(Л
D-
со
о
СП
о Изобретение относится к станкостроению и находит применение в маши ностроении при итготовлении цилиндрических прямозубых и косозубых коЛч с, включая и колеса с бочкообразными зубьями, а также червячных колес. Известен станок, содержащий суппорт с инструментальным шпинделем, стол, несущий заготовку, цепь обкатки с включенным в нее дифференциалом соединяющую инструментальный шпиндель и стол, и механизм формообразования бочкообразных зубьев, выполнен ный в виде электрогидравлической копировальной системы, сообщающей столу перемещение относительно суппорта и непрерывно изменяющей расстояние между осями инструментального шпинде ля и стола в соответствии с бочкообразностью нарезаемых зубьев по программе, заданной копиром 1. Такое техническое решение существенно усложняет конструкцию станка и, кроме того, не позволяет обрабаты вать бочкообразные зубья с постоянной высотой на всей ширине колеса. Целью изобретения является упрощение конструкции станка. Поставленная цель достигается тем что 3 зубофрезерном станке, содержащем привод, суппорт с инструментальным шпинделем, стол с заготовкой,цепь обкатки с дифференциальным меха низме и механизмом формообразования бочкообразных зубьев, последний выполнен в виде последовательно соединенных датчика положения суппорта, однокоординатного блока числового программного управления и регулируемого двигателя, вал которого подсоединен к дифференциальному механизму. Упрощение конструкции С7..нка достигается благодаря тому, что конструктивно и функционально цепь дифференциала и механизм формообразования бочкообразных зубьев выполнены в виде одного устройства. На чертеже-изобрал ена структурная схема предлагаемого станка.
в суппорте 1 смонтирован инструментальный шпиндель 2, несущий режущий инструмент 3. Шпиндель 2 кинематической цепью обкатки, содержащей суммирующий механизм i,дифференциал 4 и гитару настройки 5, связан со столом б, несущим обрабатываемое зуб чатое колесо 7.
Для сообщения шпинделю 2 и столу 6 вращательных движений служит двигатель 8, подключенный к цепи обкатки через гитару или коробку скоростей 9. Для сообщения суппорту перемещения вдоль оси вращения стола 6 служит
Заменяя управляющую программу, можно реализовать различные соотношения между движениями стола В, и суппорта Пи обеспечивать заданную форму нарезаемых зубьев по длине. Например, если за время перемещения суппорта на расстояние шага нарезаемых зубьев столу сообщается один дополнительный оборот,, то нарезаются
0 косые винтовые зубья. Если при перемещении суппорта стол получает разнонаправленное ;качательное) дополнительное движение с п-еременной амплитудой, согласованное.с движением
5 суппорта , то осуществляется обработтяговое устройство в виде ходового винта 10 и гайки 11, жестко связанной с суппортом. Ходовой винт 10 соединен со столом 6 кинематической цепью подач, включающей орган настройки гитару или коробку подач ) 12 и реверсивный механизм 13. С одним из ведуших звеньев дифференциала 4 связан регулируемый по частоте вращения двигатель 14, например шаговый, который подключен к выходу однокоординатного блока числового программного управления 15. Вход этого блока связан с датчиком положения 16, подвижный элемент которого установлен на суппорте 1. Двигатель 14, блок управления 15 и датчик положения 16 образуют цепь дифференциала . Станок позволяет нарезать червячные и цилиндрические колеса с прямыми, косыми и бочкообразными зубьями. Станок работает следующим образом. От двигателя 8 через орган настройки 9 и далее по цепи обкатки получают вращательные движения В и В2 соответственно шпиндель 2 с инструментом 3 и стол б с обрабатываемым колесом 7. Угловые скорости этих вращательных движений согласованы между собой передаточным отношением обкатки , настраивае.мым гитарой 5, благодаря чему обеспечивается профилирование нарезаемых зубьев. Для образования зубьев по длине суппорт 1 получает движение подачи П вдоль оси вращения стола б. При этом в датчике 16 вырабатывается сигнал, который поступает на вход блока управления 15, который в соответствии с введенной в него программой и сигналом от датчика положения 16, вырабатывает сигнал, управляющий двигателем 14. в результате ведущему звену дифференциала, связанному с двига телем 14,.сообщается вращательное движение, и стол 6 получает дополнительное вращательное движение Вз вокруг .своей оси, согласованное с движением П суппорта.
Э1096056
ка бочкообразных зубьев. В этом слу- При таком выполнении станка отпачае цепь дифференциала выполняетдает необходимость в дополни7ельном
функцию механизма формообразованияустройстве и перемещаемом по програмбочкообразных зубьев.ме испольнительном органе.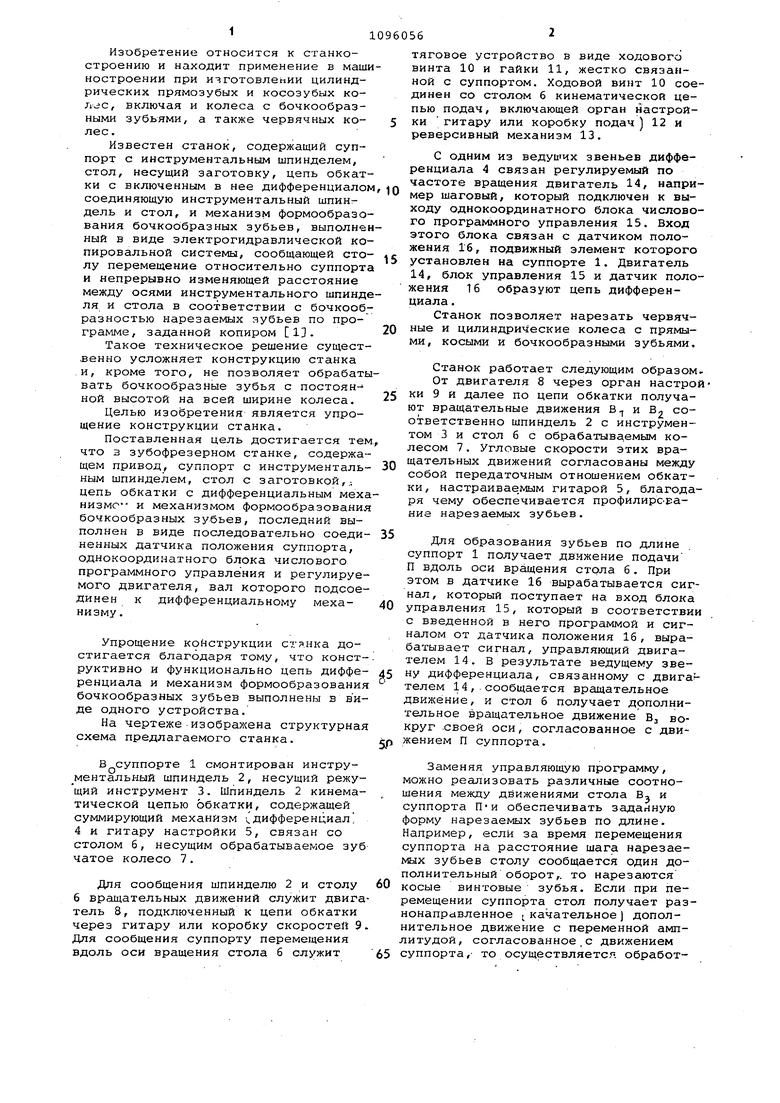
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1985 |
|
SU1313597A2 |
| Способ обработки бочкообразных зубчатых колес | 1984 |
|
SU1255318A1 |
| Зубофрезерный станок | 1986 |
|
SU1404214A1 |
| Зубофрезерный станок | 1984 |
|
SU1192915A1 |
| УНИВЕРСАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ СТАНОК | 2012 |
|
RU2508969C1 |
| Зубофрезерный станок для нарезания косозубых цилиндрических колес | 1985 |
|
SU1298012A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
ЗУБОФРЕЗЕРНЫЙ СТАНОК, содержащий, привод, суппорт с инструментальным .шпинделем, стол с заготовкой, цепь обкатки с дифференциальным Механизмом формообразования бочцообразных зубьев, о т.л и ч а ю щ и и с я тем, что, с целью упрощения конструкции станка, механизм формообразования бочкообразных зубьев выполнен в виде последовательно соединенных датчика положения суппорта, однокоординатного блока числового программного управления и регулируемого двигателя, вал которого подсоединен к дифференциальному механизму.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США 3469495, кл | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
