Изобретение относится к сварочному производству, а именно к контактной стыковой сварке оплавлением, и может быть использовано для автома. тического регулирования процессом стыковой сварки оплавлением с пред|варительным подогревом изделий формы и сечения.
Известно устройство управления предварительным подогревом с обратной связью по энергий. Устройство содержит блок для измерения мощности, интегратор и нуль-орган, вьщающий команду на переход к оплавлению СО
Однако при помощи этого устройств не удается практически построить интегрирующий блок аналогового типа с большим диапазоном изменения выходного сигнал и достаточно высокой точностью, следовательно, при управлении сваркой с использованием такого сигнала не удается получить качеетвенной сварки.
Наиболее близким к предлагаемому по технической сущности является устройствЬ для автоматического измерения энергии при стыковой сварке, содержащее сварочный трансформатор, датчики сварочных параметров, блок умножения, интегрируняций блок, входные и выходные ключи, схему ИЛИ, коммутатор С 2 .
Однако при регулировании напряжения на сварочном трансформаторе с помощью изменения угла включения тиристорного контактора при подогреве и оплавлении, а также при изменении cos V сварочной машины в процессе сварки указанное устройство не обеспечивает вьщачу аналогового сигнала с достаточной точностью и быстродействия в связи с больщим уровнем пульсаций выходного напряжения, а также отсутствует регулирование задержки фиксации сигнала короткого замыкания, что необходимо при сварке различных видов изделий.
Цель изобретения - повышение качества сварного соединения за счет повышения точности контроля параметров процесса.
Поставленная цель достигается тем, что в устройство контроля при контактной стыковой сварке оплавлением, содержащее тиристорный контактор, включенный в первичную цепь сварочного трансформатора, управляющий вход которого соединен с выходом фазорегулирующего блока, в первичную цепь-сварочного трансфопматора включен датчик сигналов, соединенный последовательно через преобразователь тока в напряжение и делитель напряжения с первыми входами первого и второго интеграторов, вторые входы которых соединены соответственно с выходами первого и второго разрядных ключей, выходы первого и второго интеграторов соединены с входами элемента ИЛИ, третий интегратор, в него введены фильтр высоких частот, компаратор, блок изменения уровня настройки и последовательно соединенные нуль-орган и счетный триггер, /прямой и инверсный выходы которого соединены соответственно с входами первого и второго разрядных ключей, вход нуль-органа соединен с вторым выходом делителя напряжения, вход фильтра высоких частот соединен с выходом элемента ИЛИ, а выход фильтра высоких частот через третий интегратор соединен с первым входом компаратора, второй вход которого соединен с выходом блока изменения уровня настройки и входом фазорегулирующего блока.
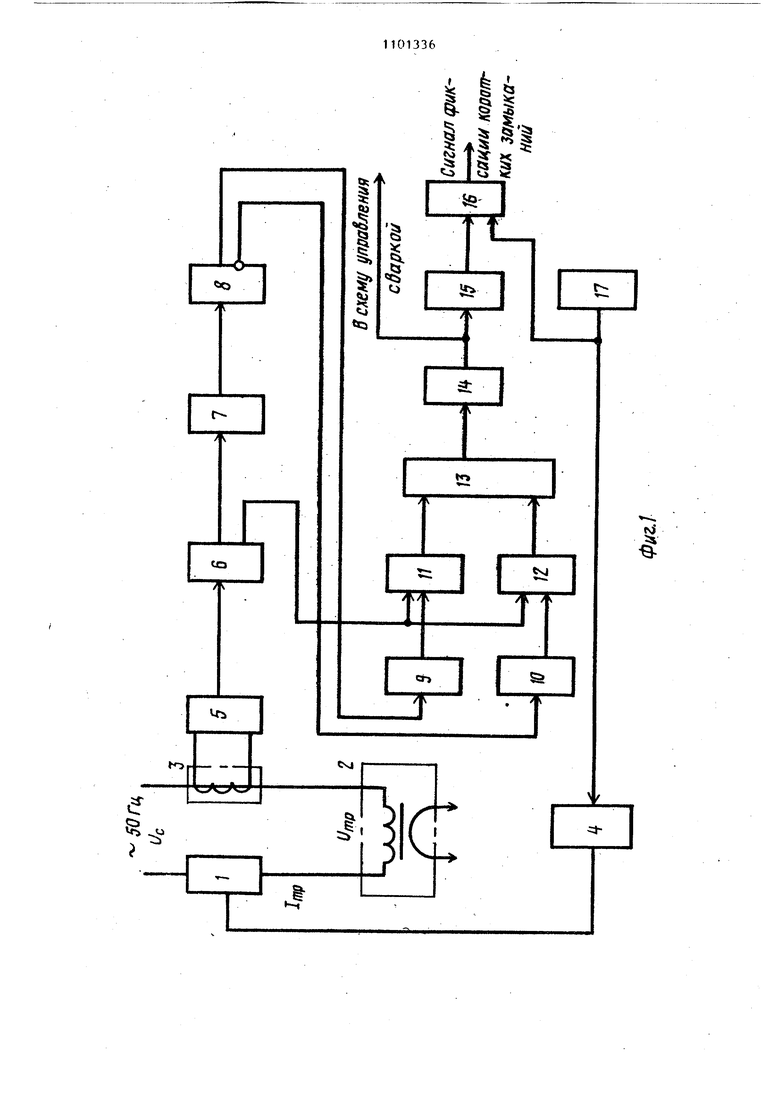
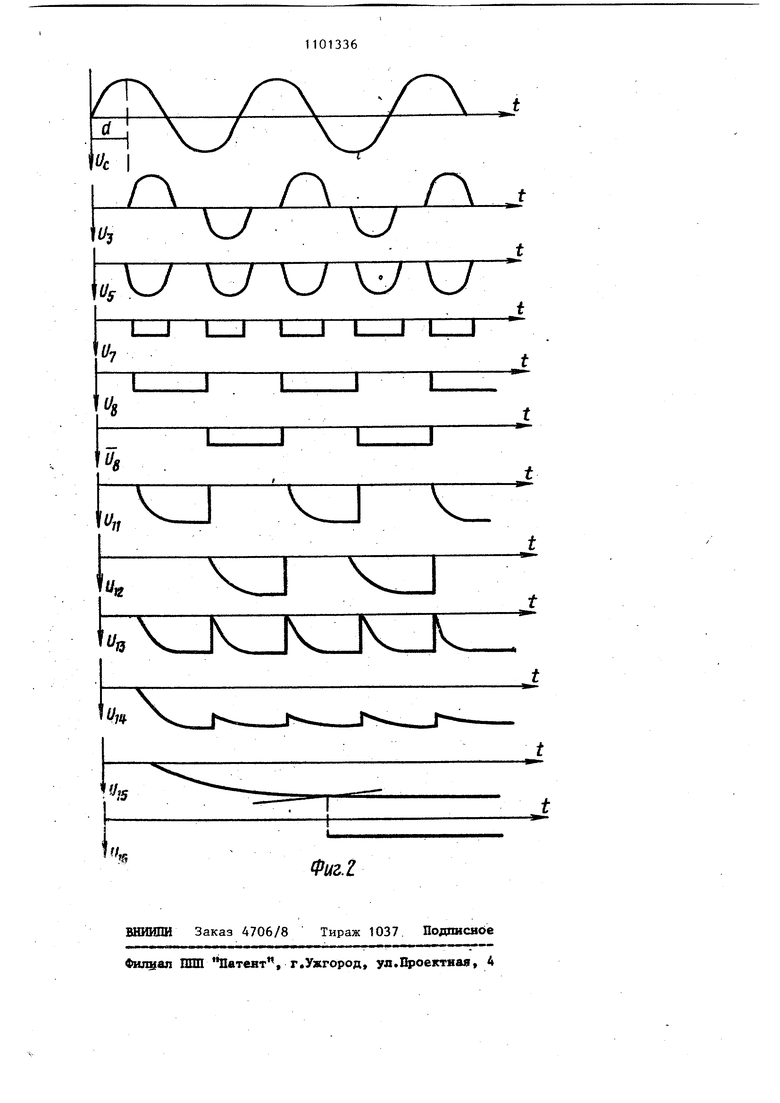
На фиг, 1 приведена блок-схема устройства, на фиг. 2 - диаграмма напряжений.
В предлагаемом устройстве последовательно с тиристорным контактором 1, сварочным трансформатором 2 соединен датчик 3 сигналов. Вход тиристорного контактора 1 соединен с выходом фазорегулирующего блока 4. Выход датчика 3 сигналов.соединен с входом преобразователя 5 тока в напряжение, а выход последнего с делителем 6 напряжения. Первый выход делителя 6 напряжения соединен с входом нуль-органа 7. Выход нуль-органа 7 соединен с входом счетного триггера 8, прямой и инверсный выходы которого подключены на входы разрядных ключей 9 и 10. Второй выход делителя 6 напряжения соединен с первыми входами интегрирующих блоков 11 и 12. Выходы разрядных ключей 9 и 10 соединены с вторыми входами интегрирующих блоков 11 и 12. Выходы интегрирующих блоков 11 и 12 соединены с элементом ИЛИ 13, выход элемента ИЛИ 13 соединен с фильтром 14 высоких частот, выход которого является первым выходом устройства. Выход фильтра 14 высоких частот также соединен с третьим интегратором 15, а выход последнего соединен с первым входом компаратора 16 напряжения, выход которого является вторым выходом устройства. Вы ход блока 17 изменения уровня настройки соединен с эторым входом компаратора 16 напряжения и входом фазо регулирующего блока 4, Устройство работает следующим образом. Сварочный сигнал тока, возникающий на выходе датчика 3 сигналов при протекании тока через сварочный трансформатор 2 поступает на преобразователь 5 тока в напряжение. Beличина сварочного сигнала зависит от угла включения тиристорного кон/тактора 1, определяемого уровнем сиг нала на выходе блока 17 изменения уровня настройки (при подогреве этот уровень меньше, а при оплавлении выше) , Преобразователь 5 тока в напряжение выпрямляет этот сигнал и формирует напрялсение частотой 100 Гц по амплитуде, пропорциональной сварочному сигналу. С делителя 6 напряжения этот сигнал переключает нульорган 7 с частотой 100 Гц. Частота выходного сигнала нуль-органа 7 делится счетным триггером 8 пополам. Выходы триггера 8 коммутируют поочередно разрядные ключи 9 и 10. Одновременно сигнал с делителя 6 напря|жения поступает на входы интегрирующих блоков 11 и 12. Интегрирующие блоки 11 и 12 работают поочередно со сдвигом на 180°, и каждый в первом полупериоде (рабочем) интегрирует входной сигнал до определенного значе:ния и запоминает до конца полу. периода. Во втором полупериоде (не рабочем) интег1зирую ций блок разря-жается до нуля. Объединение сигналов по каждому полупериоду обеспечивается элем«гнтом ИЛИ 13, ас его выхода сигнал поступает на фильтр 14 высоких частот для уменьшения пульсаций с которого поступает в схему управления сваркой, а также на вход треть го интегратора 15, обеспечивающего интегрирование с регулируемой постоянной времени. При увеличении сигнала на выходе третьего интегратора 15 больше уровня переключения компаратора 16 напряжения, порог которого рпределяет различие в сигналах оплавления и короткого замыкания. Таким образом, выходной сигнал компаратора 16 напряжения (сигнал фиксации коротких замыканий) появляется только тогда, когда напряжение на выходе третьего интегратора 15 увеличится до определенного уровня, определяемого уровнем входного сигнала третьего интегратора 15 и постоянной его интегрирования . При переходе к оплавлению блок 17 изменения уровня настройки изменяет порог компаратора 16 напряжения и одновременно через фазорегулирующий блок 4 и тиристорный контактор 1 увеличивает напряжение на сварочном трансформаторе 2. Таким образом, при изменении угла включения тиристорного контактора 1 и изменении cos Ч сварочной машины в процессе сварки на первом выходе устройства в первый полупериод формируется аналоговый сигнал, пропорциональный напряжению от датчика 3 сигналов в каждый полупериод и имеет минимальные пульсации, а па втором выходе устройства появляется сигнал фиксации короткого замыкания, зависящий от амплитуды и длительности напряжения, поступагадего с выхода датчика 3 сигналов. Таким образом, предлагаемое устройство позволяет улучшить качество процесса стыковой сварки оплавлением с предварительным подогревом путем использования сигналов, обеспечивающих наличие аналогового сигнала с минимальной задержкой (один полупериод) для управления сваркой, а с другой стороны фиксацией сигналов короткого замыкания более определенной длительности, зависимой от сечения и формы свариваемых изделий.
; fc
i i§ & §
I .§ Il
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля при контактной стыковой сварке сплавлением | 1984 |
|
SU1181819A1 |
| Устройство для автоматического программного управления процессом контактной стыковой сварки | 1988 |
|
SU1540877A1 |
| Устройство управления процессом контактной стыковой сварки оплавлением | 1987 |
|
SU1412910A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| Устройство для регулирования скорости оплавления при контактной стыковой сварке изделий замкнутой формы | 1989 |
|
SU1646746A1 |
| Устройство для измерения и контроля энергии при контактной сварке | 1980 |
|
SU893454A1 |
| Машина для контактной стыковой сварки непрерывным оплавлением | 1979 |
|
SU1039668A1 |
| Устройство для управления термообработкой сварных соединений | 1986 |
|
SU1458122A1 |
| УСТРОЙСТВО ДЛЯ СИММЕТРИРОВАНИЯ ОДНОФАЗНОЙ НЕСТАЦИОНАРНОЙ НАГРУЗКИ, СОЗДАВАЕМОЙ КОНТАКТНОЙ СТЫКОВОЙ МАШИНОЙ | 1997 |
|
RU2156532C2 |
УСТРОЙСТВО КОНТРОЛЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ, содержащее тиристорный контактор, включенный в первичную цепь сварочного трансформатора, управляющий вход которого соединен с выходом фазорегулирующего блока, в первичную цепь сварочного трансформатора включен датчик сигналов, соединенный последовательно через преобразователь тока в напряжение и делитель напряжения с первьми входами первого и вто,рого интеграторов, вторые входы которых соединены соответственно с выходами первого и второго разрядных ключей, выходы первого и второго интеграторов соединены с входами элемента ИЛИ, третий интегратор, о т л и-, чающее ся тем, что, с целью повышения качества сварного соединения за счет повьшения точности контроля параметров процесса, в него введены фильтр высоких частот, компаратор, блок изменения уровня настройки и последовательно соединенные нульорган и счетный триггер, прямой и инверсный выходы которого соединены соответственно с входами первого и W С второго разрядных ключей, вход нульоргана соединен с вторым выходом делителя напряжения, вход фильтра высоких частот соединен с выходом элемента ИЛИ, а выход фильтра высоких частот через третий интегратор соединен с первым входом компаратора, второй вход которого соединен с выходом блока изменения уровня настройки и входом фазорегулирующего блока. со СА а
e
Vr
л r
i/c I
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патов Б.Е., Лебедев В.К | |||
| Электрооборудование для контактной сварки | |||
| М., Машиностроение, 1969, с | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для автоматического измерения энергии при стыковой сварке | 1976 |
|
SU569415A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
