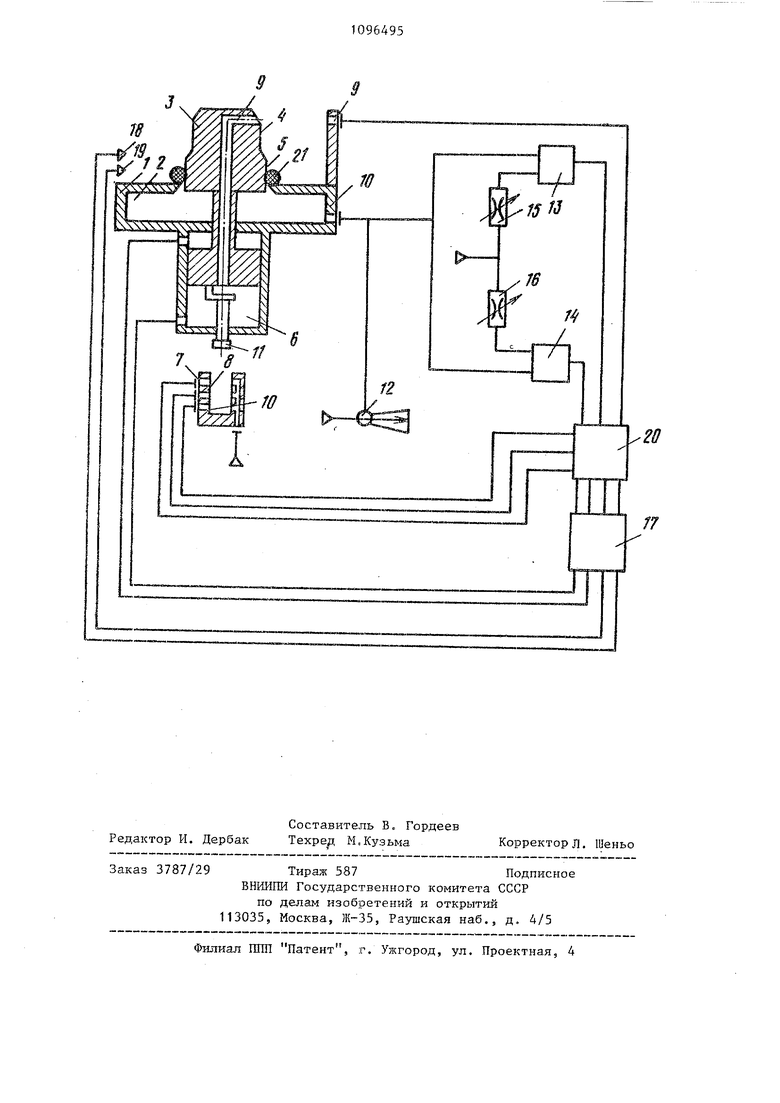
Изобретение относится к измерительной технике и может быть использовано для контроля и разбраковки колец, например резиновь х колец и манжет. Известно пневматическое устройство для контроля качества резиновых колец, содержащее станцию для контроля диаметра отверстия манжетыз сос тоящую из двух цилиндрических калибров, вводимых при контроле в отверст манжетььи двух пневматических измерительных систем низкого давления с пневмоэлектрич скими датчиками для измерения расхода воздуха через зазор междз калибром и манжетой. Один из калибров станции контроля отверстия манжеты выполнен диаметром, (равным верхнему предельному размеру отверстия манжеты, второй диаметром, равным нижнему предельному размеру отверстия манжеты. При поочеред ном введении калибров в отверстие манжеты срабатывают соответстззугащи ппевмоэлектропреобразователи, кото, рые сигнализируют о годности или бра ке манжеты по внутреннему диаметруП Однако из-за деформации контрйли руег)ых колец в случае их некруглости ,и предельных размеров точность контроля невысока. Кроме Toroj поочередное измерение калибрами снижает производительность контроля. Наиболее близким к изобретению по тех1 ической сущности является пневматическое устройство для контроля внутреннего диаметра кольца, содержащее опору с измерительным каналом, подвижный вдоль оси канала калиор с цилиндрическим измерительны пояском, диаметр которого меньше ниж него предельного размера отверстия контролируемого кольца, привод калибра и сообщенный с каналом вакуумный иасос. Контролируемое изделие надевается на калибр, самоцентрирует ся па коническом пояске, легким нажатием руки калибр вводят в канал опоры, и оно удерживается в этом положении за счет перепада давления над и под калибром., О размере детали судят по величине вакуума в измерительном канале 23. Однако известное устройство обладает недостаточной точностью при измерении деталей с размерами большими или близкрши к верхним предельно допустшяям, так как в этом случае междз калибром и измеряемой деталью образуется большой кольцевой зазсс, что приводит к резкому снижены вакуума под измеряемой деталью и в измерительной ветви. В результате этого измеряемая деталь слабо прижимается к опоре, а из-за неплоскости ее торца происходит подсос воздуха из атмосферы. Кроме того, малая производительность контроля устройства обусловлена тем, что съем и разбраковка измеренных изделий осуществляется вручную после операции определения оператором по вакуумометру размера изделия. Цель изобретения - повышение точности контроля, а также повышение производительности контроля. Эта цель достигается тем, что в пневматическом устройстве для контроля внутреннего диаметра кольца, содержащем опору с измерительным каналом, подвижный вдоль оси канала калибр с цилиндрическш измерительным пояском, диаметр которого меньше нижнего предельного размера отверстия контролируемого кольца, привод калибра и сообщенный с канапом вакуумный насос, калибр выполнен с дополнительнь№5 цилиндрическим поясКом, диаметр которого меньше верхнего предельного размера отверстия контролируемого кольца, а устройство снабжено струйными датчиками положения измерительных поясков на измерительной позиции. Кроме того,устройство снабжено командным узлом, выполненным в виде логического блока, двух струйных реле, входы которых сообщены с измерительным каналом, а выходы через логический блок - с приводом, двух струйных концевых: выключателей привода, соединенных; с входами логического блока,и соединенных с выходом логического блока двух сопл сброса колец с опоры. На чертеже представлена схема пневматического устройства для контроля внутреннего диаметра кольца. Устройство содержит опору 1 с измерительньм каналом 2, подвижный вдоль оси канала калибр 3 с ческими измерительными поясками: верхним 4 и Н1-ШН1М дополнительиьп- 5, привод 6 калибра 3, струйные датчики7 и 8 положения поясков А и 5 на измерительной позиции, струйные концевые выключатели 9 и 10, лепесток 11 скрепленный с поршнем привода 6, вакуумный насос 12, сообщенный с каналом 2, два струйных реле 13 и lA, входы которых сообщены с каналом 2, а также с источником сжатого воздуха через регулируемые дроссели 15 и 16, усилитель 17, сопла 18 и 19 и логический блок 20, входы которого сообщены с концевыми выключателями 9 и 10, с датчиками 7 и 8 и выходами реле 13 и 14, а выходы через усилитель 17 - с приводом 6 и соплами 18 и 19, Диаметр верхнего пояска 4 меньше нижнего предельного размера отверсти контролируемого кольца 21, а диаметр нижнего пояска 5 меньше верхнего предельного размера отверстия контролируемого кольца. Струйные датчики 7 и 8 и струйные концевые выключатели 9 и 10 выполнены по типу трубка-трубка. Подающая трубка концевого выключателя 9 выполнена в калибре 3, а приемная его трубка - в опоре 1. Размер лепестка 11 и положение датчиков 7 и 8 выбраны с таким расчетом, что их ле|Песток 11 пересекает струи датчиков в момент нахождения соответственно поясков 4 и 5 на измерительной позиции, т.е. внутри кольца 21, лежащего на опоре 1, Реле 13 и 14 с помощью дросселей 15 и 16 настраиваются на вьщачу сигнала в логический блок 20, когда диаметр контролируемого кольца 21 больше верхнего предельного размера. Высота калибра такова, что в крайнем нижнем положени его верхний торец находится в плоскости опоры 1. Сопло 18 служит для сброса контролируемого кольца с опо ры в пр1&мник (не показан) горных колец, а сопло 19 - для сброса конт ролируемого кольца в приемник (не показан) бракованной продукции. Устройство работает Следующим об разом. В исходном положении поршень при вода 6 и калибр 3 находятся в край54нем верхнем положении, о чем с -выхода кольцевого выключателя 9 в логический блок 20 поступает сигнал. При установке контролируемого кольца 21 на опору 1 оно пересекает струю выключателя 9, и логический блок 20 вьщает команду на движение поршня вниз. Когда нижний поясок 5 займет положение на измерительной позиции, по команде с датчика 7 логический блок 20 опросит состояние реле 13 и в случае, если диаметр контролируемого кольца 21 превысит допустимый размер, зафиксирует в памяти Брак. Если диаметр контролируемого кольца 21 не превьш1ает допустимый размер, в памяти блока 20 фиксируется Годное. При дальнейшем движении поршня и калибра вниз по команде с датчика 8 логический блок опрашивает состояние реле 14 и фиксирует в своей памяти Брак, если диаметр контролируемого кольца 21 меньше нижнего предельного размера отверстия, и Годно, если диаметр кольца 21 больше нижнего предела. Продолжая движение вниз, поршень и калибр занимают крайнее н 1жнее положение, в котором по команде концевого выключателя 10 логический блок 20 подает сжатый воздух в сопло 18, если кольцо признано годным при двух измерениях, или подает сжатый воздух в сопло 19, если хотя бы раз зафиксирован брак. Выполнение калибра с двумя измерительными поясками разного размера и введение в состав устройства датчиков положения для распознавания какой именно из поясков находится на измерительной позиции позволяют повысить точности измерения, а введение в устройство командного узла, концевых выключателей и управляемых командным узлом сопл сброса колец ,в приемники годной продукции и брака позволяют повысить производительность контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для измерения диаметра резиновых колец | 1975 |
|
SU641276A1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| Пневматическое устройство для измерений диаметра колец | 1981 |
|
SU1012016A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА РЕЗИНОВЫХ МАНЖЕТ | 1971 |
|
SU305352A1 |
| Устройство для контроля диаметров отверстий | 1977 |
|
SU627316A1 |
| ПНЕВМАТИЧЕСКИЙ (ГИДРАВЛИЧЕСКИЙ) СЛЕДЯЩИЙ ПРИВОД, СТРУЙНЫЙ ДВИГАТЕЛЬ, РАСПРЕДЕЛИТЕЛЬ И БЛОК КОНЕЧНЫХ ВЫКЛЮЧАТЕЛЕЙ | 1995 |
|
RU2093715C1 |
| Пневматическое устройство для измерения линейных размеров | 1986 |
|
SU1384945A1 |
| Пневматический способ контроля проходного сечения и устройство для его осуществления | 1987 |
|
SU1682772A1 |
| ГОЛОВКА ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2014 |
|
RU2576549C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2021 |
|
RU2791844C1 |
1. ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ВНУТРЕННЕГО ДИАМЕТРА КОЛЬЦА, содержащее опору с измерительньм каналом, подвижный вдоль оси канала калибр с цилиндрическим измерительным пояском, диаметр которого меньше нижнего предельного размера отверстия кольца, привод калибра и сообщенный с каналом вакуумный насос, отличающееся тем, что, целью повышения точности контроля, калибр выполнен с дополнительным цилиндрическим пояском, диаметр которого меньше верхнего предельного размера отверстия контролируемого кольца, а устройство снабжено струйными датчиками положения измерительных поясков на изь ерительной позиции. 2. Устройство по п. 1, отличающееся тем, что, с целью повьшения производительности, оно снабжено командньы узлом, выполненным в виде логического блока, двух струйных реле, входы которых сообщены с измерительным каналом, а выр S ходы через логический блок - с приводом, двух струйных концевых выключателей привода, соединенных с входами логического блоками соединенных с выходом логического блока дв-ух сопл сброса с опоры.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПНЕВМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА РЕЗИНОВЫХ МАНЖЕТ | 0 |
|
SU305352A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пневматическое устройство для измерения диаметра резиновых колец | 1975 |
|
SU641276A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
