со
4
С5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
| Способ управления положением электросварочной горелки и устройство для его осуществления | 1991 |
|
SU1816593A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1987 |
|
SU1556836A1 |
| Устройство управления положением электросварочной горелки робота | 1989 |
|
SU1660888A1 |
| Устройство управления положением электросварочной горелки | 1990 |
|
SU1754364A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2001 |
|
RU2187414C1 |
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА, содержащее датчик величины сварочного тока, датчик знака отклонения дуги и последовательно соединенные полосовой фильтр, фильтр нижних частот и усилитель, подключенный к приводу поперечного перемещения сварочной горелки, отличающееся тем, что, с целью повышения качества сварного шва путем повышения точности слежения за стыком, в устройство введены последовательно соединенные полосовой фильтр, компаратор и синхронный детектор, выход которого подключен к входу фильтра нижних частот, а управляющий вход - к выходу датчика знака отклонения, вход полосового фильтра подключен к выходу датчика величины сварочного тока.
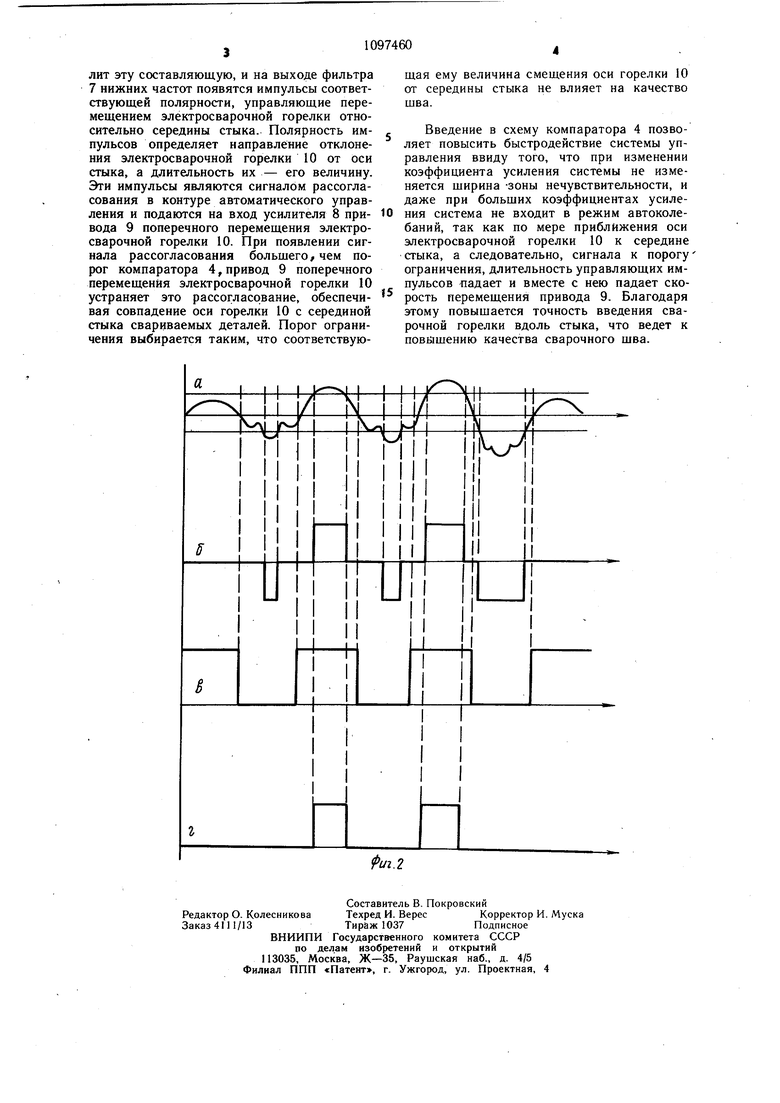
Фиг.1 Изобретение относится к области автоматизации сварочных процессов, а именно к автоматизации электродуговой сварки разделанных и угловых швов в среде защитных газов и под флюсом, и может найти применение в машиностроении и кораблестроении. Известно устройство управления движением сварочной горелки относительно оси стыка при механизированном процессе сварки, содержащее датчик сварочного тока (или напряжения), датчик знака отклонения дуги, аналоговые интеграторы, схему управления, привод перемещения сварочной горелки поперек стыка и схему управления этим приводом 1. Недостатком данного устройства является то, что измерение электрических параметров дуги производят в течение одного периода ее колебания поперек шва и, следовательно, результат его зависит от флуктаций тока или напряжения, характерных для процесса электросварки, что снижает качество получаемого шва. Наиболее близким к изобретению по технической сущности является устройство, содержащее датчик величины сварочного тока, фильтр, усилитель, датчик знака отклонения дуги и привод перемещения сварочной горелки относительно стыка 2. Недостатком этого устройства является использование в качестве информации об отклонении горелки от середины сварочного шва величины сварочного тока, измеренного в моменты предельного отклонения дуги в ее колебательном перемещении поперек стыка, который обладает большой дисперсией, а поэтому не. обеспечивает получение качественного шва. Цель изобретения - повышение качества сварочного шва путем повышения точности слежения за стыком. Поставленная цель достигается тем, что в устройство для управления положением электросварочной горелки относительно стыка, содержащее датчик величины сварочного тока, датчик знака отклонения дуги и последовательно соединенные полосовой фильтр, фильтр нижних частот и усилитель, подключенный к приводу поперечного перемещения сварочной горелки, введены последовательно соединенные полосовой фильтр, компаратор и синхронный детектор, выход которого подключен к входу фильтра нижних частот, а управляющий вход - к выходу датчика знака отклонения, вход полосового фильтра подключен к выходу дат чика величины сварочного тока. На фиг. 1 представлена структурная схема устройства управления положением сварочной горелки относительно стыка; на фиг. 2 - кривые сварочного тока (а - напряжение на выходе полосового фильтра; б - напряжение на выходе компаратора; в - напряжение на управляющем входе синхронного детектора, поступающее от датчика знака отклонения дуги; г - сигнал на выходе синхронного детектора). Устройство для управления положением электросварочной горелки содержит датчик 1 величины сварочного тока, подключенный к щунту 2, включенному в цепь тока Сварочной дуги, выход датчика 1 величины сварочного тока подключен к входу полосового фильтра 3, компаратор 4 с двухполярным порогом, вход которого подключен к выходу полосового фильтра 3, синхронный детектор 5, один из выходов которого подсоединен к выходу компаратора 4, а другой - к выходу датчика знака отклонения дуги 6, выход синхронного детектора 5 соединен через фильтр 7 нижних частот с усилителем 8 привода 9 поперечного перемещения сварочной горелки 10, колебатель И дуги. Устройство для управления положением электросварочной горелки относительно стыка работает следующим образом. Колебатель 11 дуги электросварочной горелки 10 работает непрерывно. Полная величина сварочного тока, протекающего через шунт 2, преобразуется датчиком 1 величины сварочного тока и сигнал, поступающий через помехоподавляющий полосовой фильтр 3, настроенный на частоту колебаний дуги, возбуждаемых с постоянной частотой и амплитудой, на вход компаратора с двухполярным порогом. Если входной сигнал по уровню больще, чем уставка компаратора, то нормированный по амплитуде сигнал поступает на сильный вход синхронного детектора 5. На управляющий вход синхронного детектора 5 подается напряжение прямоугольной формы от датчика 6 знака отклонения дуги. За период колебания дуги сварочный ток вследствие изменения ее длины дважды возрастает и убывает, поэтому сигнал на выходе датчика 1 величины сварочного тока имеет симметричную форму с частотой вдвое больше частоты колебания дуги, если колебания дуги симметричны относительно середины стыка. Напряжение на выходе синхронного детектора 5 и соответственно фильтра 7 нижних частот в этом случае равно нулю. В случае отклонения оси сварочной горелки от середины стыка сигнал на выходе датчика 1 сварочного тока приобретает несимметричную форму с преобладанием той или иной полярности. В этом случае в сигнале на выходе датчика 1 величины свароч, unrn Tnv ппаптлтпсг п памоиыосг псилного тока появится переменная составляющая с частотой колебаний дуги, отсутствующая при движении электросварочной горелки 10 точно над серединой стыка. По мере увеличения отклонения возрастает амплитуда переменной составляющей на частоте колебания дуги, когда она станет больше порога компаратора 4, она поступит на вход синхронного детектора 5, последний выде
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УПРАВЛЕНИЕ СОЕДИНЕНИЕМ СЕТИ ПЕРЕДАЧИ ДАННЫХ ДЛЯ МОБИЛЬНОЙ СВЯЗИ НА ОСНОВАНИИ МЕСТОПОЛОЖЕНИЯ ПОЛЬЗОВАТЕЛЯ | 2010 |
|
RU2533448C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент СССР | |||
| Способ слежения по стыку | 1977 |
|
SU797564A3 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
