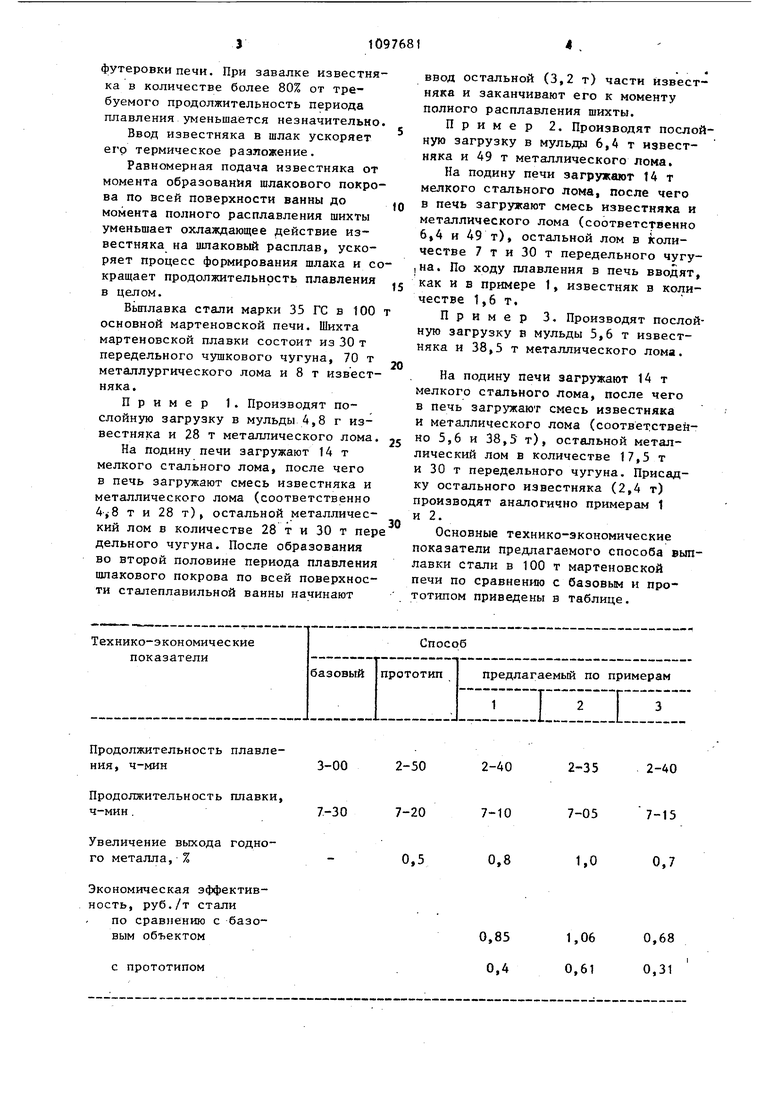
Изобретение относится к черной металлургии, а именно к способам выплавки стали в основных мартеновс ких печах. Технологический режим периода за валки шихты в значительной мере опр деляет ход процессов плавления шихт и шлакообразования, а следовательно существенно влияет на продолжительность плавления и производительност мартеновской печи. Известен способ выплавки стали в основной мартеновской печи, включаю пщй послойньй прогрев и перемешивание сыпучих материалов, например известняка, во время прогрева каждого слоя, причем сьшучие материалы проталкивают к задней стенке печи и перемешивают с помощью мульды или специального гребка поступательным и вращатеЛьным движением хобота завалочной машины С 1J Такой режим завалки известняка недостаточно эффективен, так как не обеспечивает возможности равномерно го распределения известняка в объем сталеплавильной ванны. Кроме того, перемешивание известняка с помощью завалочной машины увеличивает продо жительность периода завалки и потер . темпа излучением через открытые завалочные окна. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ вьшла ки стали в мартеновской печи, включaюш й завалку твердой металлошихты и порционный ввод известняка в . Однако завалка известняка в печь отдельными небольшими порциями увеличивает продолясительность периода завалки и потери тепла излучением через открытые окна; снижается стойкость завалочного о борудования; требуются дополнительные установки для обжига известняка; снижается интенсивность перемешивания .сталеплавильной ванны в период плавления шихты вьщеляющейся углекислотой, что увеличивает продолжительность этого периода. Увеличение продолжительности завалки и плавления приводит к уменьшению производительности печи и выхода годного металла. Целью изобретения является увеличение производительности печи и выхода годного металла. Поставленная цель достигается тем, что согласно способу выплавки стали в мартеновской печи, включающему завалку твердой металлошихты и порционный ввод известняка в печь, вне печи производят послойную укладку 60-80% известняка и 40-70% твердой металлошихты от общего их расхода на плавку и последовательно заваливают, з печь предварительно подготовленную шихту и остальную часть твердой металпошихты, а завалку остальной части известняка начинают после образования шлакового покрова по всей поверхности ванны и заканчивают к моменту полного расплавления шихты. Предварительная послойная загрузка известняка и металлической шихты в мульды приводит к равномерному рассредоточенному распределению известняка в объеме сталеплавильной ванны. Количество металлической шихты, загружаемой в мульды совместно с известняком, составляет 40-70% от общего расхода металлического лома. Завалка известняка с большим 70% от общего расхода количеством металлической шихты приводит к высокой степени рассредоточения известняка, Однако такая высокая завалка известняка приводит к значительным потерям свободной окиси кальция со спускаемым шлаком периода плавления и затрудняет формирование к моменту расплавления шихты шлака требуемой основности. Результатом этого является увеличение .продолжительности доводки плавки и {Снижение стойкости основной футеровки печи. Завалка известняка с меньшим 40% от общего расхода количеством металлической Ш11хты приводит к недостаточно высокой степени рассредоточения известняка в объеме ванны. Низкая завалка известняка увеличивает продолжительность его разложения, замедляет скорость шлакообразования и уменьшает производительность печи. Частичная завал1ка известняка в количестве 60-80% от общего его расхода обеспечивает достаточно равномерное расредоточенное его распределение соответственно в 40-70% металлической шихты. При завалке известняка в количестве менее 60% от требуемого в первой половине периода плавления образуется кислый шлак, агрессивньй в отношении основной футеровки печи. При завалке известня ка в количестве более 80% от требуемого продолжительность периода плавления уменьшается незначительно Ввод известняка в шлак ускоряет его термическое разложение. Равномерная подача известняка от момента образован 1Я шлакового покро ва по всей поверхности ванны до момента полного расплавления шихты уменьшает охлаждающее действие известняка на шлаковый расплав, ускоряет процесс формирования шлака и с кращает продолжительность плавления в целом. Выплавка стали марки 35 ГС в 100 основной мартеновской печи. Шихта мартеновской плавки состоит из 30 т передельного чушкового чугуна, 70 т металлургического лома и 8 т известняка. Пример 1. Производят послойную загрузку в мульды 4,8 г известняка и 28 т металлического лома На подину печи загружают 14 т мелкого стального лома, после чего в печь загружают смесь известняка и металлического лома (соответственно 4-,-8 т и 28 т) , остальной металлический лом в количестве 28 т и 30 т пер дельного чугуна. После образования во второй половине периода плавления шлакового покрова по всей поверхности сталеплавильной ванны начинают ввод остальной (3,2 т) части известняка и заканчивают его к моменту полного расплавления шихты. Пример 2. Производят послойную загрузку в мульды 6,4 т известняка и 49 т металлического лона. На подину печи загружают 14 т мелкого стального лома, после чего в печь загружают смесь известняка и металлического лома (соответственно и 49 т), остальной лом в количестве 7 т и 30 т передельного чугуна. По ходу плавления в печь вводят, как и в примере 1, известняк в количестве 1,6 т. Пример 3. Производят послойную загрузку в мульды 5,6 т известняка и 38,5 т металлического лома. На подину печи загружают 14 т мелкого стального лома, после чего в печь загружают смесь известняка и металлического лома (соответственно 5,6 и 38,5 т), остальной металлический лом в количестве 17,5 т и 30 т передельного чугуна. Присадку остального известняка (2,4 т) производят аналогично примерам 1 и 2. Основные технико-экономические показатели предлагаемого способа выплавки стали в 100 т мартеновской печи по сравнению с базовым и прототипом приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ ПРИРОДНОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ В ПОДОВЫХ ПЕЧАХ | 1994 |
|
RU2113496C1 |
| Металлошихта для выплавки стали в мартеновских печах и способ ее загрузки в печь | 1989 |
|
SU1754784A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 2001 |
|
RU2205230C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 1994 |
|
RU2068000C1 |
| ДВУХВАННЫЙ СТАЛЕПЛАВИЛЬНЫЙ АГРЕГАТ И СПОСОБ ВЫПЛАВКИ СТАЛИ В ДВУХВАННОМ СТАЛЕПЛАВИЛЬНОМ АГРЕГАТЕ | 1999 |
|
RU2165462C2 |
| Способ завалки шихты в мартеновскую печь | 1989 |
|
SU1730174A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 1995 |
|
RU2092574C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ОСНОВНОЙ МАРТЕНОВСКОЙ ПЕЧИ | 1996 |
|
RU2102496C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ОСНОВНОЙ МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2183678C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2000 |
|
RU2194772C2 |
СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ, включакнций завалку твердой металлошихты и порционный ввод известняка в печь, отличающийся тем, что, с целью увеличения производительности печи и выхода годного металла, вне печи производят послойную укладку 60-80% известняка и40-70% твердой металлошихты от общего их расхода на плавку и последовательно зaвaливaют в печь предварительно подготовленную шихту и остальную часть твердой металлошихты, a завалку остальной части известняка начинают после образования шлакового покрова по всей поверхности ванны и заканчивают к моменту полного расплавления шихты.
Продолжительность плавления, ч-мин
Продолжительность плавки ч-мин.
Увеличение выхода годного металла, %
Экономическая эффективность, руб./т стали
по сравнению с базовым объектом
с прототипом
2-40
2-35 2-40
-50
7-05
7-15
7-10
-20 1,0
0,7
0,8
0,5
0,68
1,06
0,85 0,31 0,61 0,4
)1097681t
Годовой экономический эффект отвыхода годного металла составит и
внедрения способа вьтлавки стали впо сравнению со способом-прототипом
мартеновском цехе в результате уве-180 тыс.руб, а с базовым объектом
личения производительности печей и320 тыс. руб.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Технология мартеновской плавки | |||
| М., Металлургиэдат, 1957 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Абросимов,Е.В., Аншелес И.И., Кудрин В.А | |||
| и др | |||
| Металлургия стали | |||
| М., Металлургиздат, 1961 | |||
