при обработке на токарных и круглошлифовальных станках.
Известны конструкции поводковых устройств, в которых передача крутящего момента на деталь осуществляется за счет самозакрепления на ней поводка с эксцентричной поверхностью 1.
Наиболее близкими к предлагаемым являются поводковые устройства, содерлсащие центр и хомутик 2.
Недостатком этих устройств является необходимость устанавливать хомутик на каждую очередную деталь и снимать. Охватывая деталь, хомутик занимает большую поверхность детали и не позволяет вести обработку поверхностей, близко подходящих к переднему торцу детали. Нри обработке деталей с большим диапазоном закрепляемых диаметров требуется набор нескольких типоразмеров хомутиков ввиду того, что хомутик охватывает полностью деталь.
Цель изобретения - уменьшение вспомогательного времени и удобство обслуживания.
Это достигается тем, что хомутик расположен на центре эксцентрично и поворотно относительно него и снабжен дополнительным поводковым пальцем, установленным с возможностью радиального перемещения.
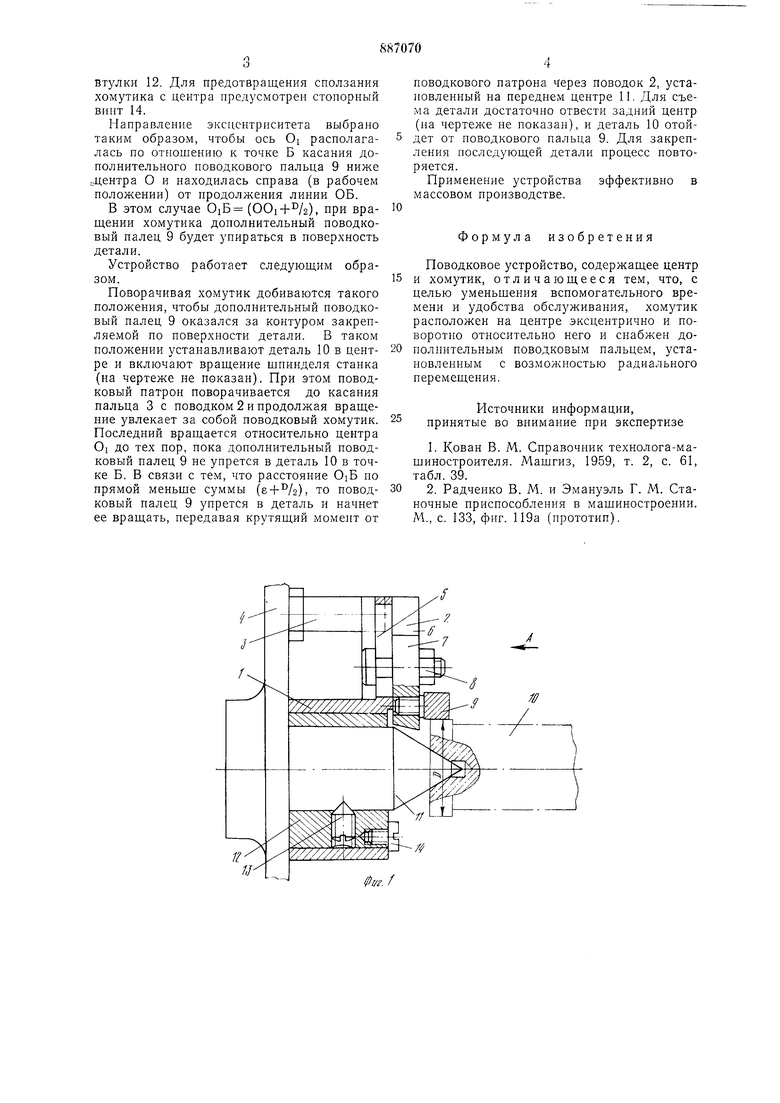
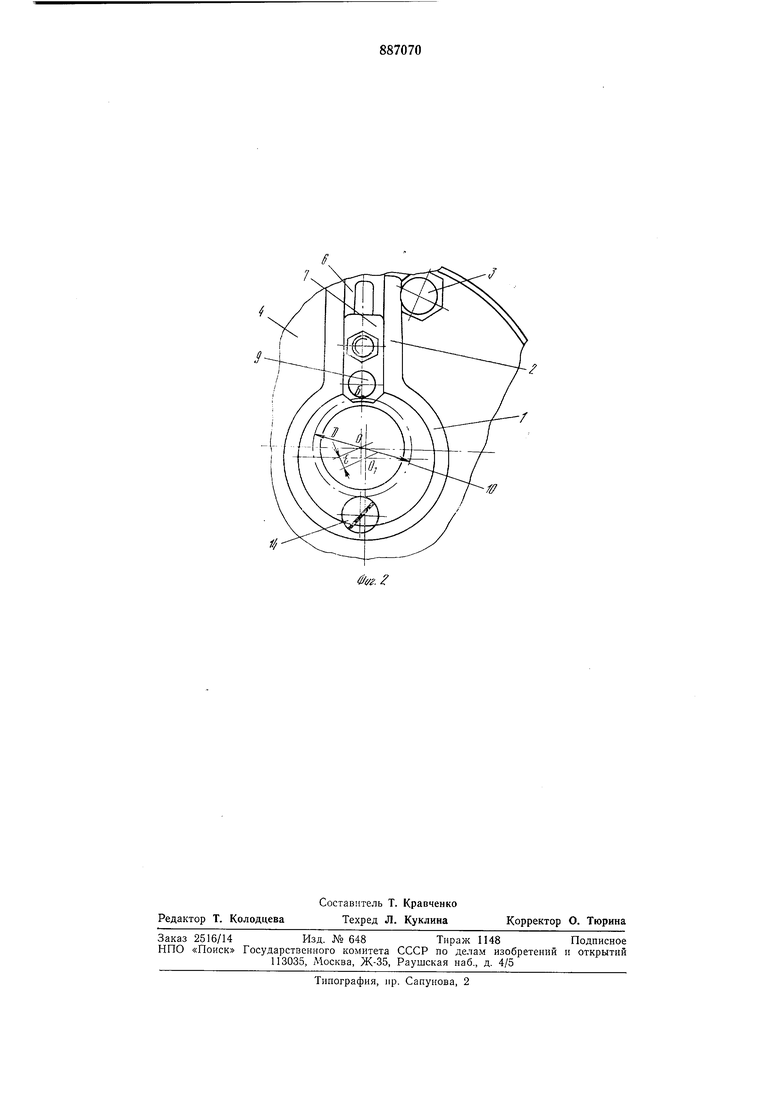
5 На фиг. 1 представлено предлагаемое устройство, разрез; на фиг. 2 - вид А на фиг. 1.
Хомутик поводковый состоит из корпуса 1 с поводком 2, сопрягаемым с пальцем 3
10 поводкового патрона 4. На поводке 2 выполнен паз 5 под головку болта и паз 6, в котором установлен подвижно ползун 7. Ползун стопорится в требуемом положении затял ной гайкой 8. На конус ползуна 7 установлен дополнительный поводковый палец 9, сопрягаемый с деталью 10 по поверхности диаметром D в точке Б.
Корпус 1 хомутика установлен на центре И подвижно (с возможностью вращения)
20 таким образом, что ось вращения хомутика Oi не совпадает с осью О конуса центра на величину 8 (величина эксцентриситета). Такое смещение обеспечивается либо установкой на центр эксцентричной втулки 12,
25 стопоримой винтом 13, либо непосредственным исполнением центра со смещенной наружной поверхностью под поводковый хомутик. В этом случае втулка 12 не нужна. На фиг. I эксцентриситет образован ус30 тановкой на обычный центр эксцентричной втулки 12. Для предотвращения сползания хомутика с центра предусмотрен стопорный випт 14. Направление эксцентриситета выбрано таким образом, чтобы ось Oi располагалась по отношению к точке Б касания дополнительного поводкового пальца 9 ниже ..-центра О и находилась справа (в рабочем положении) от продолжения линии ОБ. В этом случае 01Б (), при вращении хомутика дополнительный поводковый палец 9 будет упираться в поверхность детали. Устройство работает следующим образом. Поворачивая хомутик добиваются такого положения, чтобы дополнительный поводковый палец 9 оказался за контуром закрепляемой по поверхности детали. В таком пололсении устанавливают деталь 10 в центре и включают вращение шпинделя станка (на чертеже не показан). При этом поводковый патрон поворачивается до касания пальца 3 с поводком 2 и продолжая вращение увлекает за собой поводковый хомутик. Последний вращается относительно центра Oi до тех нор, пока дополнительный поводковый палец 9 не упрется в деталь 10 в точке Б. В связи с тем, что расстояние OiE по прямой меньше суммы (), то поводковый палец 9 упрется в деталь и начнет ее вращать, передавая крутящий момент от поводкового патрона через поводок 2, установленный на переднем центре 11. Для съема детали достаточно отвести задний центр (на чертеже не показан), и деталь 10 отойдет от поводкового пальца 9. Для закрепления последующей детали процесс повторяется. Применение устройства эффективно в массовом производстве. Формула изобретения Поводковое устройство, содержащее центр и хомутик, отличающееся тем, что, с целью уменьшения вспомогательного времени и удобства обслуживания, хомутик расположен на центре эксцентрично и поворотно относительно него и снабжен дополнительным поводковым пальцем, установленным с возможностью радиального перемещения. Источники информации, принятые во внимание нри экспертизе 1.Кован В. М. Справочник технолога-машиностроителя. Машгиз, 1959, т. 2, с. 61, табл. 39. 2.Радченко В. М. и Эмануэль Г. М. Станочные приспособления в машиностроении. М., с. 133, фиг. 119а (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки конических поверхностей на токарном станке | 1990 |
|
SU1798039A1 |
| Планшайба | 1986 |
|
SU1371845A1 |
| Приспособление для шлифования заборной части метчиков | 1937 |
|
SU53668A1 |
| Поводковый патрон | 1978 |
|
SU766763A1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
| Зажимной патрон | 1985 |
|
SU1308434A1 |
| БЕЗОТЖИМНОЙ ПОВОДОК | 1969 |
|
SU237529A1 |
| Безотжимной поводок | 1974 |
|
SU624732A1 |
| ХОМУТИК К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ СОВМЕЩЕНИЯ РЕЗЦА ПРИ ОБРАТНОМ ХОДЕ С ВИНТОВОЙ НИТКОЙ, НАРЕЗАННОЙ ПРИ ПРЯМОМ ХОДЕ | 1943 |
|
SU64783A1 |
| Поводковый хомутик | 1983 |
|
SU1094676A1 |
fJ
/
Фт. /
/
/
fff
