(В качестве бактерицидной добавки могут быТЬ ИОПОЛЬЗОВаИЫ ;НИТрИЛЫ Т|ИОПрОПИОно.вы.х или аК1рило1Вых кислот.
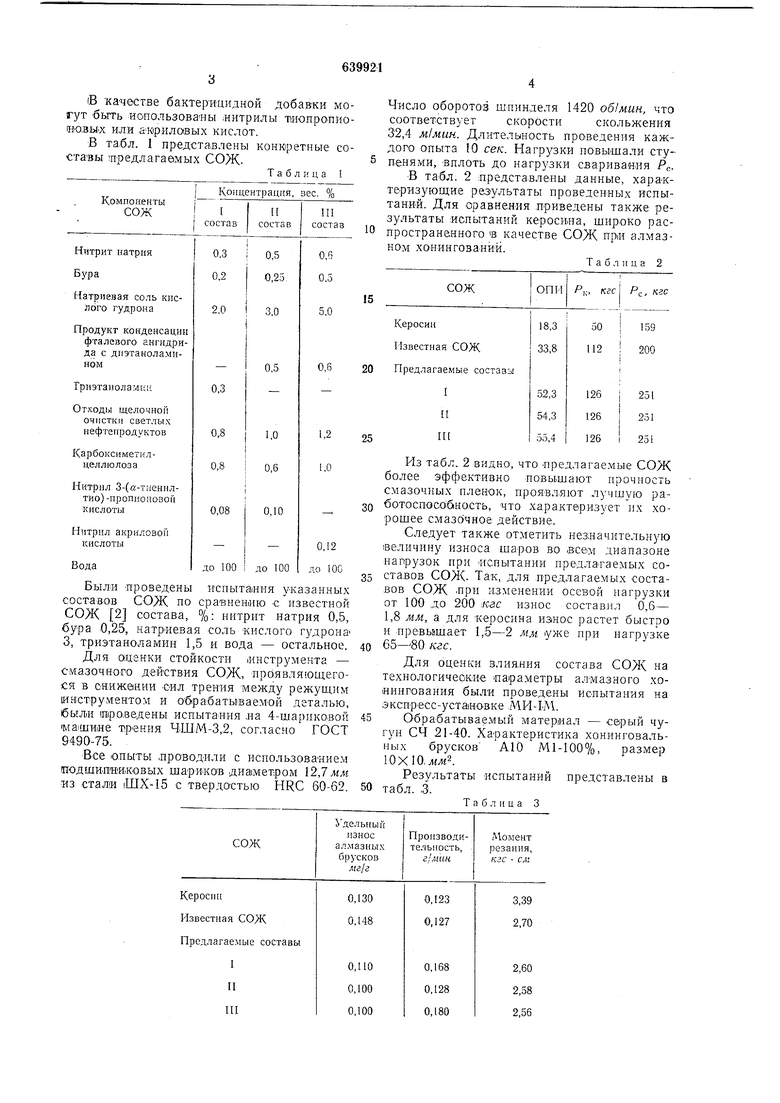
В та.бл. 1 представлены конкретные составы предлагаемых СОЖТаблица I
Число оборотов шпинделя 1420 об1мин, что соответствует скорости скольжения 32,4 M/MUfi. Длительность проведения каждого оиыта 10 сек. Нагрузки повышали ступ.еня1ми, ВПЛОТЬ до нагрузки сваривания PC,. В табл. 2 представлены данные, хараКтеризующие результаты проведенных испытаний. Для сравнения .приведены также результаты испытаний керосина, широко распростране.нного щ качестве СОЖ при алмазном хонинговании.
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1143768A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1983 |
|
SU1129225A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ "КАМРА-2" ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1990 |
|
RU2032716C1 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1979 |
|
SU787452A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1986 |
|
SU1335562A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1987 |
|
SU1456461A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1984 |
|
SU1182070A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1974 |
|
SU502932A1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1989 |
|
SU1675324A1 |
| Смазочно-охлаждающая жидкость для хонингования металлических поверхностей | 1990 |
|
SU1766955A1 |
Были проведены испытания указанных составов СОЖ по сравнению с известной СОЖ 2 состава, %: нитрит натрия 0,5, бура 0,25, натриевая соль кислого гудрона 3, триэтаноламин 1,5 и вода - остальное. Для оценки стойкости инструмента - смазочного действия СОЖ, проявляющегося в снижении сил трения между режущим инструментом и о6ра:батываемой деталью, были троведены испытания иа 4-шариковой машине трения ЧШМ-3,2, согласно ГОСТ 9490-75. Все оиыты .проводили с использованием подшиптаиковых шариков диаметром 12,7 мм из стали |ШХ-15 с твердостью HRC 60-62. 3Q 35 40 45 50 Из табл. 2 видно, что предлагаемые СОЖ более эффективно повышают прочность смазочных пленок, проявляют лучшую работоспосОбность, что характеризует их хорошее смазочное действие. Следует также отметить незначительную величину износа шаров во всем диапазоне напрузок при испытании предлатаемых составов СОЖ- Так, для предлагаемых составов СОЖ При изменении осевой нагрузки от 100 до 200 .кгс износ составил 0,6- 1,8 мм, а для керосина износ растет быстро и превьяшает 1,5-2 мм уже при нагрузке кгс. Для оценки влияния состава СОЖ на технологичеокие параметры алмазного хойингования были проведены испытания на экспресс-устан-ОБке МИ-ГМ. Обрабатываемый материал - серый чугун СЧ 21-40. Характеристика хонинговальных брусков АЮ М1-100%, размер lOXlQ.MM. Результаты испытаний представлены в табл. .3 Таблица 3 Как видно из табл. 3, все предлагаемые составы .СОЖ по технологическим свойствам превосходят известные составы. Предлагаемый состав СОЖ НСК-5у был испытан iB производственных Зсловиях с целью определения возможности его применения взамен керосина при алмазном хонннгованпи закаленных чугунных (твердость HRO-40) гильз блока двигателя Д-108 трактора Т-100М. Испытания проводились на хонинговальных станках мод. ЗМ83. Диаметр обработки 145 мм, длина 382 мм. В результате производственных испытаНИИ установлена высокая эффективность СОЖ НСК-5у, обеспечивающая необходимую производительность олерадии хонингования и требуемую стойкость алмазных брусков. КрОме того, применение СОЖ НСК-5у взамен керосина «а операции .предварительного хонинговайия повышает чистоту обработавной поверхности на 1,5-2 класса (на керосине - у 5, «а СОЖ НСК-5у V 6в- V 7а), что дает возможкость исключить из технологическо го процесса чвстовой обработки гильз одну (черновую) операцию хонипгования. Применение СОЖ НСК-5у обеспечивает снижение нагрева тильз при хонинтоваяии по сравнению с керосином на 15-20° С (температура гильз при хонинговаиии с керосином составила 62° С, при хонинговании с СОЖ НСК-5у 41° С), что приводит к уменьшению температурных деформаций и по,прешностей обработки. СОЖ НСК-5у обеспечивает хорошее моюш,ее действие, предотвращает засаливание алмазных брусков, что стабилизирует их режущие свойства. Формула изобретения Смазочно-охлаждающая жидкость для л еханической о1бработки металлов на основе воды, нитр.пта натрия, буры и натриевой соли кислого гудрона, отличающаяся тем, что, с целью повышения стойкости инструмента и чистоты обрабатываемой поверхности, жидкость дополнительно содержит продукт конденсации фталевого ангидрида с диэтаноламином или трпэтаноламин, отходы щелочной очистки светлых нефтепродуктов, карбоксиметилцеллюлозу и бактер-ицидную добавку при следующем содержании компонентов, вес. %: Нитрит натрия0,3-0,6 Патриевая соль кислого гудрона2.0-5,0 Бура0,2-0,5 Продукт конденсации фталевого ангидрида с диэтаноламино.м пли триэтанолампн0,3-0,6 Отходы щелочной оЧ|Истки светлых нефтепродуктов 0,8-1,2 Карбоксиметилцеллюлоза0,6-1,0 Бактерицидная добавка0,08-0,12 Водадо 100 Источники информации, принятые во внимание при экспертизе: 1.Н. И. Курчик ill др. Смазочные материалы для обработки металлов резанием. М., «Химия, 1972, с. 127-161. 2.Авторское свидетельство СССР Л ь214720, кл. С 10 М 3/02, 1967 (прототип).
