Изобретение относится к средствам контроля линейных размеров и может быть использовано для одновременного автоматического контроля размеров двух независимых поверхностей в детали или сборочной единице на линиях сборки или контроля.
Известно измерительное устройство (Воронцов Л.Н., Корндорф С.Ф., Трутень В.А., Федотов А.В. Теория и проектирование контрольных автоматов. - М.: Высш. школа, 1980, с. 427), содержащее корпус, установленные в нем две индуктивные пробки различного диаметра, привод перемещения пробок, два преобразователя, установленные в корпусе с возможностью взаимодействия в индуктивными пробками, отсчетно-командный блок, транспортирующее устройство.
Недостатком этого устройства являются узкие функциональные возможности, поскольку оно не позволяет контролировать одновременно несколько параметров, например наружный диаметр изделия и внутренний диаметр отверстия в нем, если имеется большой допуск на их взаимное расположение или контролируемые поверхности в изделии (детали или сборочной единице) метрологически не связаны.
Оно не позволяет контролировать отверстия с большими допусками на расположение контролируемых отверстий, а также отверстия в изделиях, которые не жестко установлены в гнездах спутников, поскольку требуется точное базирование контролируемых отверстий относительно пробок.
Известно устройство для контроля линейных размеров (авт. св. №1179093, МКИ G01B 5/25, опубликовано 15.09.1985 г., бюл. №34), содержащее траверсу, установленную на ней подпружиненную платформу с торсионными стержнями, подвешенную на них каретку с параллельными кронштейнами на противоположных торцах, установленное на каретке основание с кронштейнами на противоположных концах, установленные под углом 90° к торцам кронштейнов на каретке, установленную в кронштейнах крестовину, закрепленные на основании предельный калибр, измерительный преобразователь, коаксиальный упор в виде втулки с кронштейном, закрепляющий его на основании пружинный параллелограмм.
Недостатком этого устройства является то, что оно имеет узкие функциональные возможности, поскольку не позволяет контролировать одновременно несколько различных параметров, например наружный диаметр изделия и внутренний диаметр отверстия в нем, размеры независимых поверхностей в детали или сборочной единице.
При сборке изделий и последующем силовом закреплении деталей (например, кернении или завальцовке) вследствие деформации деталей и зазоров между ними возможно некоторое изменение размеров и относительное смещение собираемых деталей, что приводит к относительному смещению положения контролируемых геометрических элементов, принадлежащих различным деталям, например внутреннего отверстия в одной детали и наружного диаметра другой детали. Поэтому после сборки производится контроль функционально значимых параметров собранного изделия. При контроле на сборочной линии появляется дополнительное смещение вследствие погрешности базирования спутника, в котором находится изделие, и базирования изделия в гнезде спутника. Поэтому использование жестко связанных калибров приводит к низкой надежности контроля, а использование контрольной головки с одним калибром не позволяет контролировать несколько параметров на одной позиции, что приводит к увеличению размеров сборочной или контрольной линии.
Решаемыми техническими задачами являются расширение функциональных возможностей и повышение надежности работы.
Указанная задача решается тем, что головка для контроля линейных размеров, содержащая базовую обойму, первую группу гибких стержней, подвешенную на них к базовой обойме внутреннюю обойму, закрепленные на ней первый и второй кронштейны с установленными в них соответственно первым и вторым преобразователями, подключенный к их выходам блок обработки информации, закрепленные на внутренней обойме фланец и две плоские пружины, закрепленные на плоских пружинах соответственно первый и второй рычаги, закрепленную во внутренней обойме упорную втулку, установленный в ней с возможностью осевого перемещения и взаимодействия с одним плечом первого рычага подпружиненный относительно фланца первый калибр, второй калибр, при этом первый преобразователь установлен с возможностью взаимодействия с другим плечом первого рычага, а второй преобразователь установлен с возможностью взаимодействия с одним плечом второго рычага, а оси калибров параллельны, снабжена второй группой гибких стержней, подвешенной на них к базовой обойме наружной обоймой с внутренним отверстием, имеющим коническую часть, установленным в ней с возможностью относительного перемещения вдоль оси конической части прижимом в виде втулки с конической частью, сопряженной с конической частью наружной обоймы, конической пружиной, взаимодействующей торцами с наружной обоймой и прижимом, при этом прижим установлен с зазором с обоими калибрами и возможностью взаимодействия при его осевом перемещении с другим плечом второго рычага, а второй калибр закреплен в наружной обойме.
На фиг. 1 представлен чертеж осевого сечения головки для контроля линейных размеров на примере контроля внутреннего и наружного диаметров сборочной единицы.
Головка для контроля линейных размеров содержит базовую обойму 1, первую группу гибких стержней 2, подвешенную на них к базовой обойме 1 внутреннюю обойму 3, закрепленную на ней первый 4 и второй 5 кронштейны, установленные в них соответственно первый 6 и второй 7 преобразователи, подключенный к их выходам соответственно первым и вторым входами блок 8 обработки информации. Головка для контроля линейных размеров содержит также закрепленные на внутренней обойме 3 фланец 9 с установленной в нем пружиной 10 и две плоские пружины 11, 12, закрепленные на них соответственно первый 13 и второй 14 рычаги, упорную втулку 15, первый 16 и второй 17 калибры, вторую группу гибких стержней 18, подвешенную на них наружную обойму 19, втулку 20, коническую пружину 21, прижимную гайку 22.
Блок 8 обработки информации имеет индикаторную панель, на которую выводится информация о результатах контроля, при автоматической разбраковке он имеет также выход на исполнительное устройство (на фиг. 1 не показаны).
Упорная втулка 15 установлена на внутренней обойме 3, во втулке 15 установлен калибр 16 с возможностью осевого перемещения и взаимодействия с одним плечом рычага 13. Калибр 16 подпружинен относительно фланца 9 пружиной 10. Преобразователь 6 установлен с возможностью взаимодействия с другим плечом рычага 13, а преобразователь 7 - с возможностью взаимодействия с плечом рычага 14.
Калибры 16, 17 имеют входную поверхность, выполненную по радиусу на начальной части калибра, выполняющей функцию ловителя, а оси калибров 16, 17 параллельны.
Наружная обойма 19 имеет внутреннее отверстие, имеющее коническую часть. Втулка 20 имеет коническую часть, сопряженную с конической частью наружной обоймы 19, и установлена в ней с возможностью относительного перемещения вдоль оси конической части.
Коническая пружина 21 взаимодействует торцами с наружной обоймой 19 и втулкой 20, при этом втулка установлена с зазором с обоими калибрами 16, 17 и возможностью взаимодействия при ее осевом перемещении с другим плечом второго рычага 14.
Расстояние между верхним торцом втулки 20 и плечом рычага 14, с которым она может взаимодействовать, вдоль оси втулки 20 задается с учетом расстояния от нижнего торца прижимной гайки 22 до внутреннего торца калибра 17.
Длина калибра 16 выбирается из условия вхождения его в отверстие контролируемого изделия на заданную глубину.
Для работы необходимо относительное перемещение головки для контроля линейных размеров или контролируемого изделия вдоль оси калибров, которое может осуществляться приводом или вручную. Для этого головка для контроля линейных размеров устанавливается в контрольную позицию.
Контрольная позиция содержит основание 23, закрепленную на нем стойку 24 с кронштейном, модуль 25 крепления, модуль 26 базирования, датчик 27, реверсивный привод 28 (при автоматической подаче), блок 29 управления, выход которого подключен к приводу.
Модуль 25 крепления включает скалку 30, пружину 31, гайку 32.
Головка для контроля линейных размеров закреплена на скалке 30, которая установлена в кронштейне стойки 24 с возможностью осевого перемещения, и подпружинена относительно нее пружиной 31.
Модуль 26 базирования изделия установлен на основании 23 с возможностью перемещения вдоль оси калибров 16, 17 головки для контроля линейных размеров на заданное расстояние. При автоматической подаче модуль 26 базирования подключен к установленному на основании 23 приводу 28.
Датчик 27 (например, концевой выключатель) установлен с возможностью информационного взаимодействия с модулем 26 базирования в его верхнем положении. Выход датчика 27 подключен к третьему входу блока 8 обработки информации и блоку 29 управления. Блок 29 управления имеет тумблер включения и кнопку работы (или вход для подачи командного сигнала при работе в автоматическом режиме, на фиг. 1 не показаны).
Контролируемое изделие 33 устанавливается в модуль 26 базирования в ориентированном положении так, что оси контролируемых поверхностей близки к осям соответствующих калибров 16, 17.
Преобразователи 6, 7 настраиваются так, чтобы в исходном состоянии на вход блока 8 поступали сигналы логического нуля, и он выдает сигнал брака, а при заданном перемещении их штоков происходило срабатывание преобразователей 6, 7, и они выдавали на вход блока 8 обработки информации логическую единицу.
Головка для контроля линейных размеров работает следующим образом.
В исходном состоянии модуль 26 базирования с изделием 33 находится в крайнем нижнем положении. На индикаторной панели блока 8 обработки информации установлен сигнал брака.
При подаче внешней команды на блок 29 управления (например, при нажатии оператором кнопки на нем) реверсивный привод 28 перемещает модуль 26 базирования с изделием 33 вдоль оси калибров 16, 17 головки для контроля линейных размеров.
При поднятии модуля 26 базирования втулка 20 через прижимную гайку 22 под воздействием конической пружины 21 прижимает контролируемое изделие 33 к модулю 26 крепления, чем фиксирует его в этом модуле. При этом конусная поверхность втулки 20 перед соприкосновением калибров 16, 17 с контролируемыми поверхностями изделия 33 выходит из соприкосновения с конической поверхностью наружной обоймы 19 и освобождает калибр 17, который теперь может независимо от калибра 16 перемещаться в пределах имеющихся зазоров перпендикулярно направлению движения и устанавливаться по контролируемой поверхности изделия (за счет начальной части с радиусом).
Поскольку и внутренние диаметры втулки 20 и прижимной гайки 22 больше наружного диаметра упорной втулки 15, в которой установлен первый калибр 16, последний также имеет возможность устанавливаться по контролируемой поверхности независимо от калибра 17.
Если при достижении модулем 26 базирования крайнего верхнего положения верхний торец втулки 20 нажмет на первое плечо рычага 14, который повернется и вторым плечом переместит шток преобразователя 7, то преобразователь 7 сработает и выдаст информацию о перемещении (логическую единицу) на блок 8 обработки информации. Если первый калибр 16 войдет в контролируемое отверстие, то он не переместится в осевом направлении, преобразователь 6 не сработает, и на соответствующем входе блока обработки информации будет логический ноль.
При достижении модулем 26 базирования крайнего верхнего положения датчик 28 выдает на блок 8 обработки информации сигнал в виде прямоугольного импульса, по переднему фронту которого происходит сброс предыдущего состояния блока 8 обработки информации. По этому сигналу блок 8 обработки информации выдает информацию о годности контролируемого изделия на индикаторную панель и одновременно на исполнительное устройство, осуществляющее разбраковку (при автоматической разбраковке). Одновременно с датчика 27 команда поступает на блок 29 управления, который дает управляющую команду на привод 28. По этой команде привод 28 возвращает модуль базирования в исходное состояние и переходит в режим ожидания.
Если первый калибр 16 не войдет в контролируемое отверстие, то изделием 33 он, сжимая пружину 10, переместится вверх вдоль своей оси, рычаг 11 повернется, воздействует своим плечом на преобразователь 6, он сработает и выдаст сигнал на блок 8 обработки информации независимо от состояния преобразователя 7. При поступлении сигнала с датчика 23 команды контроля блок 8 обработки информации выдаст информацию о браке на индикаторную панель и одновременно на исполнительное устройство, осуществляющее разбраковку (при автоматической разбраковке).
Если контролируемый наружный диаметр не войдет в калибр 17, то пружина 22 сожмется, втулка 20 не достигнет плеча рычага 14, и он не воздействует на преобразователь 7, который при этом не сработает. На входе блока 8 обработки информации с преобразователя 7 останется сигнал логического ноля. При поступлении сигнала с датчика 23 команды контроля
блок 8 обработки информации выдаст информацию о браке независимо от состояния преобразователя 6.
При этом информация о результатах контроля запоминается в блоке 8 обработки информации до следующего цикла контроля.
После опускания приводом 28 модуля 26 базирования с изделием 33 в исходное положение изделие 33 вынимают из модуля 26 базирования и направляют его в соответствующий результату контроля накопитель. При автоматической разбраковке по сигналу с блока 8 обработки информации на исполнительное устройство оно подготавливается к направлению контролируемого изделия в соответствующий накопитель.
Технический результат следующий. Головка для контроля линейных размеров имеет более широкие функциональные возможности по сравнению с аналогами, поскольку позволяет на одной позиции контролировать несколько независимых параметров изделия.
Кроме того, поскольку втулка с прижимной гайкой и конической пружиной производят фиксацию изделия перед контролем и эта же втулка передает информацию о результате контроля через рычаг на преобразователь, это позволяет снизить требования к точности относительного позиционирования второго калибра и контролируемого изделия и по сравнению с аналогами повысить надежность работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
| Устройство для поэлементного контроля зубчатых колес | 1980 |
|
SU1242705A1 |
| Способ дефектоскопии роторов турбин с тепловыми и уплотнительными канавками по окружности и устройство для его осуществления | 1989 |
|
SU1777070A1 |
| Устройство контроля внешнего вида деталей типа "втулка | 1987 |
|
SU1578470A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ НАРУЖНОЙ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2151999C1 |
| Устройство для контроля резьб бурильных труб | 1987 |
|
SU1446441A1 |
| КАЛИБР ДЛЯ КОНТРОЛЯ ГЛУБОКИХ КОНУСНЫХ ОТВЕРСТИЙ | 2024 |
|
RU2830142C1 |
| СПОСОБ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ И ПАРАМЕТРОВ ТРУБ И МУФТ К НИМ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕМЕНТОВ ТРУБНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ, А ТАКЖЕ КАЛИБР-КОЛЬЦО И КАЛИБР-ПРОБКА | 2010 |
|
RU2434200C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
Изобретение относится к средствам контроля линейных размеров. Устройство содержит базовую обойму, первую группу гибких стержней, подвешенную на них к базовой обойме внутреннюю обойму, закрепленные на ней первый и второй кронштейны с установленными в них соответственно первым и вторым преобразователями, подключенный к их выходам блок обработки информации. На внутренней обойме закреплен фланец и две плоские пружины, на которых закреплены соответственно первый и второй рычаги. Устройство содержит также закрепленную во внутренней обойме упорную втулку, два калибра с параллельными осями. Устройство снабжено второй группой гибких стержней, подвешенной на них к базовой обойме наружной обоймой с внутренним отверстием, имеющим коническую часть. В наружной обойме установлен второй калибр, прижим в виде втулки с конической частью, сопряженной с конической частью наружной обоймы, и коническая пружина, взаимодействующая торцами соответственно с наружной обоймой и прижимом. Прижим установлен с зазором с обоими калибрами и возможностью взаимодействия при его осевом перемещении с плечом второго рычага. Технический результат заключается в расширении функциональных возможностей и увеличении надежности работы. 1 ил.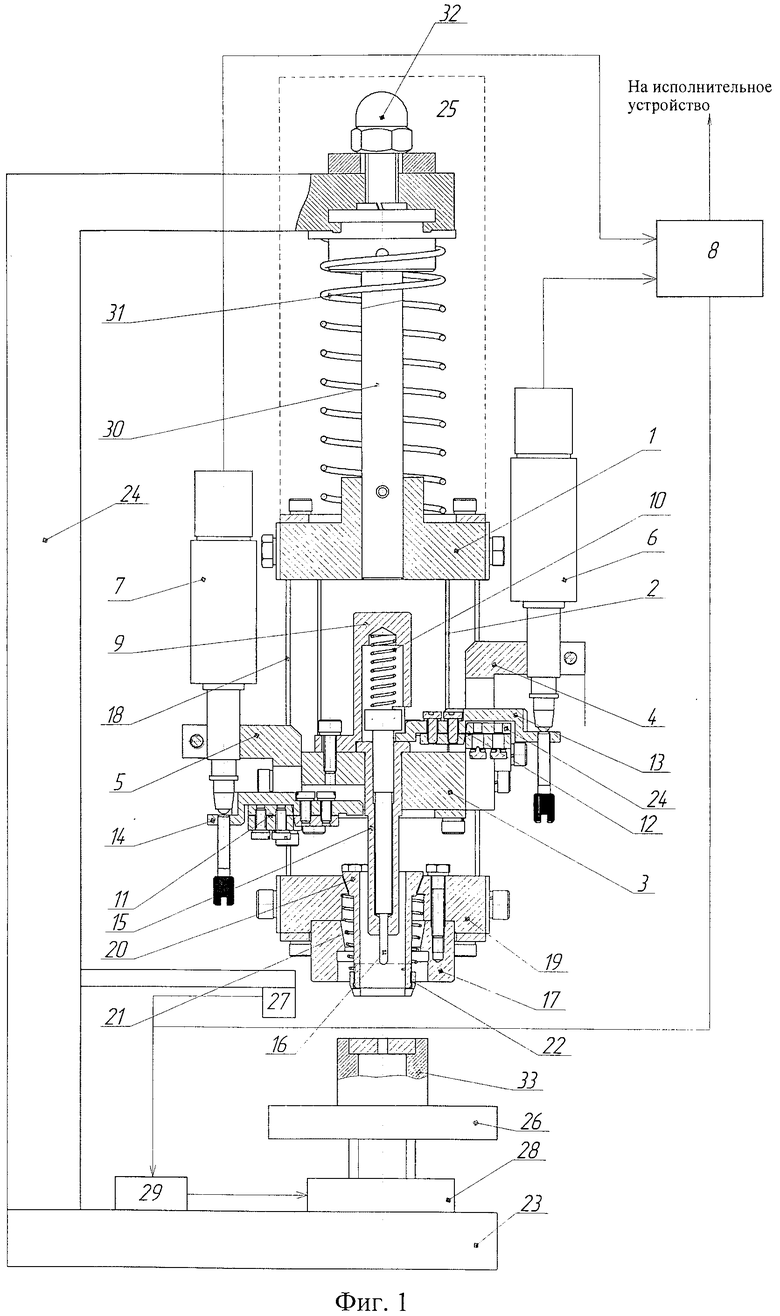
Головка для контроля линейных размеров, содержащая базовую обойму, первую группу гибких стержней, подвешенную на них к базовой обойме внутреннюю обойму, закрепленные на ней первый и второй кронштейны с установленными в них соответственно первым и вторым преобразователями, подключенный к их выходам блок обработки информации, закрепленные на внутренней обойме фланец и две плоские пружины, закрепленные на плоских пружинах соответственно первый и второй рычаги, закрепленную во внутренней обойме упорную втулку, установленный в ней с возможностью осевого перемещения и взаимодействия с одним плечом первого рычага подпружиненный относительно фланца первый калибр, второй калибр, при этом первый преобразователь установлен с возможностью взаимодействия с другим плечом первого рычага, второй преобразователь установлен с возможностью взаимодействия с одним плечом второго рычага, а оси калибров параллельны, отличающаяся тем, что она снабжена второй группой гибких стержней, подвешенной на них к базовой обойме наружной обоймой с внутренним отверстием, имеющим коническую часть, установленным в ней с возможностью относительного перемещения вдоль оси конической части прижимом в виде втулки с конической частью, сопряженной с конической частью наружной обоймы, конической пружиной, взаимодействующей торцами с наружной обоймой и прижимом, при этом прижим установлен с зазором с обоими калибрами и возможностью взаимодействия при его осевом перемещении с другим плечом второго рычага, а второй калибр закреплен в наружной обойме.
| Устройство для контроля линейных размеров | 1982 |
|
SU1179093A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2004 |
|
RU2269743C1 |
| Способ изготовления металлокерамической пористой ленты из порошков металлов и сплавов | 1961 |
|
SU144033A1 |
| US 5253431 A1, 19.10.1993 | |||
| US 4050160 A1, 27.09.1977. | |||

