1
Изобретение относится к сварочному производству, а именно к электродуговой точечной сварке преимущественно наплавящимся электродом в среде инертных газов, и предназначено для управления последовательностью и длительностью включений импульсов сварочного тока, электромагнита контактного возбуждения дуги и электромагнитного клапана защитного газа в сварочных машинах и полуавтоматах, выполняющих дуговую точечную сварку тонколистового металла.
Цель изобретения - повышение качества сварных соединений путем обеспечения ступенчатого изменения тока.
На фиг. 1 показана функциональная схема устройства , на фиг. 2 - временные диаграммы, поясняющие работу устройства.
Устройство состоит из сварочног выпрямителя 1, быстродействующего тиристорного прерывателя 2 сварочного тока, блока 3 вы цержек времени, блока 4 формирования управляющих импульсов, а также блоков контактного воабуждения дуги 5 и включения электроклапана защитного газа 6.
Прерыватель 2 содержит силовой 7 и коммутирующий 8 тиристоры, а также тиристор 9 включения дополнительной цепи сварочного тока и тиристор 10 включения цепи дежурной дуги. Последовательно тиристорам 9 и 10 включены резисторы 11 и 12, ограничивающие ток в цепи сварки. Отключение тиристоров 7, 9 и 10 осуществляется энергией, накопленной в коммутирующем конденсаторе 13.
Возбуждение дежурной дуги в на- чальньй момент сварки происходит -при замкнутом ключе 14 и одновреме ной подаче импульса управления на тиристор 10 и тиристор 15, включающий схему контактного возбуждения дуги. При этом на обмотку электромагнита 16 сварочной головки 17 подается ток от сварочной цепи. Электрод 18 опускается на свариваемое изделие 19 и после образования эле трического контакта между электродом и изделием ток в обмотке 16 автоматически отключается блоком 5 электрод 18 возвращается в исходное положение, возбуждая электри2224542
ческую дугу. Ключ 14 включается только на время возбуждения малоамперной дуги, устраняя тем самым опасность контактного возбуждения дуги на повышенных значениях сварочного тока.
Изменение величины тока в процессе сварки выполняется поочередным включением тиристоров 7-10. Q Уменьшение сварочного тока выполняется с предварительным отклю- I
чением тиристора высшей ступени тока, например тиристора 7, и последующим включением тиристора более
)5 низкой ступени, например тиристора 10. Отключение тиристоров 7, 9 и 10 в предложенной схеме выполняется одним, общим для всех силовых тирис- торав, коммутирующим тиристором 8.
20 При подаче импульса управления на этот тиристор последний открывается и предварительно заряженный от блока 20 питания конденсатор 13 создает на катодах тиристоров 7,
25 9 и 10 положительный потенциал по отношению к их анодам, благодаря чему они запираются. Конденсатор 13 перезаряжается. При последующем открытии одно го из тиристоров
,,. 7, 9 или 10 происходит очередной перезаряд конденсатора 13 по цепи дросселя 21 и диода 22 от сварочной цепи (полярность указана на фиг. 1). При этом диод 22 блокирует заряд на конде нсаторе 13-, а цепь подзаря- да конденсатора от блока 20 питания подзаряжает его до требуемого уровня напряжения. В этом случае повышается надежность работы прерывателя особенно в режиме формирования импульсного тока с постоянной составляющей тока малоамперной дуги.
40
Управление очередностью и длительностью включений тиристоров
прерывателя 2 осуществляется сигна- лами, поступающими на управляющие электроды этих тиристоров от блоков выдержки времени 3 и формирования .управляющих импульсов 4.
в зависимости от физических
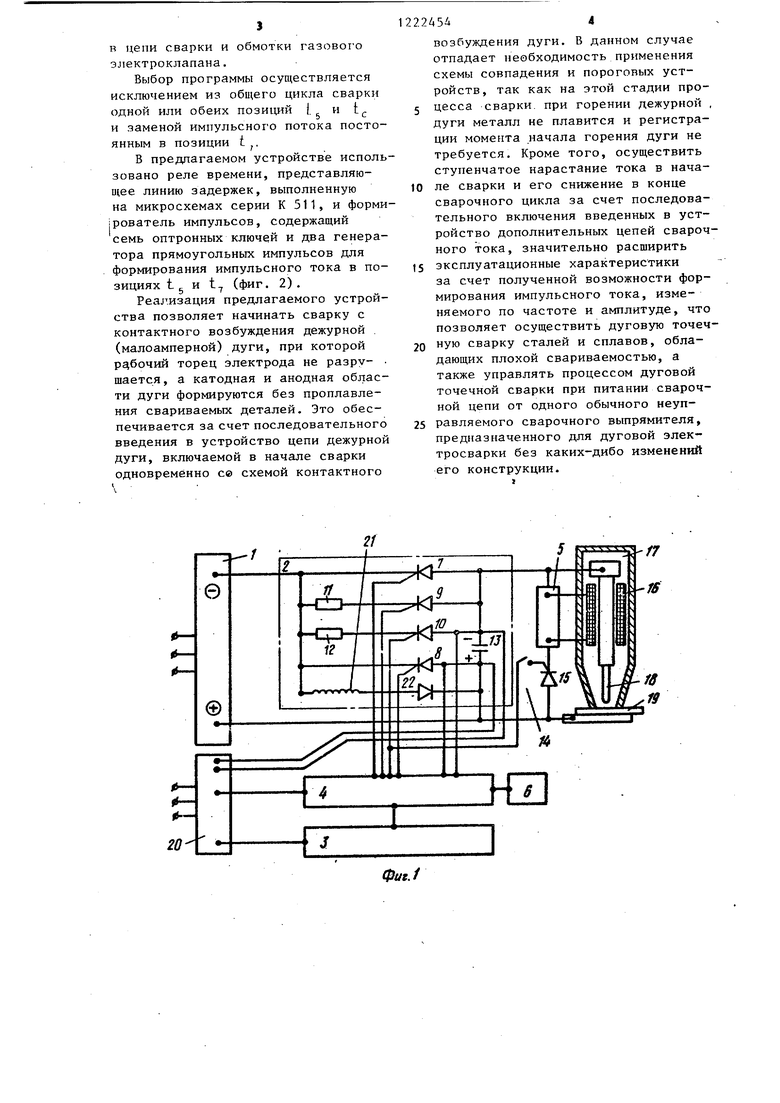
свойств свариваемого металла условий сварки и требуемых размеров сварных соединений устройство позволяет выполнять сварку по любой из
программ а приведенных на фиг. 2, где - длительность отдельных позиций сварочного цикла; 1, , уровни тока, протекающего
в цепи сварки и обмотки газового электроклапана.
Выбор программы осуществляется исключением из общего цикла сварки одной или обеих позиций I и t,
Ь L
и заменой импульсного потока постоянным в позиции i J.
В предпагаемом устройстве использовано реле времени, представляющее линию задержек, выполненную на микросхемах серии К 511, и форми 1рователь импульсов, содержащий семь оптронных ключей и два генератора прямоугольных импульсов для формирования импульсного тока в позициях t и t- (фиг. 2).
Реализация предлагаемого устройства позволяет начинать сварку с контактного возбуждения дежурной (малоамперной) дуги, при которой рабочий торец электрода не разру- щается, а катодная и анодная области дуги формируются без проплавле- ния свариваемых деталей. Это обеспечивается за счет последовательного введения в устройство цепи дежурной дуги, включаемой в начале сварки одновременно се схемой контактного
22.2А544
возбуждения дуги. В данном случае отпадает необходимость применения схемы совпадения и пороговых устройств, так как на этой стадии про- 5 цесса сварки, при горении дежурной , дуги металл не плавится и регистрации момента начала горения дуги не требуется. Кроме того, осуществить ступенчатое нарастание тока в нача10 ле сварки и его снижение в конце сварочного цикла за счет последовательного включения введенных в устройство дополнительных цепей сварочного тока, значительно расщирить
(5 эксплуатационные характеристики
за счет полученной возможности формирования импульсного тока, изменяемого по частоте и амплитуде, что позволяет осуществить дуговую точеч20 ную сварку сталей и сплавов, обладающих плохой свариваемостью, а также управлять процессом дуговой точечной сварки при питании сварочной цепи от одного обычного неуп25 равляемого сварочного выпрямителя, предназначенного для дуговой электросварки без каких-дибо изменений его конструкции.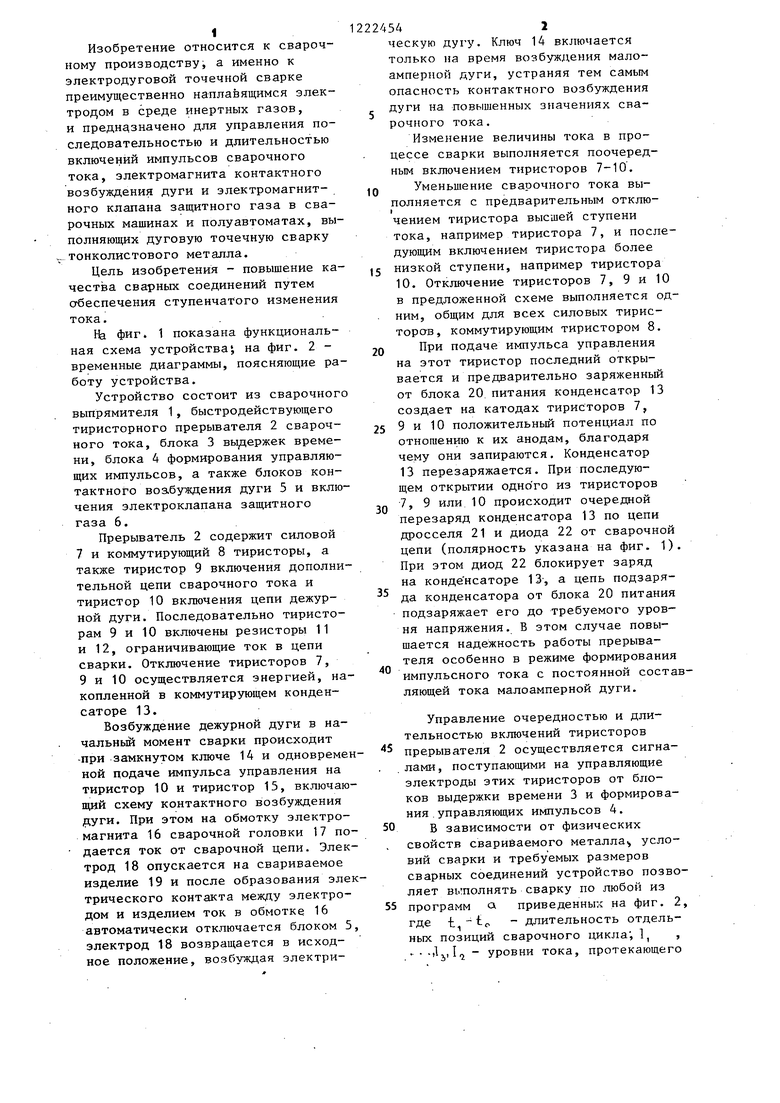
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
| Способ контактного возбуждения сварочной дуги | 1976 |
|
SU703265A1 |
| Устройство для управления процессом дуговой приварки шпилек | 1988 |
|
SU1606277A1 |
| Устройство для контактного возбуждения сварочной дуги | 1980 |
|
SU903014A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| Однофазный тиристорный источник питания для дуговой точечной сварки | 1981 |
|
SU942920A1 |
| Способ возбуждения дуги при точечной дуговой сварке в среде защитных газов | 1981 |
|
SU1038128A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Источник питания для контактной микросварки током и повышенной частоты с автоподстройкой режима | 1974 |
|
SU567570A1 |

Составитель Г.Чайковский Редактор Н.Бобкова Техред, Л.Олейник . Корректор Е-Сирохман
Заказ 1649/13 Тираж 1001Подписное
ВНШПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Патент США № 3449543, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Авторское свидетельство СССР №303836, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 3-(0-Оксифенил)-3-фенилпропионовая кислота как промежуточный продукт в синтезе биологически-активных соединений и способ ее получения | 1974 |
|
SU572045A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
