Изобретение относится к сварочному производству и может быть использовано для плазменной, микроплазнённой и аргонно-дуговой сварки негшавящимся электродом алюминиевых сплавов переменным прямоугольнЬм током.
Известен источник питания для сварки переменным прямоугольным током lj .
Данный источник питания обладает недостаточно высокими технико-экономическими и массогабаритными показателями, так как в нем используются два выпрямительных блока, один из которых подключается к дуге на время протекания в сварочной цепи тока обратной полярности и замыкается накоротко на время протекания в сварочной цепи тока прямой полярности. Эластичность дуги при этом определяется параметрами сглаживающих фильтров в цепи выпрямительных блоков.
Известно устройство для дуговой сварки на переменном прямоугольном токе 2j .
Недостатком такого устройства является то, что для надежного возбуждения дуги при смене полярности сварочного тока используется дополнительньй источник постоянного тока с высоким напряжением холостого хода, что противоречит требованиям по электробезопасности и ухудшает массгабаритный показатель, а наличие конденсатора в цепи постоянного ток на входе инвертора снижает эластичность дуги-.,
Наиболее близким по технической сущности к предлагаемому является устройство для дуговой сварки переменным прямоугольным током, содержащее источник постоянного тока, дроссель и конденсатор в цепи постоянного тока, тиристорный инвертор и iсхему управления Э.
Недостатком данного устройства является то, что в процессе горения дуги конденсатор, подключенный к цепи постоянного тока на входе инвертора, шунтирует нагрузку - сварочную дугу к, следовательно, юсри возмущениях по длине дуги, что характерно для ручной сварки, часть энергии дросселя, необходимой для поддержания условий горения дуги, поглощается конденсатором. Такое взаимное. расположение дросселя, конденсатора и электрической дуги в сварочной цепи уменьшает коэффициент устойчивости системы источника питйния - дуга и, следовательно уменьшает эластичность дуги. При зтом повышается вероятность случайных обрывов дуги в процессе сварки.
Цель изобретения - повьш1еьше качества сварного соединения за счет повышения эластичности дуги.
Поставленная цель достигается тем, что в устройство для сварки переменным прямоугольным током, содержащее источник постоянного тока с крутопадающей внешней характеристико к которому через дроссель подключен тиристорный инвертор со схемой управления и конденсатор, введены зарядный диод и разрядная цепь, состоящая из последовательно соединенных стабилитрона и реэистора, которая включена параллельно зарядному диоду, анод которого соединен с выводом дросселя, а катод через конденсатор - с выводом источника постоянного тока.
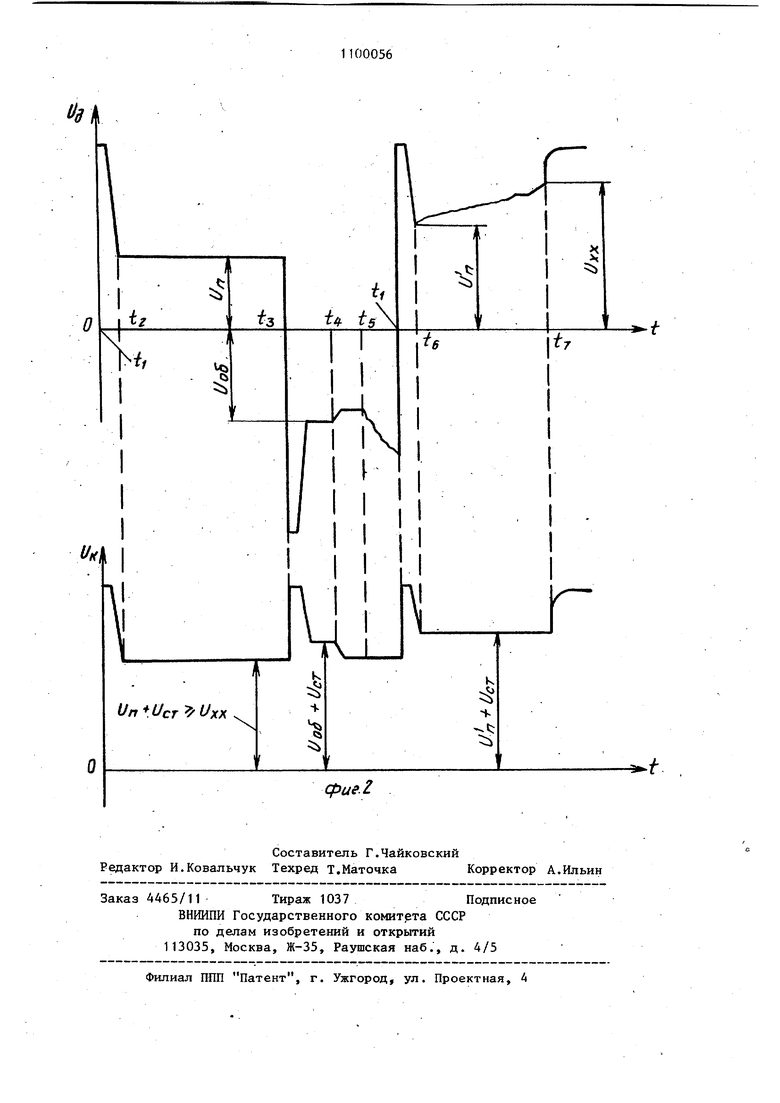
На фиг. 1 изображена схема устройства для сварки переменным прямоугольным током; на фиг. 2 - эпюры напряжений на дуге и конденсаторе.
Устройство для сварки переменным прямоугольным током содержит источник 1 постоянного тока с крутопадающей внешней характеристикой, тиристорный инвертор, состоящий из тиристоров 2-5 коммутируюш 1х устройств 6-9, выход которого подключен к элекроду 10 и свариваемому изделию 11, а вход - к источнику 1 постоянного ток через дроссель 12, конденсатор 13, подключенный к цепи постоянного тока (на входе инвертора) через зарядный диод 14 и разрядную цепочку,-состоящую из последовательно соединенных стабилитрона 15 и резистора 16, и схему 17 управления.
На фиг. 2 представлены эпюры напряжений на дуге U и конденсаторе Uj, где и, Ujjg - напряжение дуги соответственно прямой и обратной полярности при заданной длине дуги, Uj, - напряжение дуги прямой полярности в момент возбуждения при увеличенной длине дуги, напряжение холостого хода источника постоянного тока, Uj - напряжение стабилизации стабилитрона, t, - момент отключгния сварочного.тока обратной полярности; t2 - момент возбуждения дуги прямой полярности при заданной длине дуги, t - момент отключения тока прямой полярности, t - начало уменьшения длины дуги, t - начало увеличения длины дуги, t - момент возбуждения дуги при увеличенной длине дуги, t - момент погасания дуги.
Устройство для сварки переменным прямоугольным током работает следующим образом.
В начальный момент горит дуга обратной полярности, при этом сварочный ток протекает по цепи: плюс источника 1 постоянного тока, дроссель 12, тиристор 2,.дуга между электродом 10. и свариваемым издел тем 11, тиристор 4, минус источника 1постоянного тока.
По истечении времени горения дуги обратной полярности (фиг. 2, момент t) со схемы 17 управления подаются сигналы на коммутирующие устройства 6 и 8. При этом тиристоры 2 и 4 переходят в непроводящее состояние ,и отключается ток нагрузки сварочной дуги. В это время конденсатор 13 через зарядный диод 14 заряжается до высокого напряжения за счет энергии, накопленной в дросселе 12.
По истечении времени, необходимого для надежного выключения тиристоров 2 и 4, со схемы 17 управления подаются сигналы на тиристоры 3 и 5. При этом последние переходят в проводящее состояние и, следовательно, конденсатор 13, за-. ряженный до высокого напряжения, подключается через резистор 16, стабилитрон 15 и тиристоры 5 и 3 к сварнваемому изделию 11 и электроду 10, что способствует возбуждению дуги.
При возбуждении дуги прямой полярноси (фиг.2,момент tj) конденсатор 13чеез резистор 16,стабилитрон 15 и тирисоры 5 и 3 разряжается на дугу до напряжеия, равного сумме напряжения дуги и наряжения стабилизации 15,а сварочный ок протекает по цепи:плюс источники 1 остоянного тока,дроссель 1 2,тиристор ,дуга между свариваемым изделием 11 и лектродом 10,тиристор 3,минус источика 1 постоянного тока.
По йс тёчении времени горения дуги прямой полярности (фиг. 2, момент tj)
со схемы 17 управления подаются сигналы на коммутирующие устройства 7 и 9. При этом тиристоры 3 и 5 переводят в непроводящее состояние и отключается ток нагрузки - сварочной дуги. В это время ковденсатор 13 через зарядный диод 14 заряжается до высокого напряжения за счет энергии, накопленной в дросселе 12.
По истечении времени, необходимого для надежного выключения тиристоров 3 и 5 со схемы 17 управления подаются сигналы на тиристоры 2 и 4 При этом последние переходят в проводящее состояние и, следовательно, конденсатор 13, заряженный до высокого напряжения, подключается через резистор 16, стабилитрон 15 и тиристоры 2 и 4 к электроду 10 и свариваемому изделию 11, что способствует возбуждению дуги.
При возбуждении дуги обратной полярности конденсатор 13 через резистор 16, стабилитрон 15 и тиристоры 2, 4 разряжается на дугу до напряжения, равного сумме напряжения дуги и напряжения стабилизации стабилитрона 15, а сварочный ток протекает по цепи: плюс источника 1 постоянного тока, дроссель 12, тиристор 2, дуга между электродом 10 и свариваемым изделием 11, тиристор 4, минус источника 1 постоянного тока.
Затем все процессы, описанные выше, повторяются.
В случае уменьшения длины дуги в процессе сварки (фиг. 2 момент ц) что приводит к уменьшению напряжени дуги, напряжение на ко1зденсаторе 13 также уменьшается на величину изменения напряжения дуги.
Резкое увеличение длины дуги в процессе горения (фиг. 2.момент bg) приводит к увеличению напряжения дуги, и следовательно, к увеличению ЭДС дросселя 12. При этом напряжение на конденсаторе 13 не изменяется, так как он предварительнозаряжен до напряжения, превышающего напряжение дуги на величину напряжения стабилизации стабилитрона 15, значение которого определяется из условия UgyS и, ,inf«eUg ; - минимальное напряжение дуги, что исключает потребление конденсатором 13 энергии дросселя 12 даже при достижении напряжением дуги значения
равного напряжению холостого хода источника-питания, Эластичность дуги в данном случае значительно возрастает, так как вся энергия дросселя 12 используется для поддержания условий горения дуги.
При непрерывном увеличении длины дуги в процессе сварки напряжение на конденсаторе 13 в соответствующей части периода переменного прямоугольного тока определяется напряжением дуги в момент возбуждения (фиг. 2, момент t ). Когда длина дуги достигает критического значения, при котором напряжение дуги равно напряжению холостого хода источника 1 постоянного тока (фиг. 2 моментt X дуга гаснет и, следовательно, отключается ток в сварочной цепи, а энергия, накопленная дросселем 12, поглощается конденсатором 13.
Пример. Определяют разрывную длину дуги переменного прямоугольного тока, горящей в среде аргона между вольфрамовым электродом и массивной пластиной из сплава АМгб при напряжении холостого хода источника питания 60 В, начальном токе 15 А, расходе защитного газа 5 л/мин и емкости конденсатора в цепи постоянного тока 450 мкФ.
В случаеподключения конденсатора непосредственно к цепи постоянного тока (как в устройстве-прототипе разрывная длина дуги составляет 9,6 мм (среднее значение из 10 опытов) .
В случае подключения конденсатора к цепи постоянного тока через зарядный диод и разрядную цепочку, состоящую из последовательно соединенных резистора ( Ом) и стабилитрона (LlcT 8 В), разрырная длина дуги составляет 17,2 мм.
Проведенные испытания показали, что введение дополнительньсс элементов (зарядного диода и разрядной цепочки, состоящей из последоват.ельно соединенных резистора и стабилитрона) в предлагаемое устройство исключает в процессе горения дуги шунтирующее действие конденсатора и следовательно, вся энергия дросселя расходуется для поддержания тока в сварочной цепи, что позволяет производить, сварочные работы в различных условиях, не опасаясь случайных обрывов дуги, снизить квалификацию сварщика и повысить производительность сварки легких сплавов малых толщин.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1058171A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| Устройство для сварки | 1990 |
|
SU1738525A1 |
| Устройство для сварки | 1983 |
|
SU1118496A1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| Устройство для сварки | 1991 |
|
SU1779506A1 |
| Стабилизатор сварочной дуги переменного тока | 1979 |
|
SU791488A1 |
| Устройство для управления процессом дуговой точечной сварки | 1983 |
|
SU1222454A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ПЕРЕМЕННЫМ ПРЯМОУГОЛЬНЬМ ТОКОМ, содержащее источник постоянного тока с крутопадающей внешней характеристикой, к которому через дроссель подключен тиристорный инвертор со схемой управления и конденсатор, о тл и ч а ю щ е е с. я тем, что, с целью повышения качества сварного соединения за счет повышения эластичности дуги, в него введены зарядный диод и разрядная цепь, состоящая из последовательно соединенных .стабилитрона и резистора, которая включена параллельно зарядному диоду, & анод кото того-соединен с выводом дросселя, а катод через конденсатор с выводом источника постоянного тока. i ,0 . ni сд If о: i i L n . -rr 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4180720, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| e-/V- o | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
