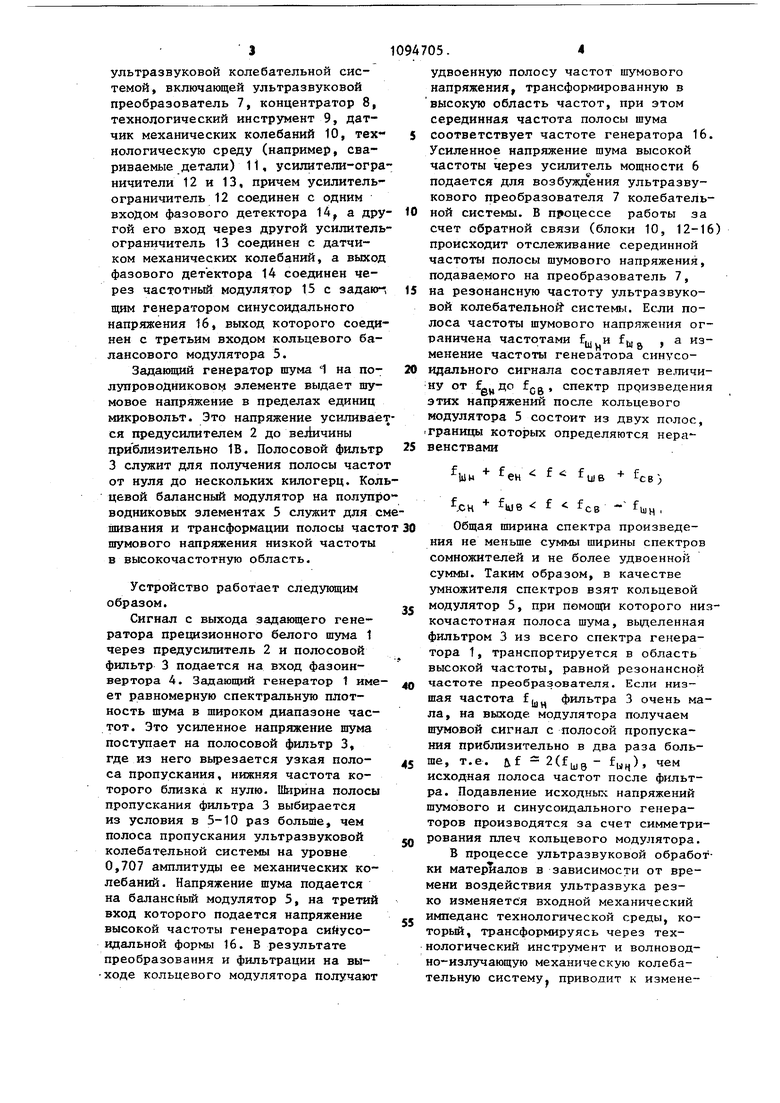
. 1 Изобретение относится к приборостроению и может быть использовано в ультразвуковой обработке материалов при создании высокостабияьных генераторов для возбуждения ультразвуковых преобразователей для технологических целей электронной техИзвестно устройство, состоящее и генератора тока, перестраиваемой ин дуктивности, трансформатора тока, управляющего каскада и блока эталон ного напряжения. В устройстве с целью повышения равномерности .амплиту но-частотной характеристики (АЧХ) м ханических колебаний преобразователя в полосе частот источник питания вьшолнен в виде генератора то.ка l. Недостатком данного устройства является низкая стабильность АЧХ ме ханических колебаний при изменении режимов эксплуатации. Известен ультразвуковой генерато с частотной модуляцией, состоящий из источника питания, развязывающих резисторов задающего генератора качакнцейся частоты, реле вр.емени, усилителя мощности и преобразователя. Отличительной особенностью ген paтора является то, что скорость пр качки частоты в области резонансной частоты ультразвукового преобразования замедляется в несколько раз по сравнению со скоростью качания на краю диапазона качания 2j. Недостатком данного генератора является низкий КПД, так как тол1эко часть времени устройство работает на резонансной частоте преобразователя. Кроме того, при импульсной работе устройства система автоматической прокачки частоты не реагиру ет на быстрое изменение параметров преобразователя. Известно устройство с применение шумовых генераторов для возбз ждення ультразвуковых преобразователей f3j Недостатком данного устройства является низкий КПД. Наиболее близким к изобретению техническим решением является ультр звуковой генератор, содержащий задающий генератор синусоидальной фор мы, частотный модулятор, усилитель мощности, фазовый детектор с двумя входами, усилители-ограничители и ультразвуковой преобразователь с датчиком механических колебаний 4. 5 Недостатком известного ультразвукового генератора является то, что при импульсной работе преобразователя, например при микросварке с длительностью процесса 0,001-0,04 с, система автоматической подстройки частоты из-за большой инерционности не успевает за столь малые времена вывести новую частоту генератора на изменившуюся резонансную частоту преобразователя. В результате этого качество ультразвуковой обработки ухудшается. Целью изобретения является расширение области применения путем снижения его инерционности. Поставленная цель достигается тем, что в ультразвуковой генератор, содержащий задающий генератор синусоидальной формы, частотный модулятор, усилитель мощности, фазовый детектор с двзлмя входами, усилители-ограничители и ультразвуковой преобразователь с датчиком механических колебаний, введены задающий генератор прецизионного белого шума, предусилитель, полосовой фильтр, фазоинвертор с противофазными выходами и кольцевой балансный модулятор с тремя входами, при этом выход генератора прецизионного белого шума соединен через предусилитель и полосовой 4ильтр с выходом фазоинвертора, противофазные выходы которого :оединены с двумя входами кольцевого балансного модулятора, третий вход которого соединен с выходом генератора синусоидального напряжения, причем один вход фазового детектора через усилитель- ограничитель соединен с да1тчиком механических, колебаний, а второй вход фазового детектора через второй усилитель-ограничитель соединен с выходом задающего генератора синусоидальной формы. На чертеже показана функциональная электрическая схема ультразвукового генератора. Устройство содержит последовательно соединенные задающий генератор прецизионного белого шума 1, предусилитель 2, полосовой фильтр 3 и фазоинвертор 4, два противофазных выхода которого соединены со входами кольцевого балансового модулятора 5, выход которого соединен с усилителем мощности 6, нагруженным ультразвуковой колебательной системой, включающей ультразвуковой преобразователь 7, концентратор 8, технологический инструмент 9, датчик механических колебаний 10, технологическую среду (например, свариваемые детали) 11, усилители-огра ничители 12 и 13, причем усилительограничитель 12 соединен с одним входом фазового детектора 14 а дру гой его вход через другой усилитель ограничитель 13 соединен с датчиком механических колебаний, а выход фазового детектора 14 соединен через частотный модулятор 15 с задающим генератором синусоидального напряжения 16, выход которого соеди нен с третьим входом кольцевого балансового модулятора 5. Задающий генератор шума 1 на полупроводниковом элементе выдает шумовое напряжение в пределах единиц микровольт. Это напряжение усиливае ся предусилителем 2 до вехЬнчины приблизительно 1В. Полосовой фильтр 3 служит для получения полосы часто от нуля до нескольких килогерц. Кол цевой балансный модулятор на полупр водниковых элементах 5 служит для с шивания и трансформации полосы част шумового напряжения низкой частоты в высокочастотную область. Устройство работает следукяцим образом. Сигнал с выхода задающего генератора прецизионного белого шума 1 через предусилитель 2 и полосовой фильтр 3 подается на вход фазоинвертора 4. Задающий генератор 1 име ет равномерную спектральную плотность шума в широком диапазоне частот. Это усиленное напряжение шума поступает на полосовой фильтр 3, где из него вырезается узкая полоса пропускания, нижняя частота которого близка к нулю. Ширина полосы пропускания фильтра 3 выбирается из условия в 5-10 раз больше, чем полоса пропускания ультразвуковой колебательной системы на уровне 0,707 амплитуды ее механических колебаний. Напряжение шума подается на балансный модулятор 5, на третий вход которого подается напряжение высокой частоты генератора сийусоидальной формы 16. В результате преобразования и фильтрации на вы-ходе кольцевого модулятора получают удвоенную полосу частот шумового напряжения, трансформированную в высокую область частот, при этом серединная частота полосы шума соответствует частоте генератора 16. Усиленное напряжение шума высокой частоты через усилитель мощности 6 подается для возбуждения ультразвукового преобразователя 7 колебательной системы. В процессе работы за счет обратной связи (блоки 10, 12-16) происходит отслеживание серединной частоты полосы шумового напряжения, подаваемого на преобразователь 7, на резонансную частоту ультразвуковой колебательной системьи Если полоса частоты шумового напряжения огf(g .а израничена частотами ц.и менение частоты генератора синусоидального сигнала составляет ве.пичину от fgцдо fcg, спектр прризведения этих напряжений после кольцевого модулятора 5 состоит из двух полос, границы которых определяются нера венствамиЫм ен fcH - fwe f fcB - fu,H. Общая ширина спектра произведения не меньше суммы ширины спектров сомножителей и не более удвоенной суммы. Таким образом, в качестве умножителя спектров взят кольцевой модулятор 5, при помощи которого низкочастотная полоса шума, вьщеленная фильтром 3 из всего спектра генератора 1, транспортируется в область высокой частоты, равной резонансной частоте преобразователя. Если низшая частота. ц фильтра 3 очень мала, на выходе модулятора получаем шумовой сигнал с полосой пропускания приблизительно в два раза больт.е. uf - 2(f liI8 ® исходная полоса частот после фильтра. Подавление исходньп-: напряжений шумового и синусоидального генераторов производятся за счет симметрирования плеч кольцевого модулятора. В процессе ультразвуковой обработки материалов в зависимости от времени воздействия ультразвука резко изменяется входной механический импеданс технологической среды, который, трансформируясь через технологический инструмент и волноводно-излучающую механическую колебательную системуJ приводит к изменению входного электрического импеданса. Это приводит к рассогласованию генератора и преобразователя. Наибольшие изменения у величины и характера входного электрического импеданса имеют место при импульсном воздействии ультразвуковом 0,015-0,5 на технологическую среду. При столь коротком«импульсе воздействия в известном устройстве система АПЧ не успевает отслеживать частоту генератора на резко изме няющуюся резонансную частоту преобразователя. Если учесть, что при импульсном нагружении технологического инструмента преобр1азователя импеданс нагрузки и резонансная частота изменяют ся на различную величину при каждом воздействии ультразвуковом на технологическую среду, то из-за того, что преобразователь возбуждается на блуждающейся (перестраиваемой) частоте, стабильность механических колебаний, вводимых в технологическую среду, очень низкая. В данном устройстве ультразвуков преобразователь одновременно возбуж дается одинаковым напряжением спект ра частот. Поэтому импульсное измен ние резонансной частоты преобразова ля не влияет на стабильность выходной амплитуды механических колебани В данном случае в пределах ширины п лосы возбуждающего напряжения всегд имеется частота, соответствующая из меняющейся в процессе ультразвуково обработки резонансной частоте преоб разователя. Переходные процессы вывода генер тора на скачкообразно изменившуюся резонансную частоту преобразователя в устройстве отсутствуют, поэтому стабильность выходной амплитуды механических колебаний при изменении импеданса нагрузки технологической среды значительно вьиае, чем в известном устройстве. Полоса частот возбуждающего преобразователь напряжения выбрана узкой для повьш1ения КПД устройства. В устройстве, кроме импульсного изменения резонансных частот ультра звукового преобразователя происходят и медленные изменения его резонансной частоты, например, при нагреве преобразователя, изменении потребляемой электрической мощности старении пьезострикционного материала преобразователя и т.д. Для того, чтобы срединная частота полосы частот шумового напряжения генератора в этих условиях совпадала с резонансной частотой преобразователя существуют блоки 10, 12-16. Такое двойное повьш1ение стабильности механических колебаний (при импульсных и плавных изменениях резонансной частоты преобразователя) позволяет существенно увеличить качество ультразвуковой обработки материалов, например, при микросварке, долблении, сверлении и т.д. Таким образом, в устройстве производится двойная стабилизация амплитуды механических колебаний технологического инструмента. В первом случае структурная электрическая схема ультразвукового устройства для обработки разомкнута и обратные связи не используются. Во втором же случае электрическая структурная схема ультразвукового устройства-для обработки материалов замкнута, т.е. устройство охвачено общей обратной связью. В качестве параметра, по которому ведется контроль в цепи обратной связи, используется фазовое соотношение между напряжением на преобразователе и током или механическими колебаниями. Согласование резЪнансной частоты ; преобразователя 7 и частоты генератора 16 (т.е. на серединную час-тоту полосы возбуждения) производится за счет отрицательной обратной связи по внешней фазе. Для этого выходные напряжения датчика механических колебаний и напряжение генератора синусоидальной формы 16 подаются через соответствующие усилители-ограничители 12 и 13 на входы фазового детектора 14. На резонансной частоте преобразователя фаза этих напряжений равнаср 2; 1г . При этом выходное напряжение фазового детектора 14 равно нулевому значению и на частотный модулятор 15 не подается постоянное напряжение, которое изменяло бы частоту задающего генератора синусоидальной формы 16. Если же резонансная частота преобразователя изменится в ту или другую сторону, на выходе фазового детектора 14 появляется постоянное напряжение, пропорциональное величине ухода резонансной частоты, а знак напряжения соответствует знаку ухода частоты преобразователя от серединной часто ты полрсы частот возбуждающего напр жения. Выходное напряжение фазового детектора изменяет частоту задающего генератора 16 через частотньй модулятор 15 до тех пор, пока выход ное напряжение фазового детектора не станет равным нулю. Изменение частоты генератора 16 сдвигает поло су щумового напряжения по оси частот на величину, равную изменению частоты преобразователя 7. Таким об разом, центральная (серединная) час тота полосы спектра всегда строго привязана (синхронизирована) с частотой резонанса преобразователя. Это условие гарантирует, что при всех резких изменениях условий работы ультразвуковой колебательной системы выходная амплитуда механических колебаний не зависит от изменения резонансной частоты преоб разователя, так как возбуждается напряжением полосы частот с равномерной плотностью. Этим и объясняется повьшение стабильности выходны механических параметров ультразвуковой колебательной системы. В изготовленном лабораторном образце устройства генератор синусоидального напряжения вырабатьшает центральную частоту 66 кГц. В прецизионном генераторе белого в качестве задающих источников шума используют резисторы, тепловой шум которых имеет наиболее равномерную спектральную плотность шума. Полосо вой фильтр имеет полосу пропускания 2,6 кГц. Нижняя частота полосы очен близка к нулю и лежит в пределах 5-15 Гц. На выходе усилителя мощнос ти полоса удваивается и равна 5,2 к Нижняя частота полосы равна 63,4 кГ а верхняя - 68,6 кГц. Качество ультразвуковой обработк оценивают при использовании предлагаемого генератора для ультразвуковой сварки интегральных схем. Сравнение качества микросварки производ с ультразвуковым генератором синусоидальной формы с автоматической подстройкой частоты по фазовому соо ношению между током и напряжением ультразвукового преобразователя. Причем использование АПЧ по фазо му соотношению между электрическим напряжением и амплитудой механических колебаний преобразователя значительно лучше, чем в известном генераторе. Это связано с тем, что частота максимума, протекающего через преобразователь тока, всегда лежит в пределах 15-100 Гц (при добротности Q.. 100-700) ниже частоты механического резонанса. При проведении эксперимента оценивается стабильность механических колебаний при сварке гибридных интегральных схем. Сваривают проволоку А диаметром 0,6 мм к АВ и Аи. Режимы сварки: давление 30-40 Hj время сварки 1,8 cf амплитуды механических колебаний мкм. При сварке резонансная частота преобразователя изменяется на 1,95 кГц. В течение 3 ч непрерьтной работы резонансная частота еще изменяется па 2,3 кГц. . Суммарное изменение частоты составляег около 4,2 кГц. При использовании синусоидального генератора без АПЧ длительная работа невозможна. Если же цепь АПЧ замкнута, то в течение сварки механические колебания уменьшаются на 40-705S, т.е. разброс значений колебаний амплитуды составляет 20-30%. При использовании данного устройства амплитуда механических колебаний уменьшается при тех же режимах сварки на 30-30%. При этом, что особенно важно, разброс уменьшается в 3-4 раза по сравнению с известным устройством. Оставшееся уменьшение механических колебаний обусловлено не изменением резонансной частоты, а уменьшением добротности при защемлении сварочного инструмента и увеличением вносимого импеданса зоны обработки. При использовании известного синусоидального генератора с АПЧ сварка осуществляется возбужданяцим напряжением 35 В, при использовании предлагаемого устройства с разорванной обратной связью АПЧ и без полосового фильтра и балансового модулятора (сварка шумовым напряжением широкого спектра частот) напряжение шума, возбуждающее преобразователь, равно 192 В. Если же использовалось устройство в полной совокупности признаков, то при сварке шумовое напряжение в ограниченной полосе частот равно 3042 В. При сравнении качества сварки интегральных схем видно, что проч9 109470510
ность соединений A|-Aj и Ai-Au приТаким образом, предлагаемое устиспользований предлагаемого устрой-ройство обладает более стабильными ства увеличилась на 8-20%, а воспро выходными механическими параметраизводимость - на 30-60%, при этомми, что позволяет увеличить кавыход годных изделий увеличился5 чество ультразвуковой обработс 96,5 до 98,2%.ки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой генератор | 1985 |
|
SU1232436A2 |
| ПАТЕНТНО- ^. | 1969 |
|
SU240034A1 |
| КОМПЕНСАТОР ШУМОВОЙ ПОМЕХИ | 1998 |
|
RU2137297C1 |
| УСТРОЙСТВО ДЛЯ ВЫДЕЛЕНИЯ И ПРЕОБРАЗОВАНИЯ ПОЛЕЗНОЙ (ИНФОРМАЦИОННОЙ) СОСТАВЛЯЮЩЕЙ СИГНАЛА ДАТЧИКА РАСХОДОМЕРА ВИХРЕВОГО ТИПА | 2000 |
|
RU2176380C1 |
| ЧАСТОТНЫЙ ДЕТЕКТОР РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2006 |
|
RU2318291C1 |
| Устройство для ультразвуковой микросварки | 1977 |
|
SU733924A1 |
| Устройство для ультразвуковой микросварки | 1980 |
|
SU925589A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ПРИЦЕЛЬНЫХ ПОМЕХ РАДИОЛОКАЦИОННЫМ СТАНЦИЯМ | 2006 |
|
RU2329603C2 |
| СПОСОБ ПРОТИВОДЕЙСТВИЯ РАДИОЭЛЕКТРОННЫМ СИСТЕМАМ УПРАВЛЕНИЯ | 2012 |
|
RU2483341C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ПОМЕХ РАДИОЛОКАЦИОННЫМ СТАНЦИЯМ | 2001 |
|
RU2217874C2 |
УЛЬТРАЗВУКОВОЙ ГЕНЕРАТОР, содержащий задающий генератор синусоидальной формы, частотный модулятор, усилитель мощности, фазовый де тектор с двумя входами, усилители-о раничители и ультразвуковой преобра зователь с датчиком механических колебаний, отличающийся тем, что, с целью расширения области применения путем снижения его инерционности, в него введены задающий генератор прецизионного белого шума, предусилитель, полосовой фильтр, фазоинвертор с противофазными выходами и кольцевой балансный модулятор с тремя входами, при этом выход .генератора прецизионного белого шума соединен через предусилитель и полосовой фильтр с выходом фазоинвертора, противофазные выходы которого соединены с двумя входами кольцевого балансного модулятора, третий вход которого соединен с выходом генератора синусоидального напряжения, причем один вход фазового детектора через усилитель-ограничитель соединен с датчиком механических ко« лебаний, а второй вход фазового детектора через второй усилитель-ограничитель соединен с выходом задаю щего генератора синусоидальной формы.