Изобретение относится к черной металлургии, в частности к способам выплавки стали в основных мартеновских печах с уменьшенной долей чугуна в шихте и использованием материалов, содержащих раскисляющие элементы.
Известен способ выплавки стали в мартеновской печи, предусматривающий закрытие подины печи мелким стальным ломом, подачу в ванну потоков газа с формированием зон перегрева, его прогрев, загрузку карбюратора между зонами перегрева, завалку мелкого стального лома, загрузку шлакообразующих и легко плавного материала, содержащего оксиды железа, завалку остального стального лома, подачу чугуна, периоды плавления и доводки [1].
Недостатком этого способа является удлинение завалки за счет создания зон перегрева, повышенные требования к размещению на подине в "холодной" зоне карбюратора и его тщательная упаковка мелким стальным ломом. Но исключается вынос мелкой фракции карбюратора струей факела горелок из печного пространства в насадки регенераторов, ухудшая их работу и за счет этого снижая стойкость печи.
Кроме того, имеет место из-за недостаточной "упаковки" карбюратора его всплытие в шлак и вспенивание шлака.
Известен способ выплавки стали в мартеновской печи, включающий завалку части лома на подину, его прогрев, загрузку на него карбюратора, покрытие его слоем лома, завалку известняка или извести, остального лома и в последнюю очередь жидкого чугуна, что позволяет заменить часть чугуна ломом и карбюратором [2].
Недостатком этого способа является снижение производительности печи, вызванное увеличением длительности плавки за счет удлинения периода завалки (из-за разной объемной плотности загружаемого предельного чугуна и лома) и периода плавления (из-за ухудшения теплопередачи от факела в ванну). Это ухудшение является следствием вспенивания шлака, происходящего при взаимодействии шлака с нерастворившимся карбюратором, всплывшим в конце плавления.
Наиболее близким по технической сущности и достигаемому результату является способ выплавки стали в основной мартеновской печи, включающий закрытие подины ванны мелким стальным ломом, подачу в ванну потоков газа с формированием двух или более зон перегрева, прогрев лома, загрузку карбюризатора, завалку части мелкого стального лома, загрузку шлакообразующих и легкоплавкого материала, содержащего оксиды железа, завалку остального лома и подачу чугуна, периоды плавления и доводки. Легкоплавкий материал, содержащий окислы железа, загружают порционно, причем по крайней мере одну из порций загружают на шлакообразующие, равномерно распределенные над карбюризатором, который загружают между сформированными зонами перегрева. В качестве легкоплавкого материала, содержащего оксиды железа, используют окалину, руду, агломерат, концентраты, окатыши, шлаки, шламы, колошниковую пыль или обрезь зачистки металла. В качестве шлакообразующих материалов используют известняк и/или известь. В качество карбюризатора используют угли, коксовую мелочь, бой угольной футеровки и электродов, природный графит, а чугун в печь подают в жидком и/или твердом состоянии [3].
Задачей изобретения является снижение расхода чугуна на выплавку стали, повышение производительности печей и снижение себестоимости выплавляемой стали.
Поставленная задача решается за счет того, что в способе выплавки стали в основной мартеновской печи, включающем завалку на подину печи мелкого стального лома, его прогрев, загрузку на него в качестве карбюратора боя угольной футеровки электродов, закрытие его сверху крупногабаритным стальным ломом и известью и/или известняком в качестве шлакообразующих компонентов, прогрев шихты, заливку жидкого чугуна, подачу газообразного технического кислорода, проведение периодов плавления и доводки, отличающийся тем, что используют карбюратор с крупностью кусков боя угольной футеровки и электродов 20-180 мм, который загружают на прогретый мелкий стальной лом равномерным слоем, при этом расход карбюратора устанавливают в пределах 3-10 кг/т стали. Для ускорения процесса шлакообразования и периода плавления используют газообразный технический кислород, имеющий чистоту 70-75%, который подают, по крайней мере, через две водоохлаждаемые погружные фурмы.
При решении этой задачи достигается технический результат, связанный с экономией чугуна и увеличением производительности печи, улучшением шлакообразования и качества получаемого металла.
Предложенный по изобретению способ выплавки стали в основной мартеновской печи основан на полном или частичном превращении шлакообразующих (извести и/или известняка) под действием теплового и химического воздействия на них расплавленного легкоплавкого окисленного материала, содержащего окислы железа в ферриты. Поверхностные слои извести насыщаются окислами железа, образуя легкоплавкие соединения - ферриты кальция.
Ферриты кальция образуются при прогреве шихты. По мере плавления и уменьшения толщины слоя шлакообразующих феррит кальция, отекает вниз на лом и карбюратор, происходит диссоциация на составляющие СаО и Fe2O3. Окислы железа вступают во взаимодействие с углеродом карбюратора. При этом происходит разрушение слоя из мелкого стального лома и известняка, защищающего карбюратор и подину. Остатки шлакообразующих и карбюратора взаимодействуют с ферритами кальция, растворенными в шлаке, и металлическим расплавом. Интенсивное перемешивание ванны пузырьками оксида углерода, образующегося в результате этого взаимодействия, улучшает процессы теплообмена. Наиболее оптимальным фракционным составом карбюратора являются куски размером 20-180 мм. Фракция менее 20 мм не желательна, т.к. могут забиваться насадки регенератора в результате выноса мелких кусков. Фракция более 180 мм тоже не желательна из-за опасности нерастворившихся кусков, которые могут попасть в последствии в сталевыпускное отверстие при выпуске металла из печи.
Для отопления мартеновских печей использовали газомазутные горелки. Распыление мазута производилось сжатым воздухом. Для придания факелу жесткости и стабильности, а также высоких температур использовали технический кислород, ускоряя за счет этого процесс плавления.
Для ускорения процессов плавления и шлакообразования в жидкую металлическую ванну вдували, по крайней мере, через две водоохлаждаемые погружные фурмы технический кислород с чистотой 70-75%. Содержание кислорода менее 70% не желательно, т.к. процесс плавления замедляется, при содержании же кислорода более 75% значительно возрастает окисленность металла, что отрицательно может сказаться на механических свойствах готового проката. В качестве карбюратора использовали бой угольной футеровки и электродов с крупностью кусков 20-180 мм.
Карбюратор загружают на прогретый мелкий стальной лом равномерным слоем, а на него сверху загружают остальной лом и шлакообразующие материалы, т.е. карбюратор "запаковывают". Из-за низкой теплопроводности карбюратора в сравнении с металлом происходит более позднее проплавление шихты в этой зоне и более длительный контакт окислительных элементов с восстановителем. Расход карбюратора составляет в пределах 3-10 кг на тонну выплавляемой стали. При этих соотношениях были достигнуты наиболее лучшие результаты.
Расход карбюратора составляет в пределах 3-10 кг на тонну выплавляемой стали. При этих соотношениях были достигнуты наиболее лучшие результаты. При расходе более 10 кг на тонну ухудшается нагрев металлической ванны за счет вспенивания шлака и снижения его теплопроводности.
При расходе менее 3 кг/т стали не будет достигаться необходимого технического результата.
Пример 1. В 450-тонную мартеновскую печь на подину завалили 45 т мелкого углеродистого лома, который прогревали в течение 16 мин. На прогретый стальной лом загрузили 3,0 т боя угольной футеровки в два завалочных окна. Сверху боя угольной футеровки загрузили 60,0 т стального лома. После прогрева в течение 12 мин загрузили известняк в количестве 14 т и 7,0 т извести равномерно по всей поверхности ванны, после чего равномерно загрузили оставшуюся часть крупногабаритного лома. Общее количество стального лома составило 243,8 т.
Шихту прогревали в течение 0,9 ч. Затем залили 225,0 т жидкого чугуна, имеющего следующий химический состав: 4,2% С; 0,48% Мn; 0,51% Si; 0,029% S; 0,020% Р.
После заливки чугуна были опущены кислородные фурмы и подан кислород из расчета по 1600 м3/ч на каждую фурму. Чистота кислорода составляла 74%. Содержание углерода по расплавлению составило 1,03%, серы - 0,025%, фосфора - 0,012%. Длительность плавления составила 1,6 ч, доводку проводили по обычной технологии.
Получили заданную марку стали - Ст 3Гсп.
Пример 2. После заправки печи в нее равномерным слоем завалили легковесный стальной лом в кол-ве 35 т (примерно 7% от веса металлошихты). Затем в наиболее "теплую" зону печи (2-е и 4-е завалочные окна) равномерным слоем загружали бой угольной футеровки в количестве 3 т с содержанием углерода 77% и крупностью кусков 20-100 мм. Сверху карбюратора завалили металлолом в количестве 65 т и флюсы в количестве 20 т известняков. Наиболее тяжелый лом заваливался во 2-е и 4-е завалочные окна.
Шихту прогревали в течение 1 ч, затем в печь слили 220 т жидкого чугуна следующего химического состава: 4,4% С; 0,65% Мn; 0,58% Si; 0,025% S; 0,14% Р.
После заливки чугуна были опущены 2-е кислородные фурмы, и продувка ванны проводилась из расчета по 1600 м3/ч на каждую фурму, чистота кислорода составляла 75%. Содержание углерода по расплавлению ванны составило 1,25%, температура металла по расплаву составила 1510oС. Была выпущена марка стали 27Г1.
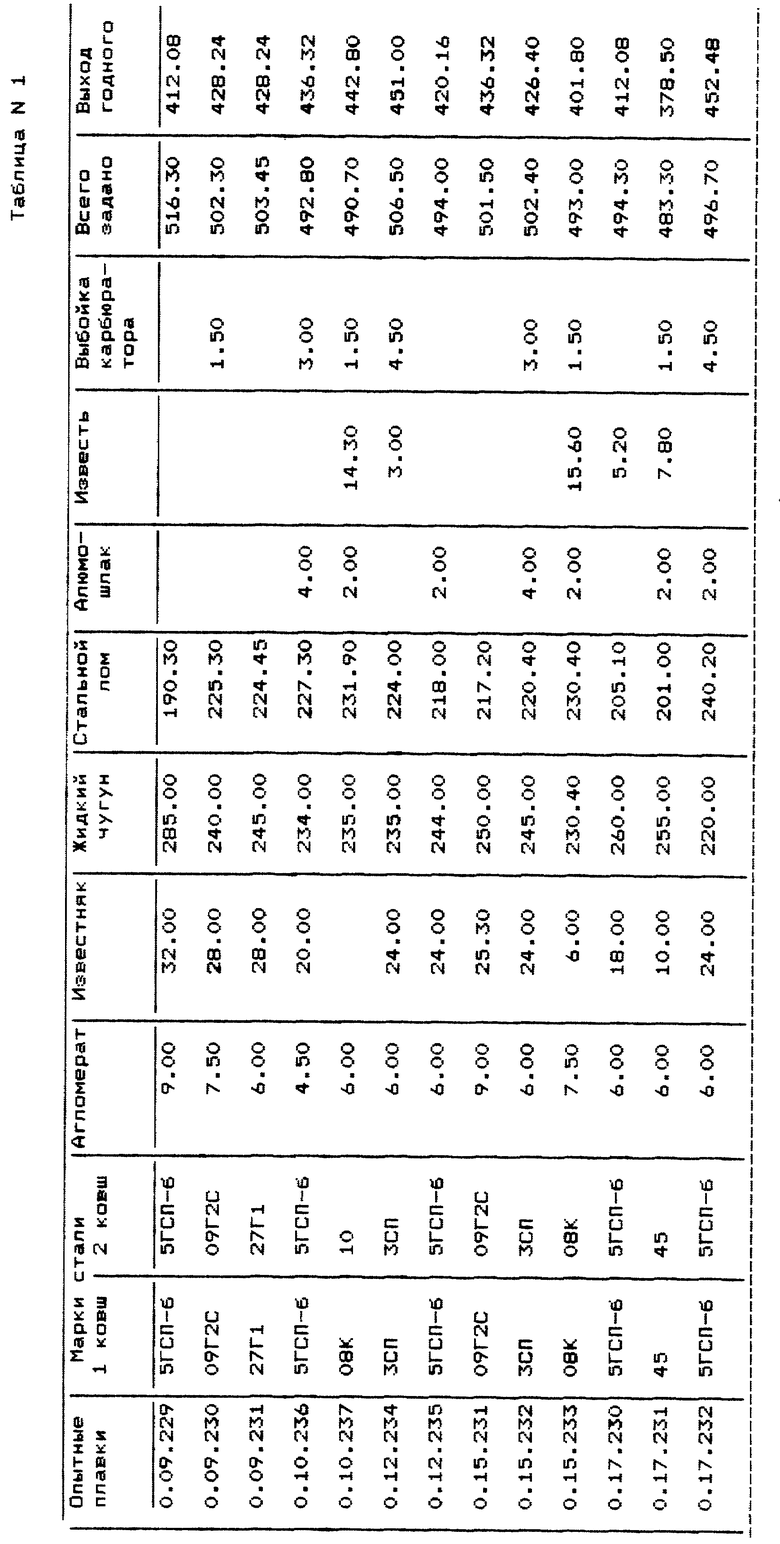
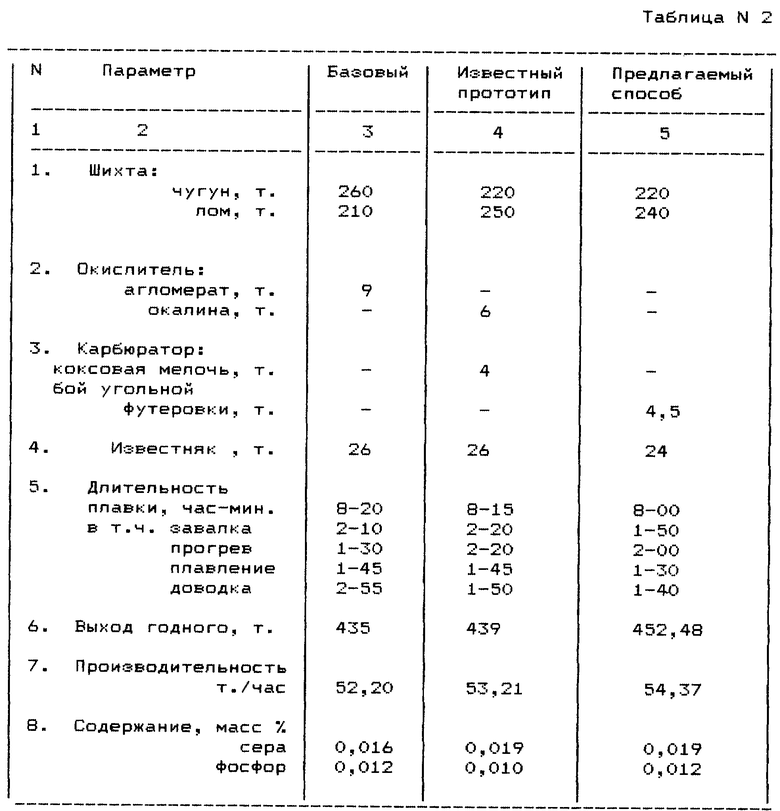
Результаты опытных плавок приведены в табл.1 и 2.
Для сравнения технико-экономических показателей проводились плавки и по технологии прототипа и по предлагаемой технологии. Использование изобретения обеспечивает уменьшение расхода чугуна до 4,5% на одной тонне стали. Более высокая удельная плотность боя угольной футеровки предотвращает раннее всплытие его из металлической ванны в шлак и гарантирует стабильное и более высокое усвоение углерода.
Приведенные в таблицах данные показывают, что использование карбюратора в качестве металлошихты позволяет экономить жидкий чугун без потери производительности печи, по сравнению с технологией без использования карбюратора, и с повышением производительности по сравнению с технологиями, использующими карбюратор (способ-прототип). Сопоставительный анализ заявляемого технического решения и прототипа показывает, что предложенное техническое решение выплавки стали в основной мартеновской печи с использованием карбюратора существенно отличается от существующих способов, что подтверждает соответствие критерию "новизна".
Анализ патентов и научно-технической литературы не выявил использования новых существенных признаков, используемых в предлагаемом решении, которые отличают его от прототипа, что позволяет сделать вывод о его соответствии признаку "изобретательский уровень".
Использованная литература
1. ТИ 102-ст.м-16-96.
2. Патент РФ 2056461, С 21 С 5/04, зарегистрирован в Госреестре 20.03.1996 г.
3. Патент РФ 2102496, С 21 С 5/04, зарегистрирован в Госреестре 20.01.98 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ОСНОВНОЙ МАРТЕНОВСКОЙ ПЕЧИ | 1996 |
|
RU2102496C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКИХ ПЕЧАХ СКРАП-ПРОЦЕССОМ | 1996 |
|
RU2101338C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ПОДОВЫХ СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТАХ | 2002 |
|
RU2215044C1 |
| ШИХТА ДЛЯ ВЫПЛАВКИ СТАЛИ | 2002 |
|
RU2208050C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ВЫПЛАВКИ СТАЛИ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027777C1 |
| Способ выплавки стали | 1984 |
|
SU1189883A1 |
| СПОСОБ ВЫПЛАВКИ ПРИРОДНОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ В ПОДОВЫХ ПЕЧАХ | 1994 |
|
RU2113496C1 |
| СПОСОБ ПЕРЕДЕЛА ВАНАДИЕВЫХ ЧУГУНОВ В СТАЛЕПЛАВИЛЬНЫХ АГРЕГАТАХ | 1999 |
|
RU2157414C1 |
| Карбюраторный способ выплавки стали в мартеновской печи | 1980 |
|
SU994564A1 |
| Металлошихта для выплавки стали в мартеновских печах и способ ее загрузки в печь | 1989 |
|
SU1754784A1 |
Изобретение относится к черной металлургии, в частности к способам выплавки стали в основной мартеновской печи. Технический результат - снижение расхода чугуна на выплавку стали, повышение производительности печей и снижение себестоимости выплавляемой стали. Сущность изобретения: на подину основной мартеновской печи сначала заваливают мелкий стальной лом и прогревают его. Затем равномерным слоем загружают карбюратор в количестве 3-10 кг/т стали, сверху его закрывают крупногабаритным стальным ломом и известью и/или известняком в качестве шлакообразующих компонентов. После чего прогревают металлошихту, заливают жидкий чугун, подают газообразный технический кислород, имеющий чистоту 70-75%, и проводят периоды плавления и доводки. В качестве карбюратора используют бой угольной футеровки и электродов с крупностью кусков 20-180 мм. Благодаря использованию изобретения снижается расход чугуна до 4,5% на 1 т выплавляемой стали. 1 з.п. ф-лы, 2 табл.
| СПОСОБ ВЫПЛАВКИ СТАЛИ В ОСНОВНОЙ МАРТЕНОВСКОЙ ПЕЧИ | 1996 |
|
RU2102496C1 |
| RU 2055909 С1, 10.03.1996 | |||
| RU 2056461 С1, 20.03.1996 | |||
| Карбюраторный способ выплавки стали в мартеновской печи | 1980 |
|
SU994564A1 |
| 0 |
|
SU265161A1 | |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Транспортировочное устройство для аппарата на воздушной подушке | 1984 |
|
SU1205443A1 |

