Изобретение относится к автоматизации сварочных процессов, а именно к автоматизации электродуговой сварки разделанных и угловых швов в среде защитного газа и под флюсом, и может найти применение в машиностроении и других областях народного хозяйства.
Целью изобретения является повышение функциональных возможностей устройства путем реализации многопроходной сварки разделанных и угловых швов.
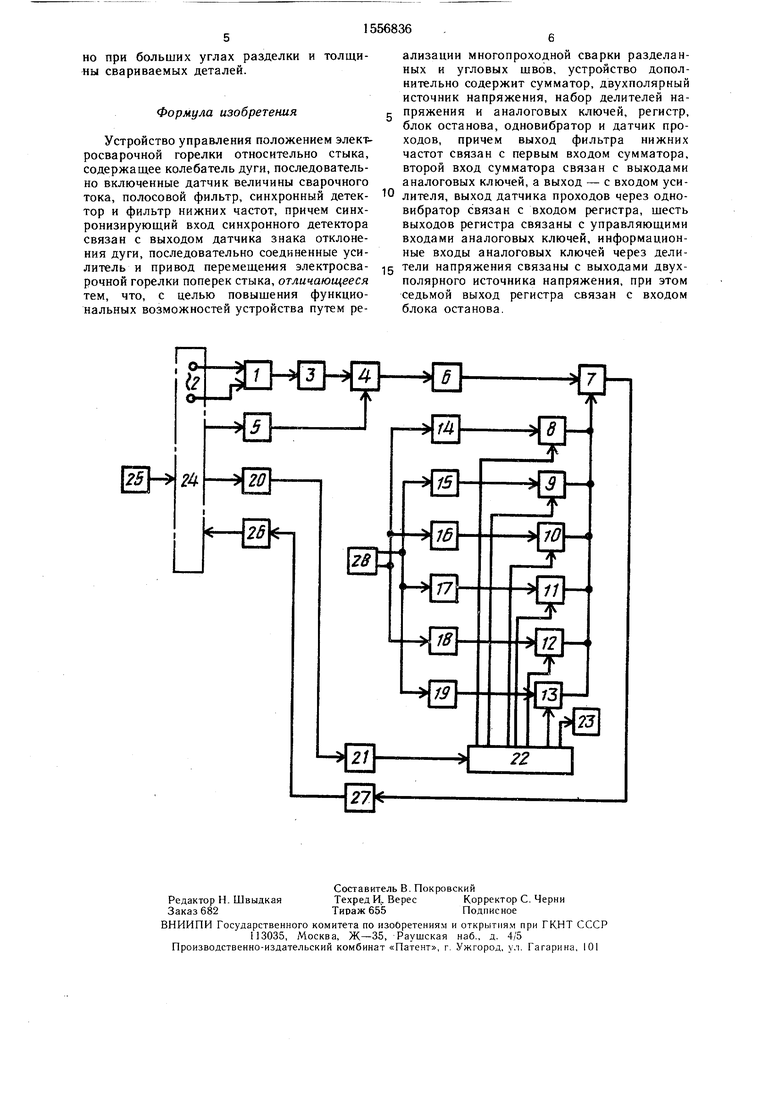
На чертеже представлена структурная схема устройства управления положением электросварочной горелки относительно стыка.
Устройство содержит датчик 1 величины сварочного тока, подключенный к шунту 2, включенному в цепь тока сварочной дуги, выход датчика 1 величины сварочного тока подключен к входу полосового фильтра 3, синхронный детектор 4, один из входов которого соединен с выходом полосового фильтра 3, а другой - с выходом датчика 5 знака отклонения дуги, выход синхронного детектора 4 соединен с входом фильтра 6 нижних частот, выход которого подключен к одному из входов сумматора 7 К другому входу сумматора 7 подключены выходы аналоговых ключей 8-13. Выход каждого делителя 14-19 напряжения соединен соответственно с одним аналоговым ключом 8-13. Датчик 20 проходов подключен к одновибратору 21. Одновибратор 21 подключен к входу регистра 22. Каждый выход регистра 22, кроме последнего, подключен к управляющему входу одного из аналоговых ключей 8-13. Последний выход регистра 22 подключен к блоку 23 останова. С электросварочной горелкой 24 связан ко- лебатель 25 дуги и привод 26 перемещения электросварочной горелки поперек стыка. Выход сумматора 7 через усилитель 27 связан с входом привода 26 перемещения электросварочной горелки поперек стыка. Двухполярный источник 28 напряжения связан с входами делителей напряжения 14- 19. Датчик 20 проходов представляет собой бесконтактный конечный выключатель, взаи недействующий с подвижной металлической пластиной. В конце каждого прохода сварки металлическая пластина под действием толкателя входит в зону срабатывания бесконтактного конечного выключателя, в результате чего на его выходе появляется сигнал. Этот сигнал приводит к формированию на выходе одновибратора 21 короткого импульса, который изменяет состояние регистра 22.
Центральная частота полосового фильтра 3 определяется частотой поперечных колебаний сварочного электрода. Полоса пропускания зависит от нестабильности этих колебаний. Обязательным условием является подавление полосовым фильтром флуктуации сварочного тока, вызываемых короткими замыканиями дугового промежутка при крупнокапельном переносе металла электрода при сварке в ССЬ- Это условие выполняется путем выбора частоты поперечных колебаний в той частотной области, где флуктуации тока от коротких замыканий проявляются слабо или не проявляются вовсе. Коэффициент передачи полосового фильтра 3 согласовывается с величиной амплитуды поперечных колебаний электрода.
Устройство управления перемещением электросварочной горелки относительно стыка работает следующим образом.
Колебатель 25 дуги электросварочной горелки 24 работает непрерывно. Если электросварочная горелка 24 смещена относительно стыка, то на выходе полосового фильтра 3 выделяется гармоническая составляющая сварочного тока, характеризующая его смещение, эта гармоническая составляющая поступает на один из выходов синхронного детектора 4, на другой вход которого подается сигнал от датчика 5 знака отклонения дуги. На выходе синхронного детектора 4 формируется управляющий сигнал, который через фильтр б нижних частот, служащий для сглаживания пульсаций, подается на первый вход сумматора 7. На второй вход сумматора 7 подается напряжение смещения, определенное по величине и по знаку. Величина и знак этого напряжения зависят от того, выход какого ключа 8-13 открыт. Это напряжение определяет величину смещения оси колебаний электросварочной горелки 24 от оси шва. Чем больше напряжение, тем больше величина смещения от оси стыка.
Открыт или закрыт данный ключ, определяется состоянием выхода регистра 22, на вход которого поступают импульсы от датчика 20 проходов через одновибратор 21, служащий для отделения полезного сигнала от помех. В начальный момент времени все выходы регистра 22, кроме первого, закрыты и на вход сумматора 7 подается напряжение смещения от двухпо- лярного источника 28 напряжения через делитель 8 напряжения и аналоговый ключ 8.
0
0
При первом проходе величина смещения наибольшая. После первого прохода на вход регистра 22 от датчика 20 проходов поступает импульс, который закрывает первый выход и открывает второй, последний подключен к аналоговому ключу 9, через этот ключ от двухполярного источника 28 напряжения через делитель 15 напряжения поступает напряжение смещения, равное по величине напряжению на выходе делителя 14 напряжения, но имеющее противоположный знак. При первом проходе с выхода сумматора 7 снимается управляющий сигнал, который поступает через усилитель 27 на привод 26 перемещения электросварочной го5 релки поперек стыка. Этот сигнал служит одновременно для смещения электросварочной горелки 24 к оси колебаний поперек стыка и для смещения этой оси на определенную величину от оси стыка.
При втором проходе ось колебаний электросварочной горелки 24 смещается в противоположную сторону на ту же величину от оси стыка. При последующих проходах величина смещения от оси стыка равномерно уменьшается до нуля. При третьем и
5 четвертом проходах открыты соответственно ключи 10 и 11, через которые на второй вход сумматора 7 поступают напряжения смещения, причем напряжения по величине одинаковы, а по знаку разные. Величина напряжения смещения при третьем и четвер0 том проходах меньше, чем величина напряжения смещения при первом и втором проходах. При пятом и шестом проходах открыты соответственно аналоговые ключи 12 и 13, через которые на сумматор 7 поступает напряжение смещения, по величине
5 меньшее напряжения смещения при третьем и четвертом проходах В этом случае величина смещения оси колебаний электросварочной горелки 24 от оси стыка меньше, чем при предыдущих проходах. При седь0 мом проходе все аналоговые ключи 8-13 закрыты и электросварочная горелка 24 колеблется относительно оси стыка.
Последний выход регистра 22 подключен к блоку 23 останова, которое отключает 5 устройство управления положением электросварочной горелки. При последующем включении в регистре 22 открыт только первый вход и последовательность сварки повторяется. При необходимости увеличения числа проходов добавляют по два делителя напряжения и аналоговых ключа на каждые два прохода, регистр 22 должен содержать соответствующее число выходов. Таким образом, предлагаемое устройство управления положением электросварочной горелки относительно стыка обеспечивает необходимую ширину и глубину шва и, следовательно, позволяет повысить функциональные возможности устройства, особен0
но при больших углах разделки и толщи- «ы свариваемых деталей.
Формула изобретения
Устройство управления положением электросварочной горелки относительно стыка, содержащее колебатель дуги, последовательно включенные датчик величины сварочного тока, полосовой фильтр, синхронный детек- тор и фильтр нижних частот, причем синхронизирующий вход синхронного детектора связан с выходом датчика знака отклонения дуги, последовательно соединенные уси
ализации многопроходной сварки разделанных и угловых швов, устройство дополнительно содержит сумматор, двухполярный источник напряжения, набор делителей на- пряжения и аналоговых ключей, регистр, блок останова, одновибратор и датчик проходов, причем выход фильтра нижних частот связан с первым входом сумматора, второй вход сумматора связан с выходами аналоговых ключей, а выход - с входом усилителя, выход датчика проходов через одно- вибратор связан с входом регистра, шесть выходов регистра связаны с управляющими входами аналоговых ключей, информационные входы аналоговых ключей через дели
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1194624A1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1984 |
|
SU1207675A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Устройство управления положением электросварочной горелки | 1989 |
|
SU1720824A1 |
| Устройство для управления положением электросварочной горелки относительно стыка | 1983 |
|
SU1097460A1 |
| Способ управления положением электросварочной горелки и устройство для его осуществления | 1991 |
|
SU1816593A1 |
| Способ управления положением сварочной горелки относительно стыка и устройство для его осуществления | 1984 |
|
SU1181806A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2002 |
|
RU2212320C1 |
Изобретение относится к автоматизации сварочных процессов, в частности к электросварке разделанных и угловых швов в среде защитного газа и под флюсом. Цель - расширение функциональных возможностей устройства за счет многопроходной сварки. Устройство содержит датчик величины сварочного тока, полосовой фильтр, синхронный детектор, датчик знака отклонения дуги, усилитель и привод перемещения электросварочной горелки. Дополнительно в устройство введены сумматор, подключенный к усилителю, источник опорного напряжения, подключенный к делителям напряжения, аналоговые ключи, делители напряжения, одновибратор, датчик проходов, регистр, устройство останова, связанное с последним выходом регистра. Устройство позволяет вести качественную многопроходную сварку разделанных и угловых швов в среде защитного газа и под флюсом. 1 ил.
литель и привод перемещения электросва- тели напряжения связаны с выходами двухрочной горелки поперек стыка, отличающеесяполярного источника напряжения, при этом
тем, что, с целью повышения функцио-седьмой выход регистра связан с входом
нальных возможностей устройства путем ре-блока останова
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
