Изобретение относится к обработке металлов резанием и может быть применено в частности при изготовлении цилиндрических зубчатых колес с бочкообразными зубьями.
Цель изобретения - повышение точности обработки за счет исключения качатель- ного, т. е. реверсированного движения для образования бочкообразных зубьев.
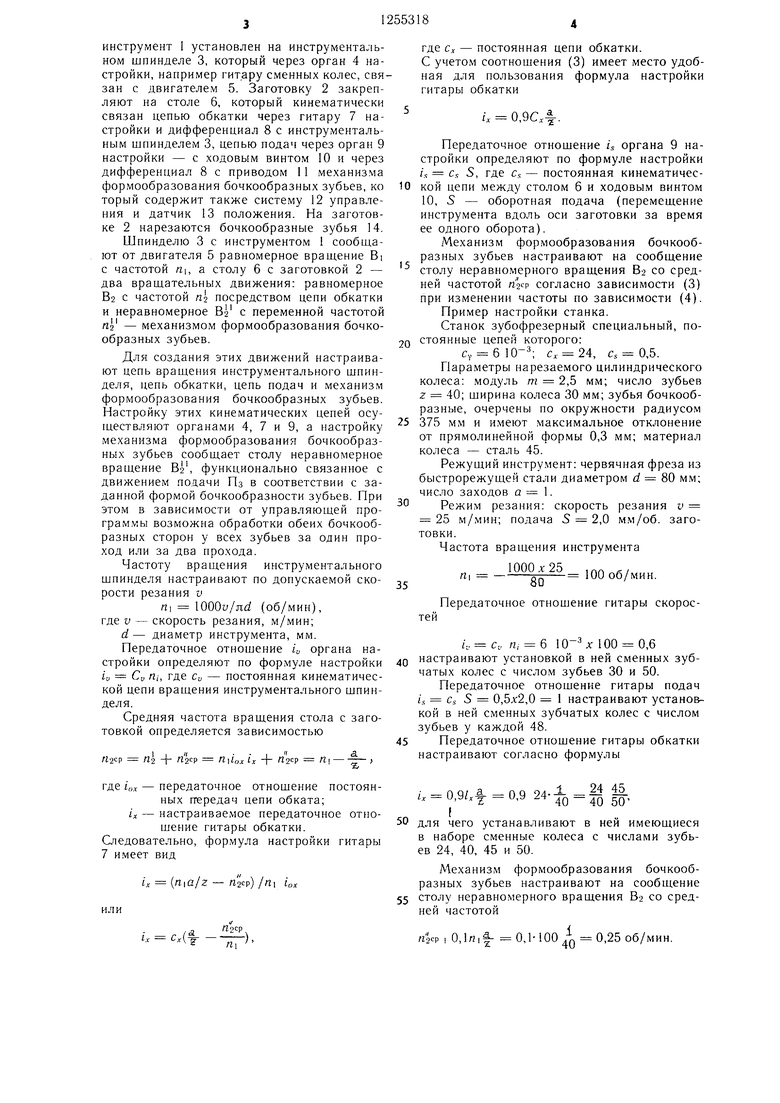
На фиг. 1 изображено относительное расположение инструмента и колеса; на фиг. 2 - структурная схема станка, настроенного на нарезание колеса с бочкообразными зубьями.
Для обработки бочкообразных зубьев используют режундий инструмент 1, например, червячный (фрезу, шлифовальный круг). В процессе обработки инструменту i и колесу 2 сообщают взаимосвязанные вращательные движения BI и В2 вокруг своих осей, обеспечивающие профилирование зубьев по методу обкатки. Для образования зубьев по длине инструменту сообщают относительно заготовки вдоль ее оси движения подачи П.з.
Формообразование бочкообразных зуб bets осуществляется сочетанием равномерного вращения Bi инструмента с частотой п, неравномерного вращения Ва В + Вз заготовки с частотой П2 «2 (П и движения подачи Пз вдоль оси заготовки. Составляющую EZ вращения На заготовки задают с постоянной частотой пч, а составляющую Bi - с переменной частотой «2 . В зависимости от закона изменения частоты По возможна обработка обеих сторон бочкообразных зубьев за один проход или за два прохода - вначале одной стороны всех зубьев, а затем другой их стороны.
В обоих случаях минимальное значение частоты «2 задают таким, чтобы движение Вз имело постоянное направление, поэтому
ni n-iff -f- П,
(2)
где rt2cp - среднее значение частоты пг неравномерного вращения В2 заготовки;
Дл - изменение частоты этого вращения.
Бочкообразность зубьев практически всегда меньще 0,1 их модуля. Расчеты показывают, что изменение частоты вращения заготовки, необходимое для формообразования таких бочкообразных зуб1зев, ие превышает 0,03-0,05 среднего значения частоты вращения заготовки П2ср.Для упрощения настройки рекомендуется во всех случаях принимать
0,1П2СР 0,1П1--f-,(3)
где а - число заходов инструмента;
г - число нарезаемых зубьев.
Изменение частоты Дл вращения заготовки завиеит от формы (бочкообразности
зубьев). При обработке колеса за два прохода на каждо.м из проходов отклонению зуба от прямого на величину б, соответствует дополнительный поворот заготовки на
угол ф,-
JL.
jxmz
, где т, z - МОДУЛЬ и число
нарезаемых зубьев. Так как величины б, и ф, изменяются непрерывно, то изменение частоты вращения заготовки составит
А1 Ф 1
Дн 7Г -гг -тт-
2л dt Tcmzot
(4)
Значение б, определяется формой зуба т. е. б; б,(/,), где /I - расстояние от середины зуба до сечения, в котором отклонение зуба от прямого равно б, (фиг. 1). Например, текущее значение отклонения б, бочкообразного зуба, очерченного радиусом /, от прямого выражается зависи.мостью
li: 1L
2R
б.. /(
cosarcsin-K) К
(5)
где /; Smt -- перемещение инструмента от
середины зуба; Sm - минутная подача инструмента
t - время движения. Для этого конкретного случая изменение частоты вращения заготовки составит
Дп ±
S4
(6)
/.
Два знака перед выражением для Дп указывают на то, что при переходе инструмента через середину зуба направление Дп меняется на противоположное.
Таким образом вращение колеса осуществляют двумя нереверсивны.ми вращательными движениями, одно из которых осуществляют с постоянной, а другое с переменной частотой согласно зависимости
0
5
0
5
/г, + rti
П 2 - частота результирую- вращения стола; «2 - частота постоянного вращательного движения заготовки;
п аср + Ал - частота неравномерного вращения заготовки ла ср - среднее значение частоты неравномерного вра- ,сщения заготовки;
тС mz dt - изменение частоты вращения заготовки; б; - отклонение бочкообразного зуба от прямого;
т, 2 - модуль и число зубьев- обрабатываемого колеса.
Рассмотрим настройку станка (фиг. 2) на обработку колеса с бочкообразны.ми зубьями но рассмотренному способу. Червячный
П -2
,п инструмент 1 установлен на инструментальном шпинделе 3, который через орган 4 настройки, например гитару сменных колес, связан с двигателем 5. Заготовку 2 закрепляют на столе 6, который кинематически связан цепью обкатки через гитару 7 настройки и дифференциал 8 с инструментальным шпинделем 3, цепью подач через орган 9 настройки - с ходовым винтом 10 и через дифференциал 8 с приводом 11 механизма формообразования бочкообразных зубьев, ко торый содержит также систему 12 управления и датчик 13 положения. На заготовке 2 нарезаются бочкообразные зубья 14. Шпинделю 3 с инструментом 1 сообщают от двигателя 5 равномерное враш,ение Bi с частотой Л|, а столу 6 с заготовкой 2 - два вращательных движения: равномерное В2 с частотой «2 посредством цепи обкатки и неравномерное 82 с переменной частотой Пз - механизмом формообразования бочкообразных зубьев.
Для создания этих движений настраивают цепь врашения инструментального шпинделя, цепь обкатки, цепь подач и механизм формообразования бочкообразных зубьев. Настройку этих кинематических цепей осуществляют органами 4, 7 и 9, а настройку механизма формообразования бочкообразных зубьев сообщает столу неравно.мерное вращение 82, функционально связанное с движением подачи Пз в соответствии с заданной формой бочкообразности зубьев. При этом в зависимости от управляющей программы возможна обработки обеих бочкообразных сторон у всех зубьев за один проход или за два прохода.
Частоту вращения инструментального щпинделя настраивают по допускаемой скорости резания и
п, IQOOu/nd (об/мин), где V - скорость резания, м/мин;
d - диаметр инструмента, мм.
Передаточное отношение i-j органа настройки определяют по формуле настройки /„ Су П1, где Сц - постоянная кинематической цепи вращения инструментального шпинделя.
Средняя частота вращения стола с заготовкой определяется зависимостью
Л2ср П2 + «2 :Р «I oj: i x + «2 :Р П - -§- )
/
где iox - передаточное отношение постоянных передач цепи обката; г д: - настраиваемое передаточное отношение гитары обкатки.
Следовательно, формула настройки гитары
7 имеет вид
1 ( - га2ср) /rt, in.
или
.- -(|--.
где Сх - постоянная цепи обкатки. С учетом соотношения (3) имеет место удобная для пользования формула настройки гитары обкатки
/. 0,9C,f .
Передаточное отношение 4 органа 9 настройки определяют по формуле настройки г, Cs 5, где с - постоянная кинематичес- 0 кой цепи между столом 6 и ходовым винтом 10, 5 - оборотная подача (перемещение инструмента вдоль оси заготовки за время ее одного оборота).
Механизм формообразования бочкообразных зубьев настраивают на сообщение столу неравномерного вращения 82 со средней частотой п 2ср согласно зависимости (3) при изменении частоты по зависимости (4).
Пример настройки станка.
Станок зубофрезерный специальный, по- 0 стоянные цепей которого:
с 6 10 Сд. 24, с, 0,5.
Параметры нарезаемого цилиндрического колеса: .модуль т 2,5 мм; число зубьев г 40; ширина колеса 30 мм; зубья бочкообразные, очерчены по окружности радиусом 5 375 мм и и.меют .максимальное отклонение от прямолинейной формы 0,3 мм; материал колеса - сталь 45.
Режущий инструмент: червячная фреза из быстрорежущей стали диаметром d 80 мм; число заходов а 1.
Режим резания: скорость резания v 25 м/мин; подача S 2,0 мм/об, заготовки.
Частота вращения инструмента
0
п -
1000,у 25 80
100 об/мин.
Передаточное отношение гитары скоростей
(, с, п, 6 10 л: 100 0,6 настраивают установкой в ней сменных зубчатых колес с числом зубьев 30 и 50.
Передаточное отношение гитары подач i,. Cs S 0,5x2,0 1 настраивают установкой в ней сменных зубчатых колес с числом зубьев у каждой 48.
Передаточное отношение гитары обкатки
настраивают согласно формулы
/ п q/ -3- - О q 24- - -
/;г -и, - и,у 24 50
для чего устанавливают в ней имеющиеся в наборе сменные колеса с числами зубьев 24, 40, 45 и 50.
Механизм формообразования бочкообразных зубьев настраивают на сообщение столу неравномерного вращения 82 со средней частотой
«2СР I 0,1Я||- 0,1-100 Q 0,25 об/мин.
и изменением частоты по зависимости
m Z 375 л 2,5 40
6,75 .
Следовательно, столу от механизма формообразования сообщают нереверсивное движение с частотой
п
2 0,25 ±6,75 (об./мин.)
Таким образом, все механизмы станка за время одного прохода совершают нереверсивные движения. Благодаря этому исключается влияние зазоров в передаточных звеньях на точность формообразования нарезаемых зубьев и, следовательно, повышается качество их обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок | 1983 |
|
SU1096056A1 |
| Зубофрезерный станок | 1985 |
|
SU1313597A2 |
| Зубофрезерный станок | 1984 |
|
SU1192915A1 |
| Станок для обработки некруглых зубчатых колес | 1980 |
|
SU891277A1 |
| Способ и станок для чернового и чистового нарезания зубчатых колес | 1939 |
|
SU61335A1 |
| Зуборезный станок | 1981 |
|
SU986657A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2026162C1 |
| Способ настройки универсального зубофрезерного станка | 1984 |
|
SU1310131A1 |
| Зубофрезерный станок | 1986 |
|
SU1404214A1 |

Фиг. 2
| Авторское свидетельство СССР № 1161292, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
